你好,创客!
话说小编前几天在打印模型时,只是走开了一会儿,回来时却看到了一幅“灵异”的画面:打印模组在自顾自地来回移动,喷嘴里却没有一丁点儿耗材挤出,模组与底下模型的距离也越来越远……
走近一研究,原来是喷嘴堵了!小编狂翻资料,又询问了万能的应用工程师,终于顺利让堵塞的喷嘴再次顺畅出料!这不,高兴之余也没忘记将关键信息都整理下来供创客们参考,下次如果你的喷嘴也堵了,一定记得来翻翻这篇文章~
喷嘴堵塞的原因
说到喷嘴堵塞,肯定有人会好奇:喷嘴到底为什么会堵塞?这其中的原因其实有很多,但主要和以下这三个因素有关:
- 耗材质量不过关
- 操作或设置不当
- 机器组件故障
接下来,让我们一一来看,究竟是哪里出了问题?
耗材质量
喷嘴是耗材被挤出的必经之路,因此喷嘴堵了,一般来说跟耗材都多多少少沾点关系。
首先要考虑的是,“当事耗材”本身的质量不过关。随着 3D打印技术和应用的普及化,耗材市场逐渐蓬勃发展,不同品牌、特性、颜色的耗材令人眼花缭乱,但质量却良莠不齐。质量欠佳的耗材含有的杂质往往超标,而这些杂质日积月累,最后很可能会成为喷嘴堵塞的元凶之一。