你好啊,创客!
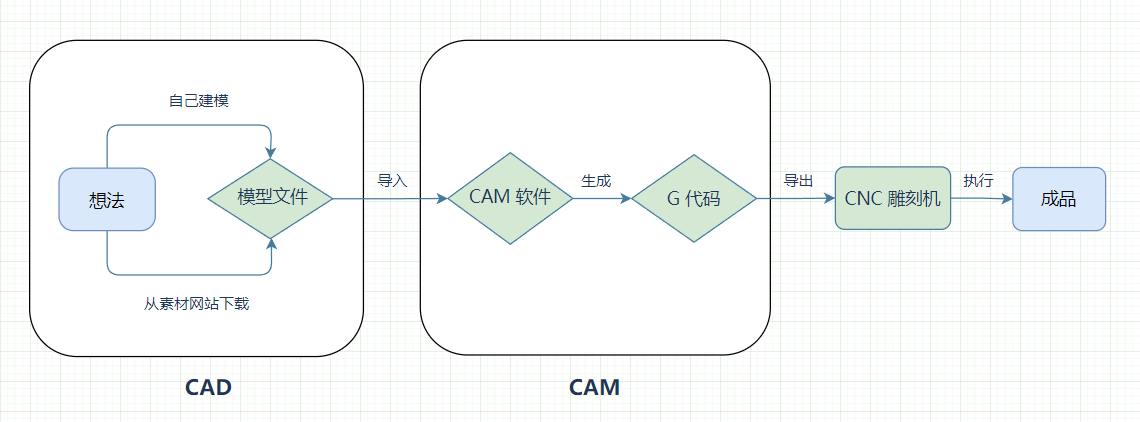
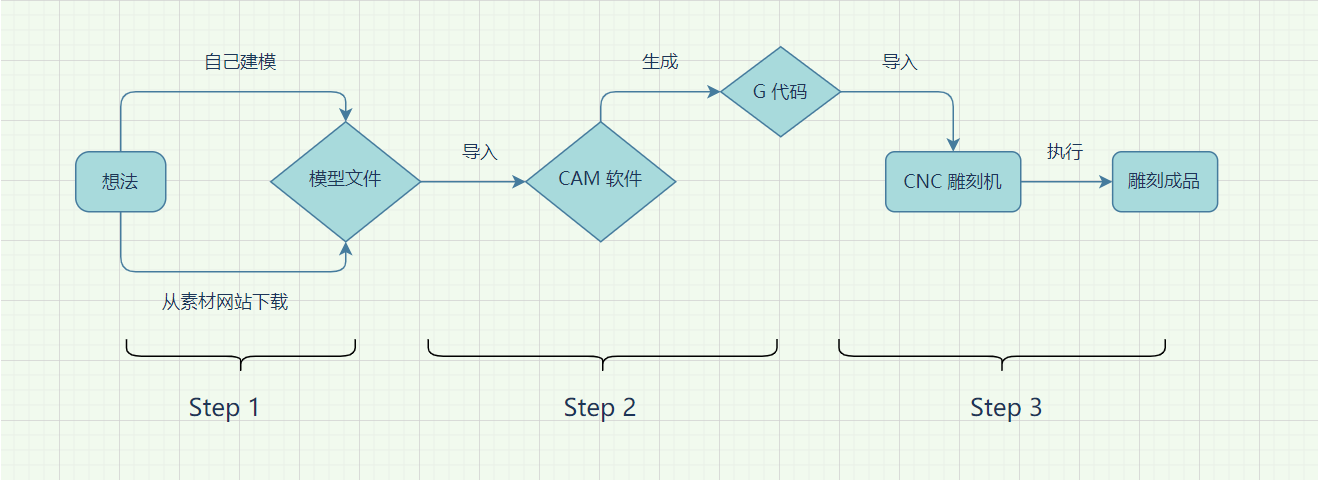
欢迎来到 Snapmaker 学院的 CNC 系列。在前面的五期中,我们介绍了 CAD 和 CAM 流程。现在,让我们一起进入实际加工环节吧!