这种“混子”耗材的内径尺寸也经常会出现不一致的现象,上段粗下段细,而喷嘴的内径是不变的,这能不容易堵吗?因此,看到便宜的耗材时建议先冷静一下,日后机器的维护成本也得算进去!
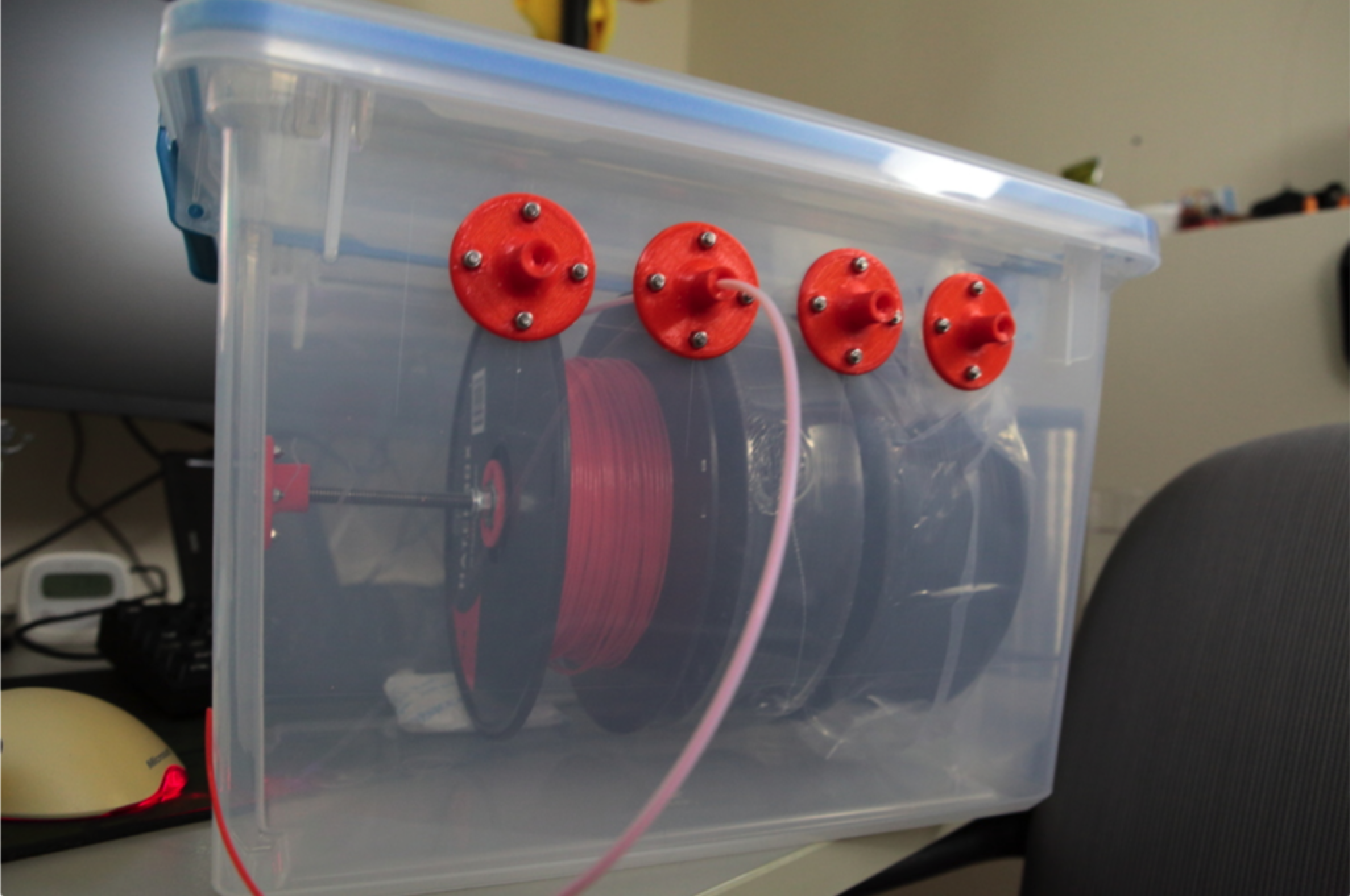
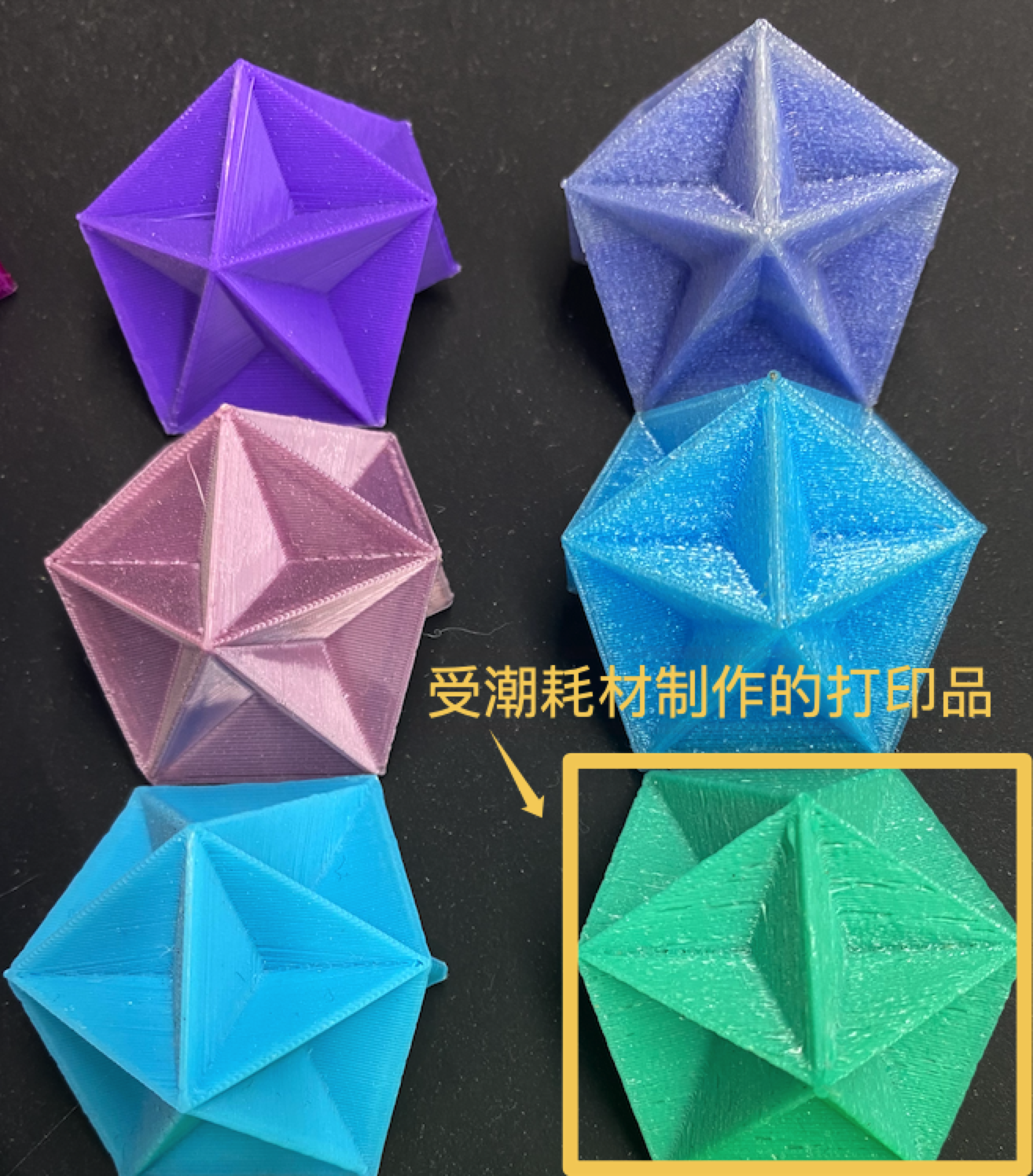
看到这儿,也许你会想:以后只买正规靠谱的耗材,这下总能放心了吧?答案是还不够!买了好耗材,还得注意保存,因为耗材受潮和积灰,也是造成喷嘴堵塞的常见原因。受潮后,耗材会逐渐变硬变脆,从而容易折断在模组中,导致喷嘴不能正常挤出。此外,受了潮的耗材熔点也会变高,容易导致喷嘴堵塞。至于积灰就更好理解了:当耗材被喷嘴挤出时,身上的灰尘可不会被一同熔化。相反,它们会在喷嘴出口处积少成多,时间长了自然会堵塞喷嘴。想了解更多相关知识点的小伙伴,可以去上一期《不可不知的耗材保存与干燥大法》瞅瞅。
操作设置
平日里,你的很多习惯性操作也会在不知不觉中造成喷嘴堵塞,下面咱们就来挑几个典型的说说。