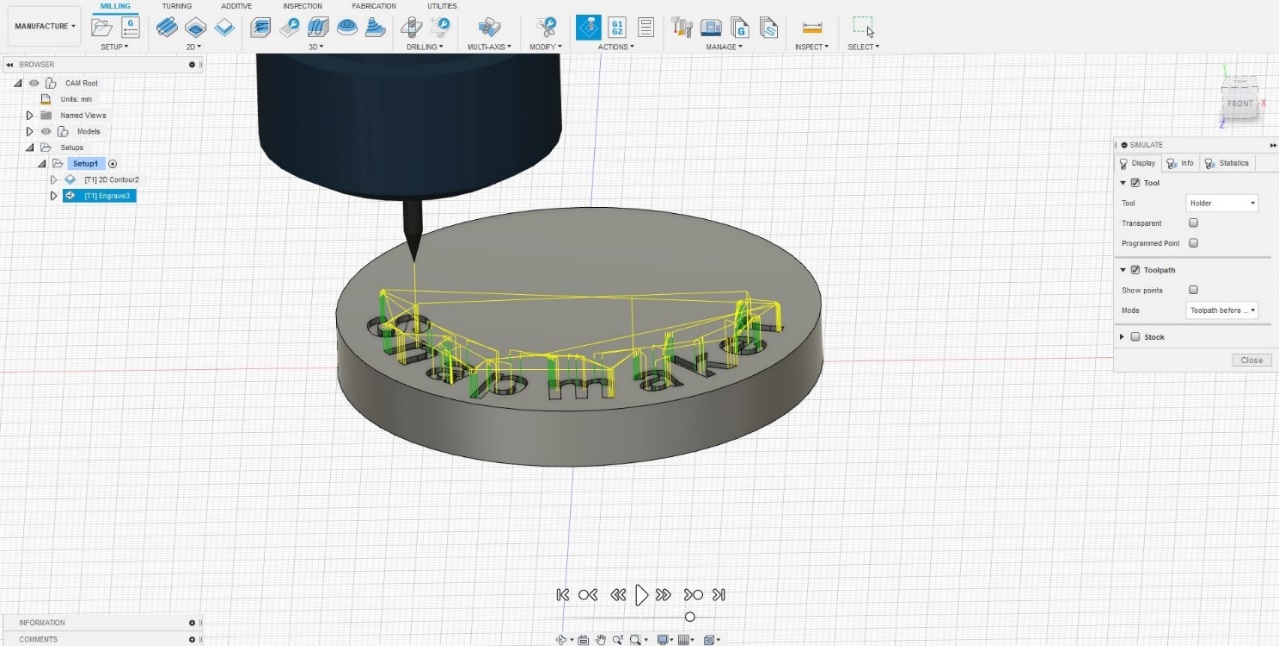
我们已经知道,CNC 加工的工作原理是从固体工件上切削材料,从而将工件加工成想要的几何形状。刀具路径(或 G 代码)指示切削刀具(又称刀头)如何移动,而切削刀具会照此加工工件,切削出成品。
不同的切削刀具适合切削不同的几何形状,正如日常生活中,没有人会用匕首剁排骨。选择适当的切削刀具,对于保证项目效率乃至项目成功至关重要。因此,本文将介绍切削刀具的基本知识,并带你认识一些最常用的雕刻机刀头。
首先,我们需要认识一些用来给切削刀具分类的主要特征。
基本术语
排屑槽 / 齿
齿(又称刃)是指切削刃,排屑槽是指齿间形成的凹槽。在刀头旋转时,齿负责切削掉材料,而排屑槽则帮助从工件上排出碎屑(即削除的材料)。虽然排屑槽和齿不是一回事,但因为两者数量相等,通常可以互换指代。
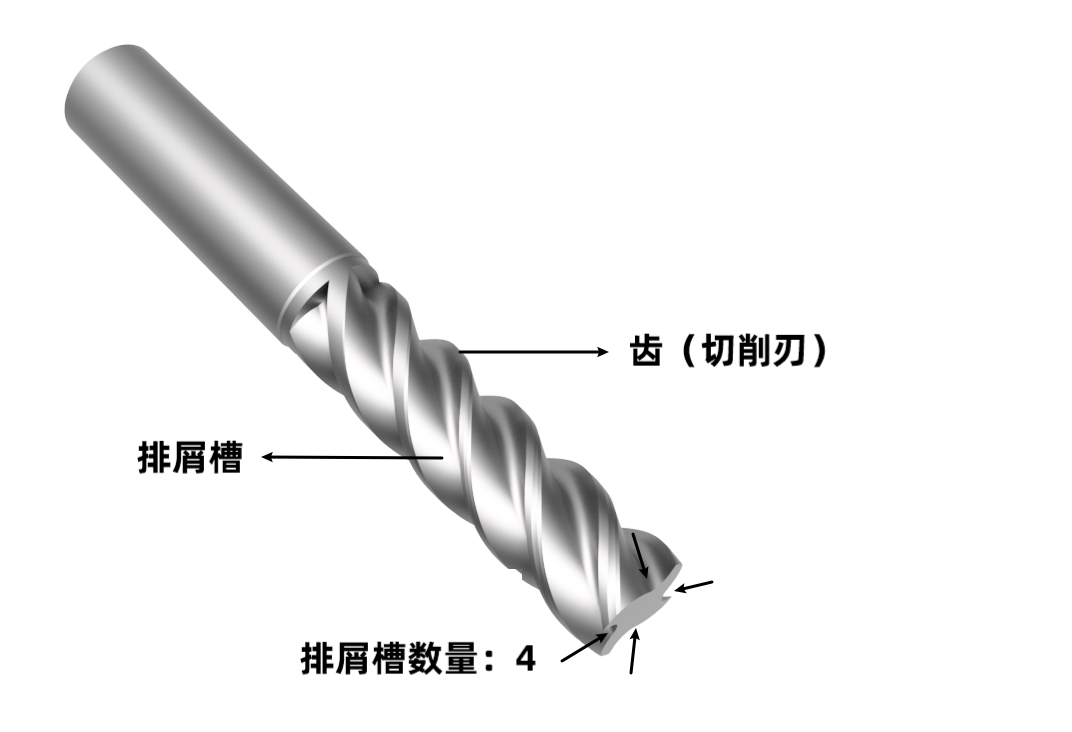
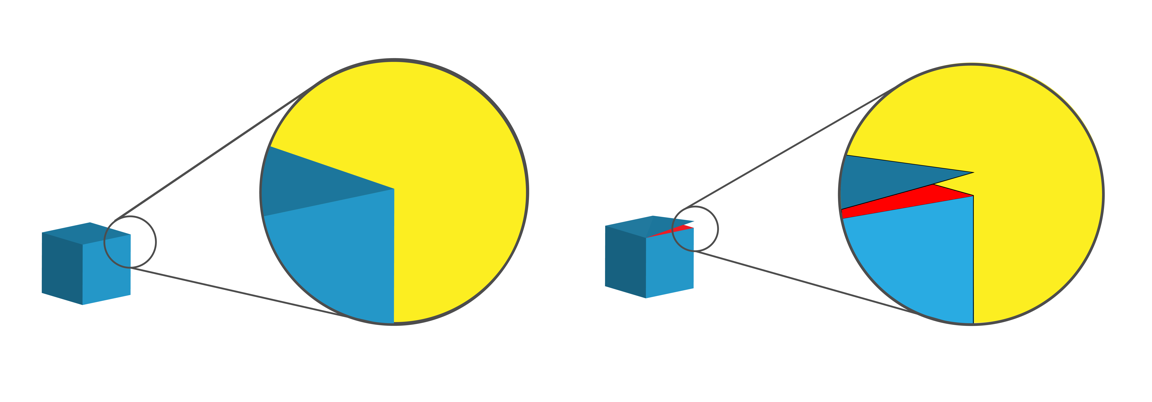
排屑槽数量
雕刻机刀头的排屑槽数量会影响工作速度和成品的表面光洁度。更多的排屑槽可带来两大优势。首先,可以增加刀头强度,允许刀头以更快的速度进入工件,并且能够加工更硬的材料。其次,排屑槽更多的刀头往往能够提供更好的表面光洁度。
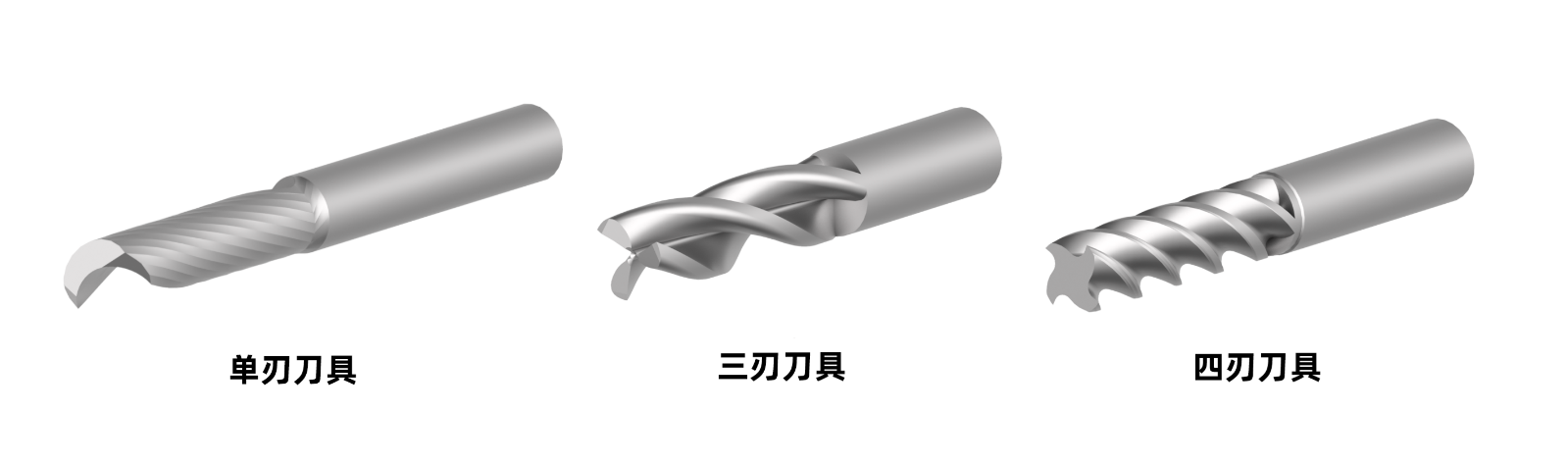