- 最直接的不当操作,其实就是没有清理喷嘴的习惯。想减少喷嘴堵塞的发生几率,首先要记得在每次打印后都对喷嘴进行轻度清理(先别急,具体方法会在下文中介绍)。因为打印完成后,可能会有残料留在喷嘴内部或外部。内部的不必多说,日积月累肯定会造成喷嘴堵塞。而外部的余留残料会影响喷嘴的加热,可能会使喷嘴不能升温至指定温度,导致耗材熔化不到位,从而堵塞喷嘴。

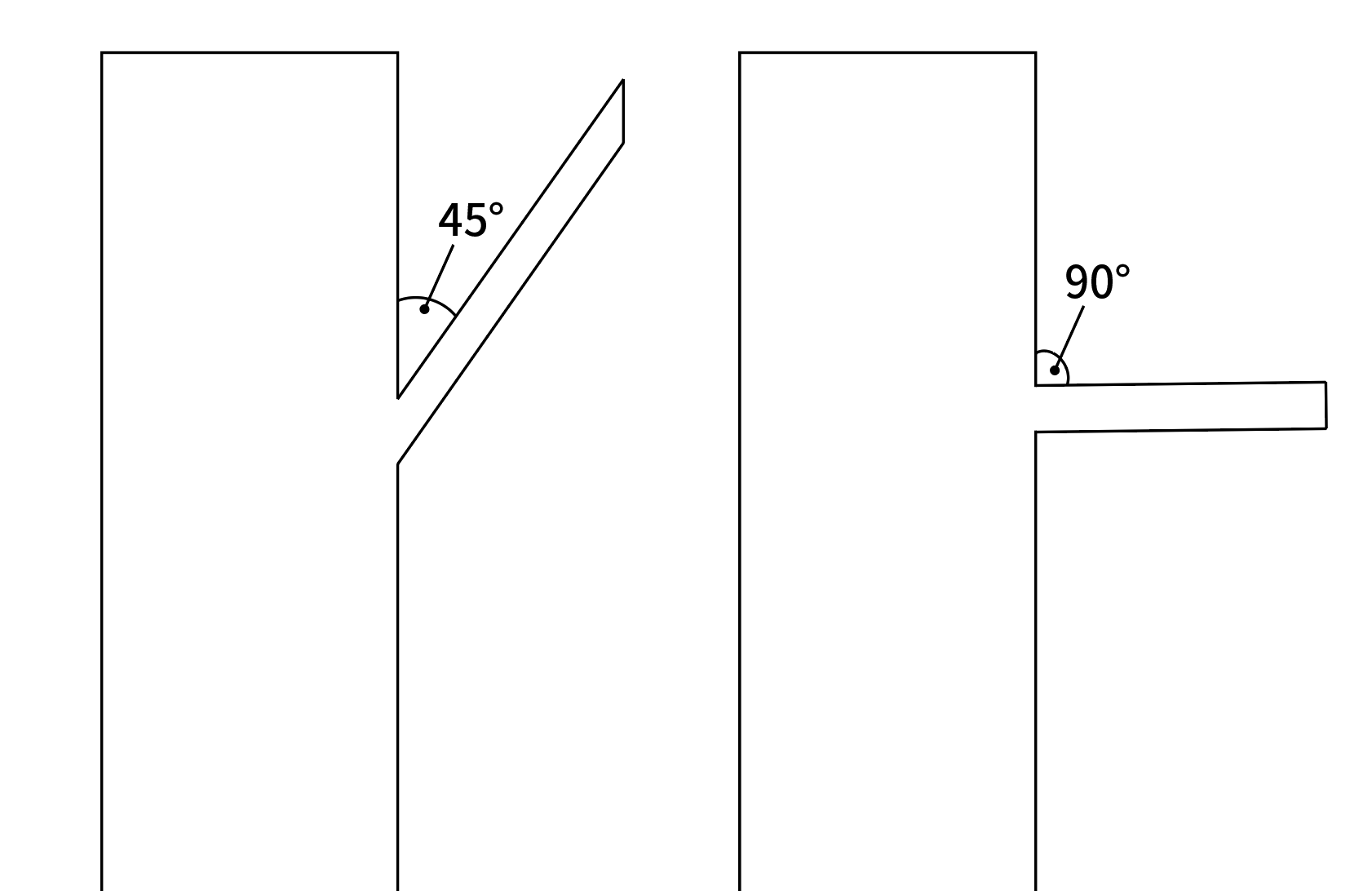
- 未按照常规操作进行换料或退料,直接剪断,有时甚至简单粗暴地拔断。到下一次再打印时,可能就会发现新耗材无法被正常挤出。
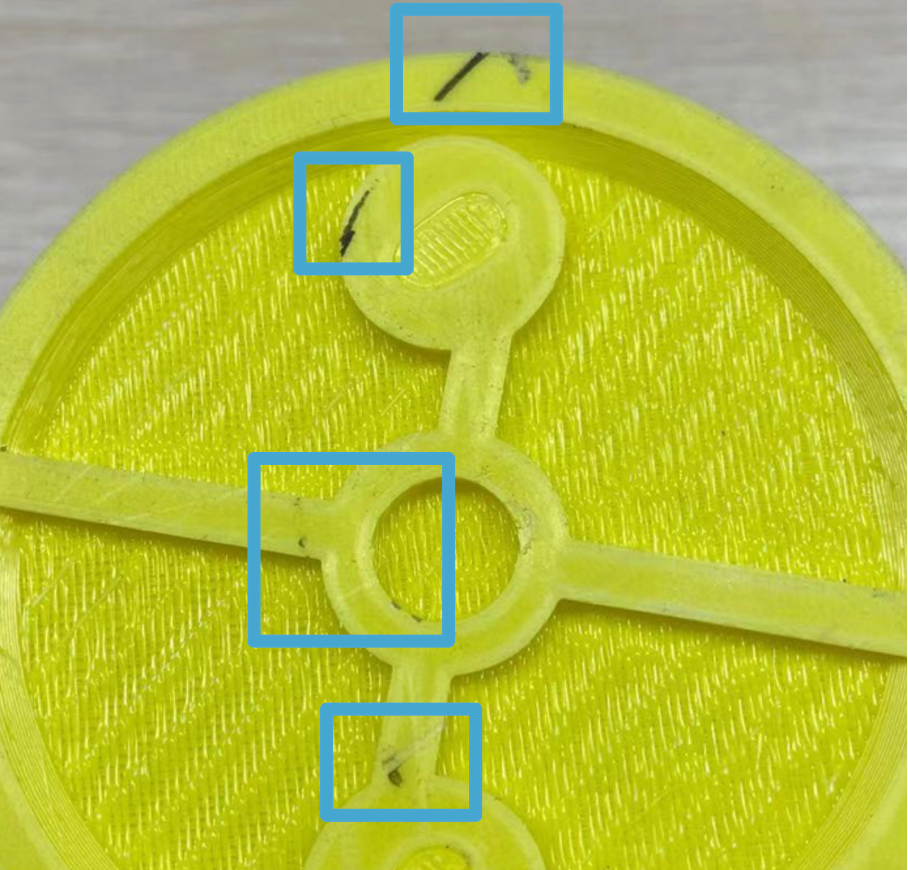
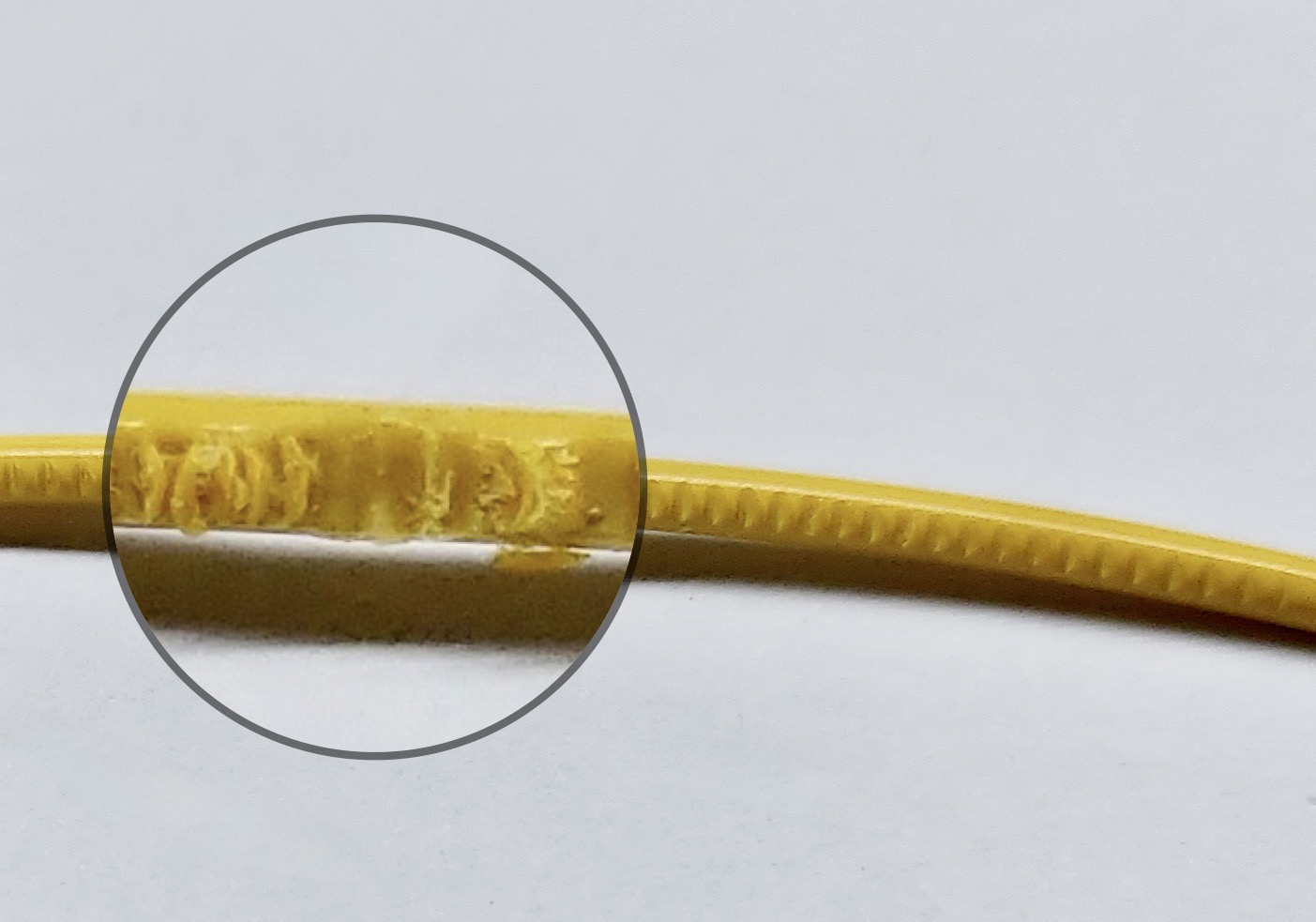
- 打印温度设置得不对。温度太低,会像前文说的那样:耗材不能完全熔化,久而久之会导致喷嘴堵塞。这里提供一个小技巧:若在冬天,机器的工作环境温度很低,那打印温度可以稍微提高 5-10 ℃。