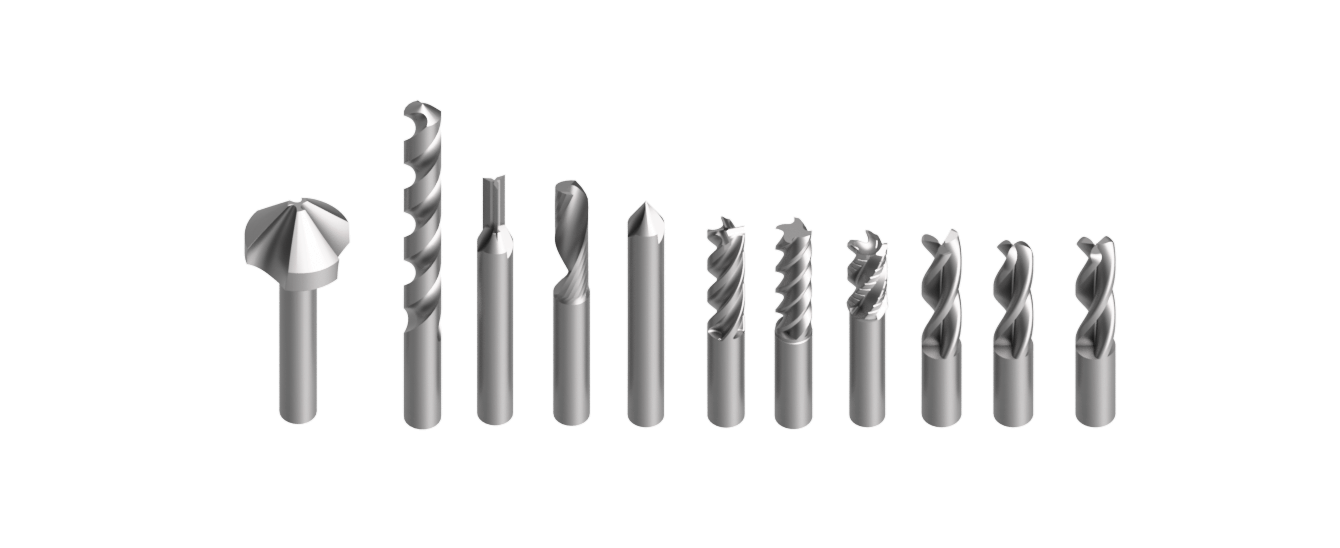
不同刃数的刀具
不过,这并不意味着排屑槽越多越好。为了说明这一点,我们需要介绍一个新概念:切屑间隙。排屑槽是排出碎屑的通道,而切屑间隙是指单个排屑槽所占的空间大小。当排屑槽数量增加时,切屑间隙(即通道)会变小,使碎屑变得更难排出。但是,如果无法及时排出碎屑,切削时产生的热量就会积累起来,最终损毁刀头,甚至导致灼烧。比如,在加工像铝这样的材料时,会产生大片粘性碎屑,这点尤其需要关注。因此,在决定排屑槽数量时,应该尽量找到平衡点。
排屑槽类型
排屑槽有两种常见的类型:直槽和螺旋槽。
- 直槽与刀头的刀柄平行,加工时垂直于刀头旋转方向进入材料表面。直槽刀头与螺旋刀头相比强度更高,可在更高速度下使用。但另一方面,由于这种设计会导致加工时产生较多震颤,因此加工出的工件表面光洁度较低。这种刀头常用于开槽和切削直线轮廓。
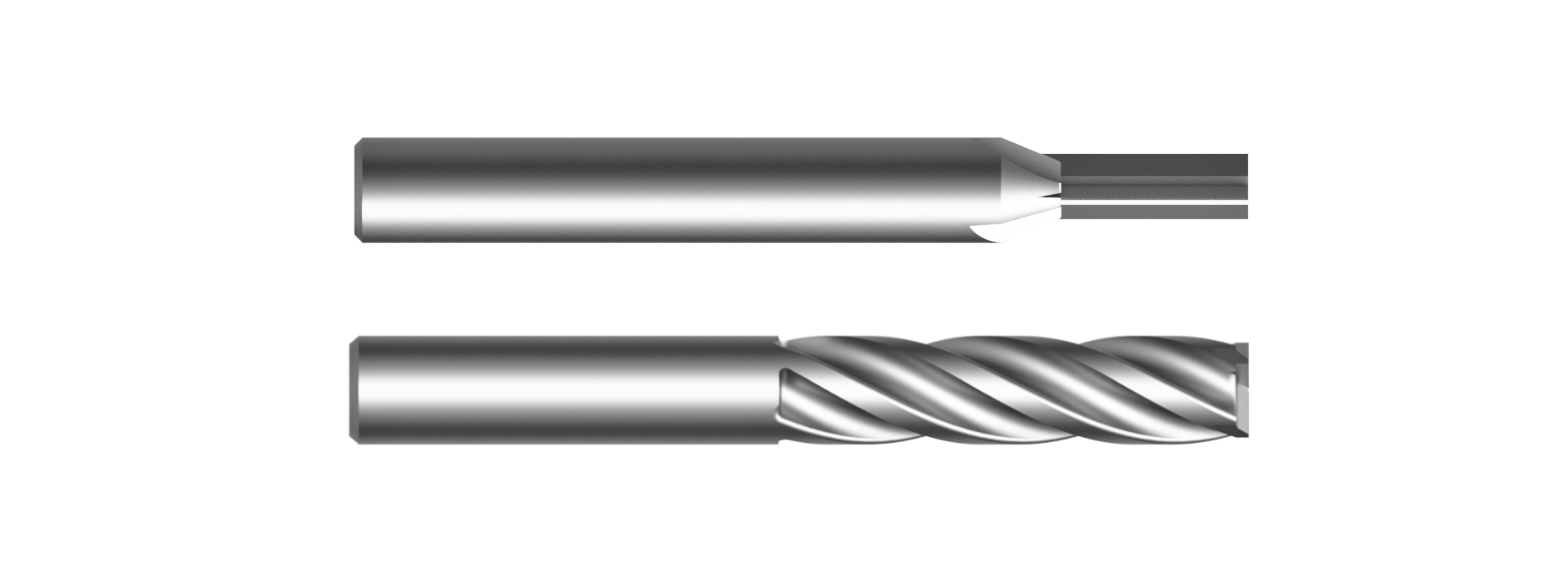
直槽与螺旋槽对比
- 螺旋槽沿着刀头的刀柄螺旋分布,加工时保持持续接触材料表面。这种设计带来的震颤较少,加工出的表面更光洁,因此这类刀头是表面修整的理想之选。但是,螺旋刀头与直槽刀头相比强度较低,无法对材料进行太深的切削,工作速度也不能太高。
几何形状
刀尖形状
雕刻机刀头有各式刀尖,每种刀尖在加工材料时会切削出不同的形状。最常见的一些类型包括平头刀尖、球头刀尖和倒角刀尖。