另一方面,温度太高也不行,会导致耗材还没等到被喷嘴挤出,就提前受热变软。齿轮无法推动变软的耗材至喷嘴处,只会无能为力地在耗材上留下仿佛被谁啃过一般的痕迹,俗称“啃料”;此外,设置过高的打印温度可能会使耗材液化,导致耗材更容易黏附在喷嘴外表面。
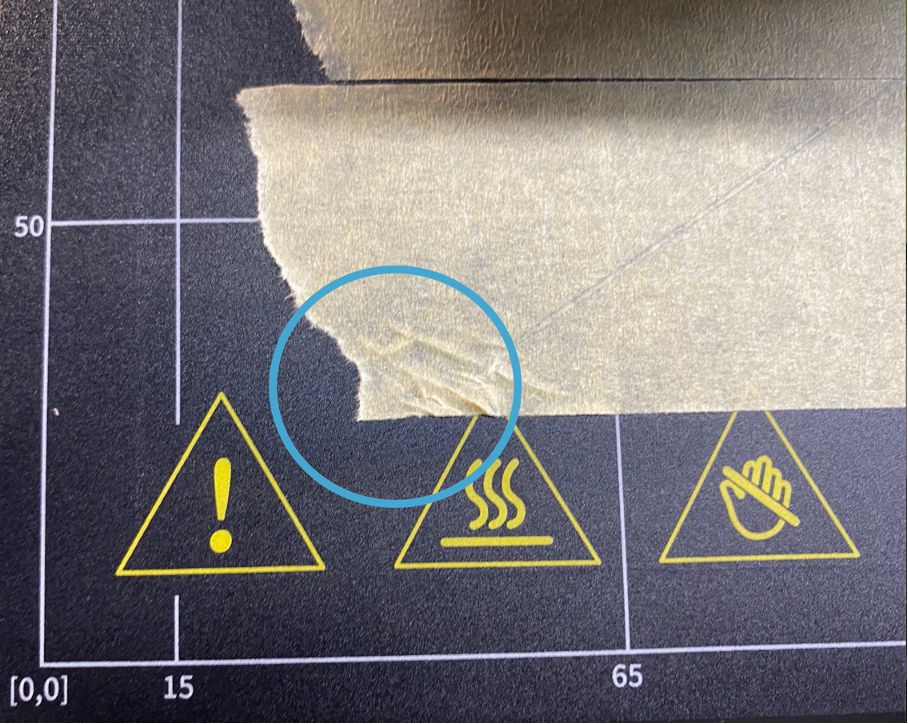
- 调平时将喷嘴与热床的间距设置得太小,也会导致喷嘴无法出料,若不及时处理,耗材同样会在喷嘴内部累积,冷却后就会堵塞喷嘴。这一般是由于手动调平热床时没有调准,或在自动调平的最后一步没有调整好喷嘴末端与热床之间的距离。如果是刚开始打印起始层时就不出料,很有可能属于这种情况。

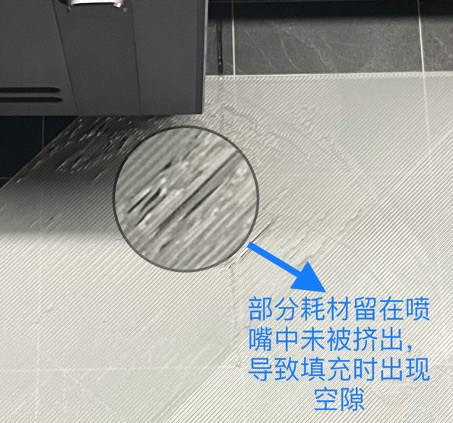
- 打印速度设置得太快,耗材来不及熔化就被硬生生地“赶鸭子上架”。部分未熔化的耗材无法被挤出,只能被滞留在喷嘴内部。就算耗材自己没脾气,日子久了喷嘴也不免会被堵塞。
- 回抽距离设置得太长、回抽次数太多或者打印模组内的进料齿轮太紧,同样会增大喷嘴堵塞的风险。
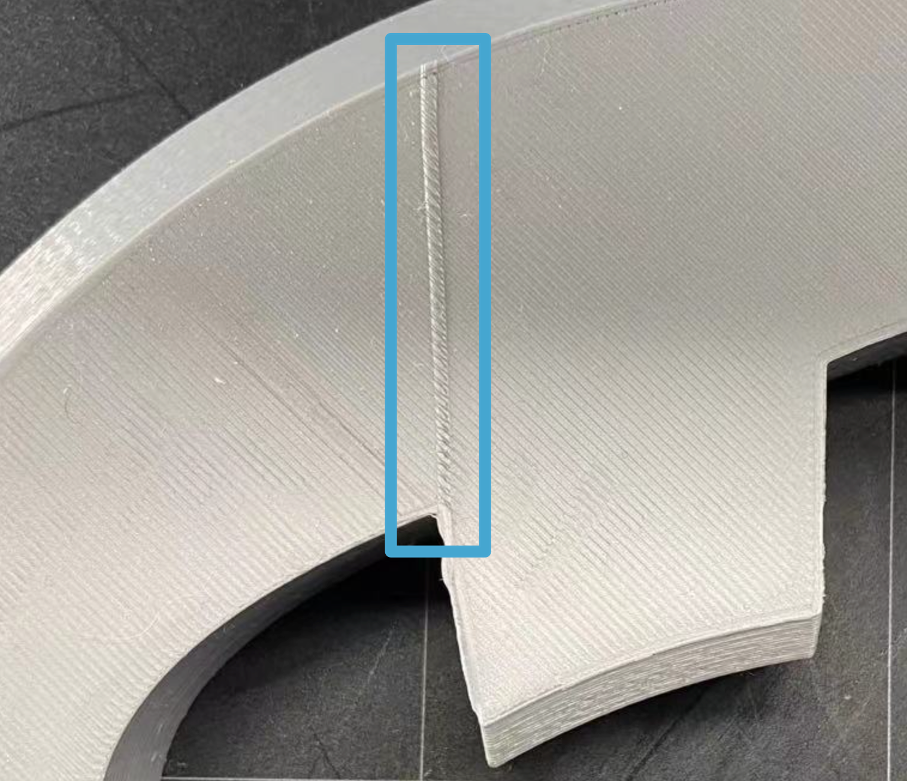
- 打印过程中出现的翘边现象,相信很多创客都遇到过。但你可能没想过,这也会导致喷嘴堵塞!这是因为喷嘴移动至翘边处时,很可能会被翘起来的模型顶到,原本会被正常挤出的耗材也会在那一瞬间被堵在喷嘴中。耗材被堵在出口的次数多了,喷嘴就可能会发生堵塞。

- 频繁切换使用不同种类的耗材。因为熔点可能会相差比较大,所以先使用熔点高的耗材,然后切换成熔点低的耗材时,前面的耗材就容易积累在喷嘴中,从而加速堵塞。
机器因素
我们刚才说到,打印温度无论设置得低了还是高了,都容易导致喷嘴堵塞。可有时候我们设置的温度明明没有问题,类似的情况还是会发生,那这是怎么一回事呢?这时就需要考虑,可能是打印模组的加热部件发生了故障,无法将喷嘴加热到指定温度;或者是模组内部的冷却风扇出了毛病,散热不到位,容易导致耗材提前受热软化。
如何判断喷嘴已堵塞
在前文中,我们简单列出了一些常见的喷嘴堵塞原因。但即使平时已经在各个方面都多加注意,喷嘴可能还是会有堵塞的风险。那么,我们怎样判断喷嘴已经发生了堵塞的迹象?