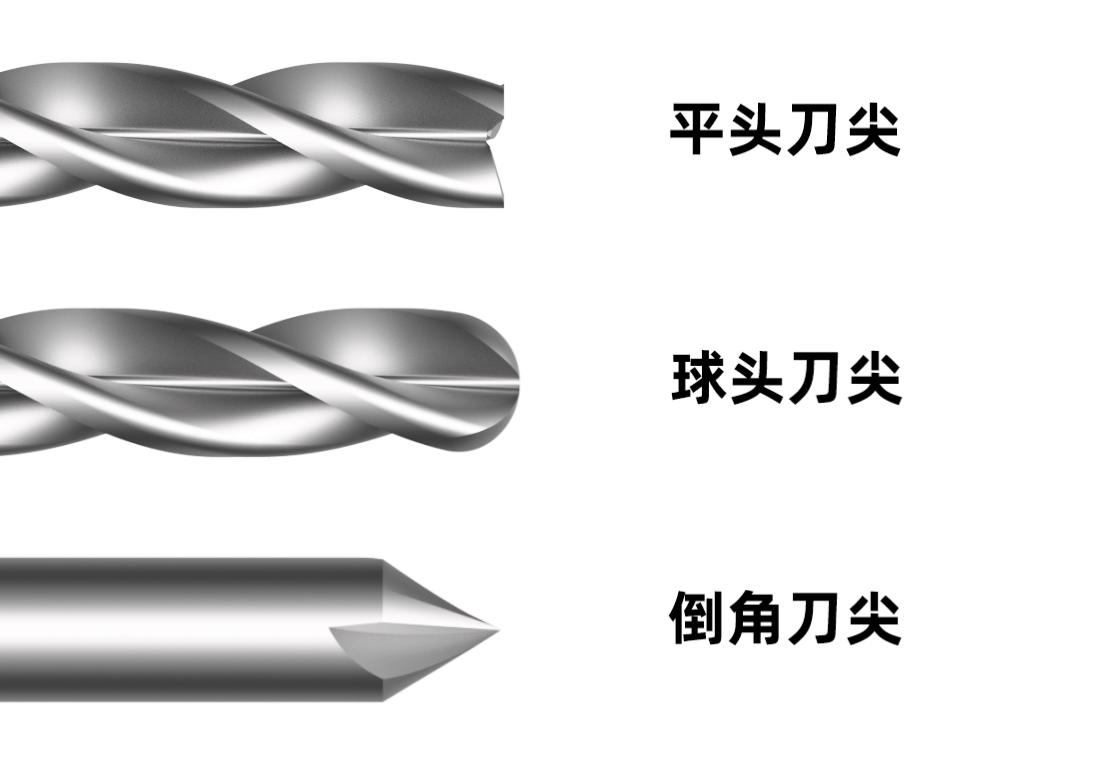
- 平头刀尖的圆周面和端面之间近乎呈直角。
- 球头刀尖正如其名,端部呈球形。
- 倒角刀尖是尖锐的锥形刀尖。因为刀尖看起来像字母“V”,倒角刀又称“V 形刀”。
上切和下切
螺旋槽可进一步分为两类:上切和下切。这两种类型的螺旋槽区分至关重要,因为它们决定了碎屑排出的方向。
上切刀头的螺旋槽顺时针环绕刀身,从正在切削的工件将碎屑排出。上切刀头切削出的工件往往顶部表面粗糙,而底部表面光洁。
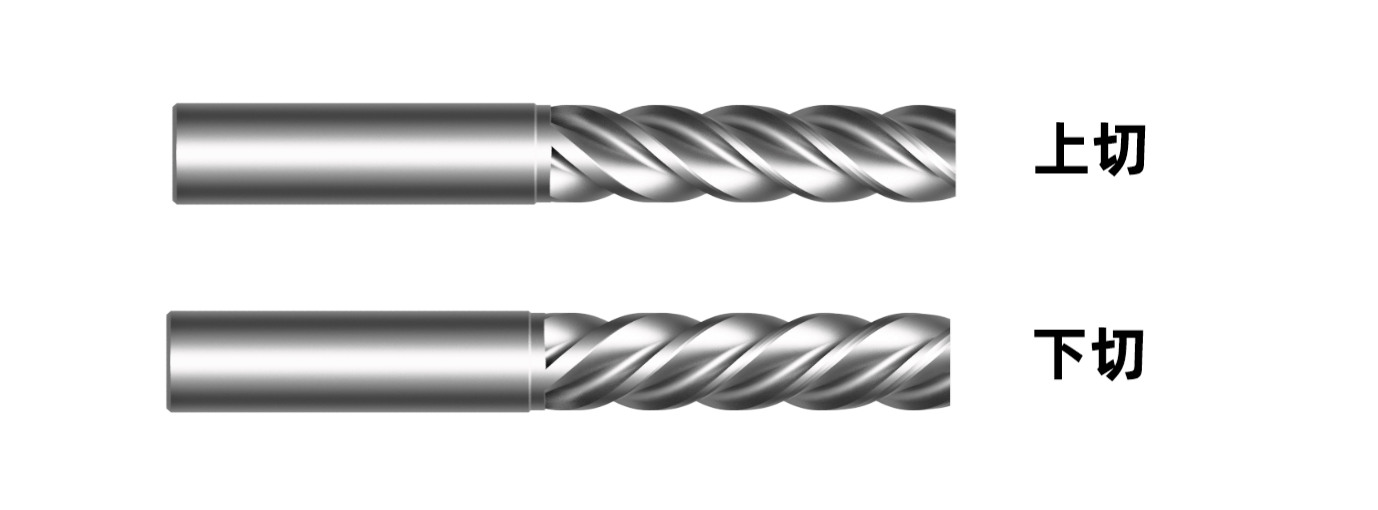
然而,螺旋下切刀头的排屑槽逆时针环绕刀身,在切削时将碎屑下推。因此,下切刀头切削出的工件顶部表面较精细,底部表面则较粗糙。
值得注意的是,除非你是位 CNC 老玩家且有意为之,否则进行垂直下刀操作时应始终选用上切刀头,尤其是对于较厚的材料。这是因为当使用下切刀头垂直下刀时,被下推的碎屑无法排出,在刀头旋转时只能相互碾压,由此造成摩擦,甚至可能导致起火。
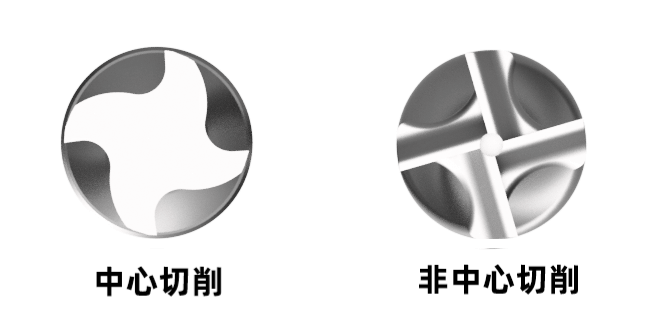
中心切削和非中心切削
雕刻机刀头分为中心切削和非中心切削。中心切削刀头的切削刃一直延伸到刀头中心,而非中心切削刀头的切削刃在刀头中心留下空隙。中心切削刀头可以对材料垂直下刀,而非中心切削刀头则无法做到。