喷嘴堵塞可以分为以下两种情况:
一是部分堵塞。当喷嘴处于这种状态时,虽然还能够出料,但会有一些异常的表现。例如:打开 3D 打印模组的前盖,发现齿轮处有耗材碎屑;在打印过程中,喷嘴挤出的耗材比平常要细很多;挤出的耗材表面坑洼不平等等。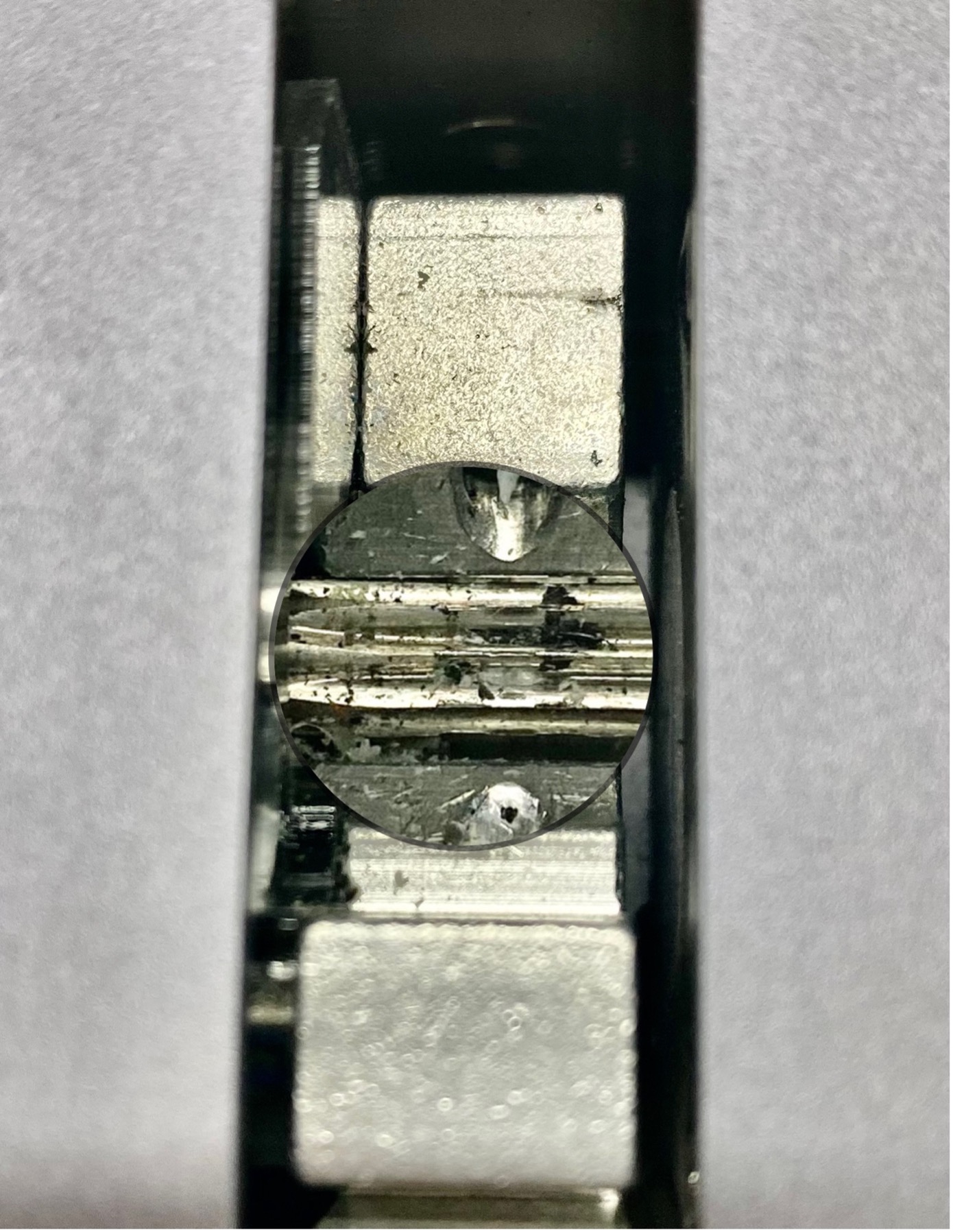
二是完全堵塞。这种就好判断多了。例如:像文章开头描述的那幅画面一样,模组空转,没有耗材挤出;在有耗材插入模组的情况下,加热喷嘴后点击进料,即便在多次操作后也没有耗材被挤出。
如何避免喷嘴堵塞
如果你的打印模组喷嘴没有出现以上异常情况,那真是太幸运了!不过,建议还是要防患于未然。那在日常中我们应当怎样避免喷嘴堵塞呢?其实只要和喷嘴堵塞的原因反着操作就行。为了加深记忆,我们再来一起复习下:
- 购买正规厂商生产的耗材。
- 平时要注意耗材的防尘、防潮。
- 在打印前,检查耗材有无易折损的迹象。
- 为不同种类的耗材设置合适的打印温度。
- 打印结束后,尽量第一时间排空、清理喷嘴。
- 若长时间不使用 3D 打印机,务必要将耗材取出存放,不能任其闲置在打印模组中。
- 在退料、换料、进料前,务必先启动机器并加热喷嘴后再进行操作。
如何清理喷嘴
下面小编将向大家介绍清理喷嘴的方法,主要分为日常清理和堵塞后清理两种场景。
日常清理
- 关闭机器并等待喷嘴冷却,然后将喷嘴拆卸下来,用棉签蘸取无水乙醇对其外表面进行清理。操作时,请做好防护措施,例如佩戴手套。
- 启动机器并加热喷嘴,待喷嘴外部的耗材被熔化后,使用镊子进行清理。尽量不要使用钢丝刷或类似的工具,因为它们会破坏喷嘴外表面的氧化层,从而更容易粘附耗材残料。
- 如果不想启动机器,将喷嘴拆卸下来再使用热风枪对其进行加热,然后再进行清洁也是可以的,但需要小心操作,以防烫伤。
堵塞后清理
- 如果喷嘴已经堵塞了,先观察一下喷嘴出口处的外表面有没有被残料封住。如果有,则建议先按照日常清理的步骤,清除外表面的残料,然后再看喷嘴能否顺利出料。
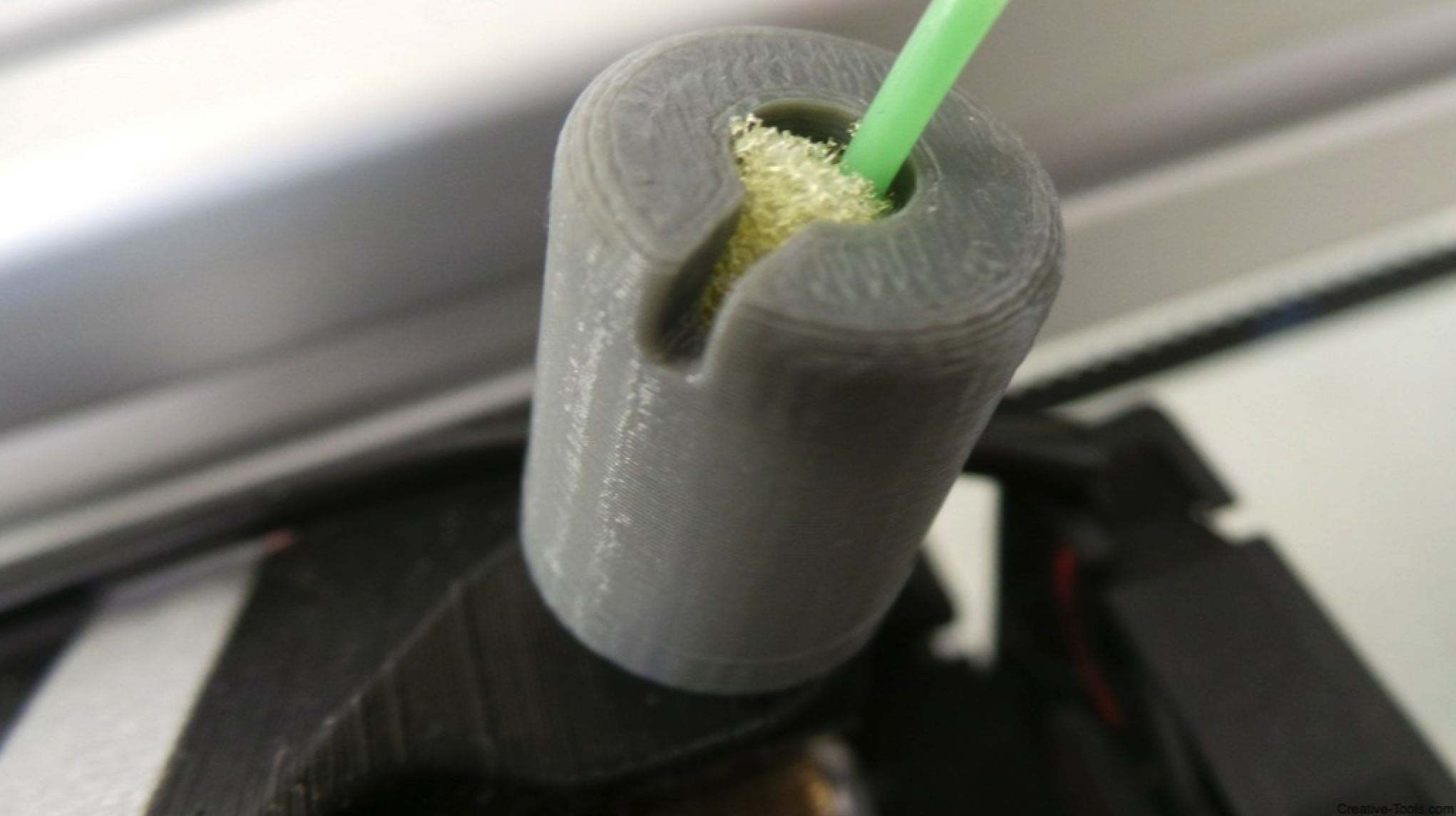
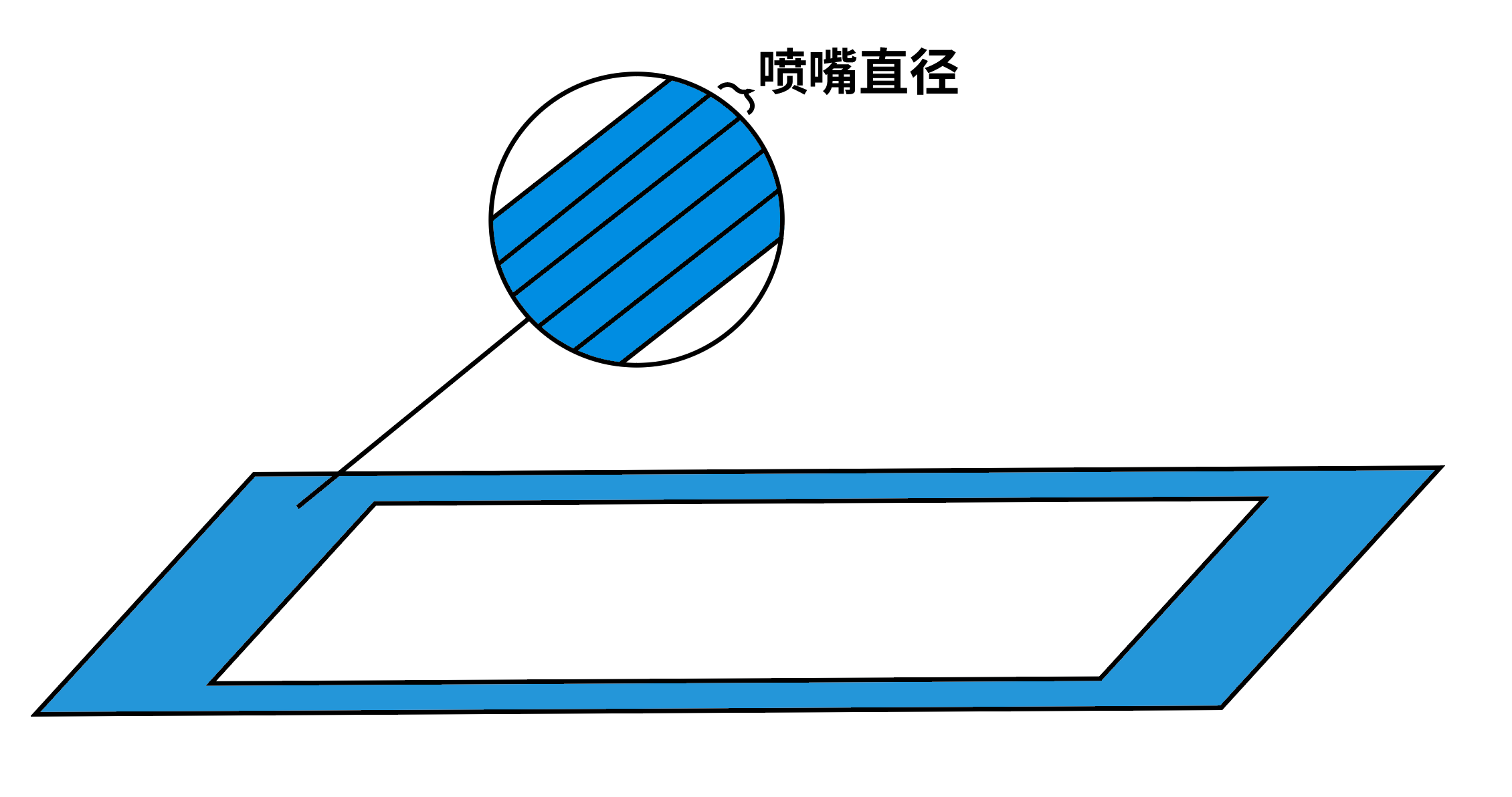
- 如果发现确实是喷嘴内部发生堵塞,则可以先加热喷嘴,点击退料将耗材取出,然后使用跟喷嘴内径差不多粗细的针,小心地插入喷嘴末端进行上下疏通。如果家里没有针头,比喷嘴内径小的钢丝或者吉他 E 线也行的通。
- 若已知导致喷嘴堵塞的耗材种类,则可以尝试加热喷嘴后,使用材质更硬、熔点更高的耗材插入打印模组进行疏通。
关于喷嘴堵塞与清理的那些事儿,本文就介绍到这里,希望能够为你带来帮助!
今后,Snapmaker Academy 还将继续为创客们介绍实用有趣的知识,请保持关注!如果你还对其他话题感兴趣,请在评论区留言,或者发送邮件至 support@snapmaker.com 告诉我们哦!
免责声明
本文提及的方法仅供参考。
对于因本文中的方法引起的或以任何方式与之相关的财产损失、人身伤害、机器损害或费用,Snapmaker 概不负责。