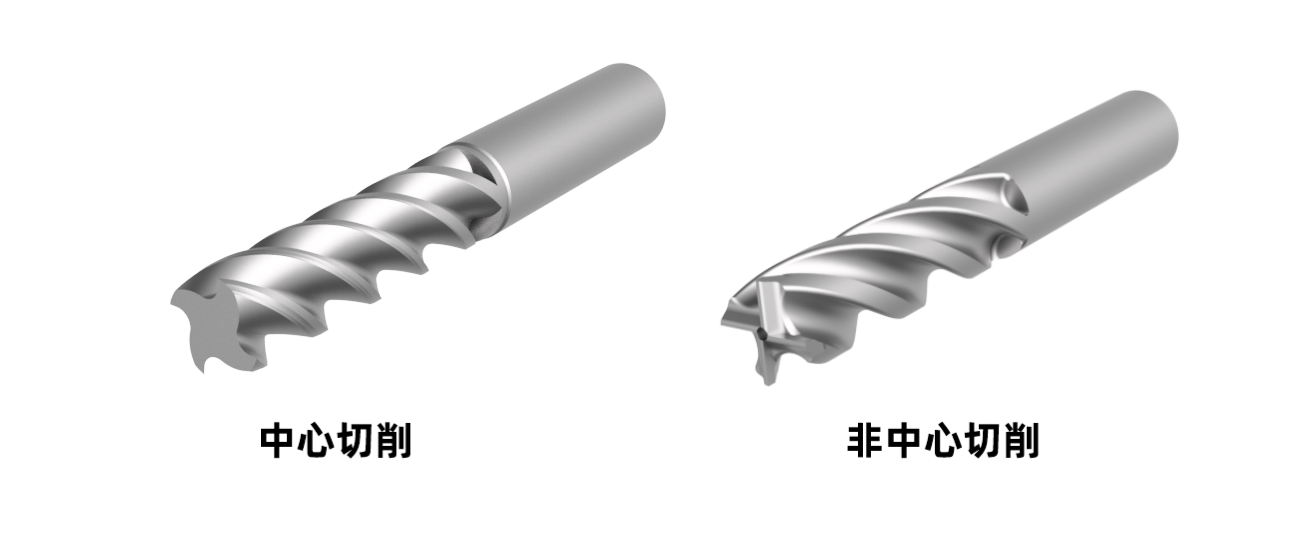
如果使用非中心切削刀头对材料垂直下刀,由于中心处留有空隙,无法切削到对应位置的材料,可能会折断刀头或导致刀头烧毁。使用这种刀头时,你需要先钻一个定位孔或采取斜插下刀。入手非中心切削刀头唯一合理的原因大概就是它们的价格比较便宜。
尺寸
从根本上说,尺寸决定了你能使用给定雕刻机刀头制造出什么样的成品。较大的刀头适合切削大量材料,但难以顾及精细度。较小的刀头能做到更加精细,但在强度和加工效率方面有所不及。
刀具总长
刀具总长是指刀头两端之间的距离。较长的刀头能够更深地切入材料。出于这个原因,你可能会认为更长的刀头肯定更好,因为加工时可以提供更多的选择。遗憾的是,事实并非如此。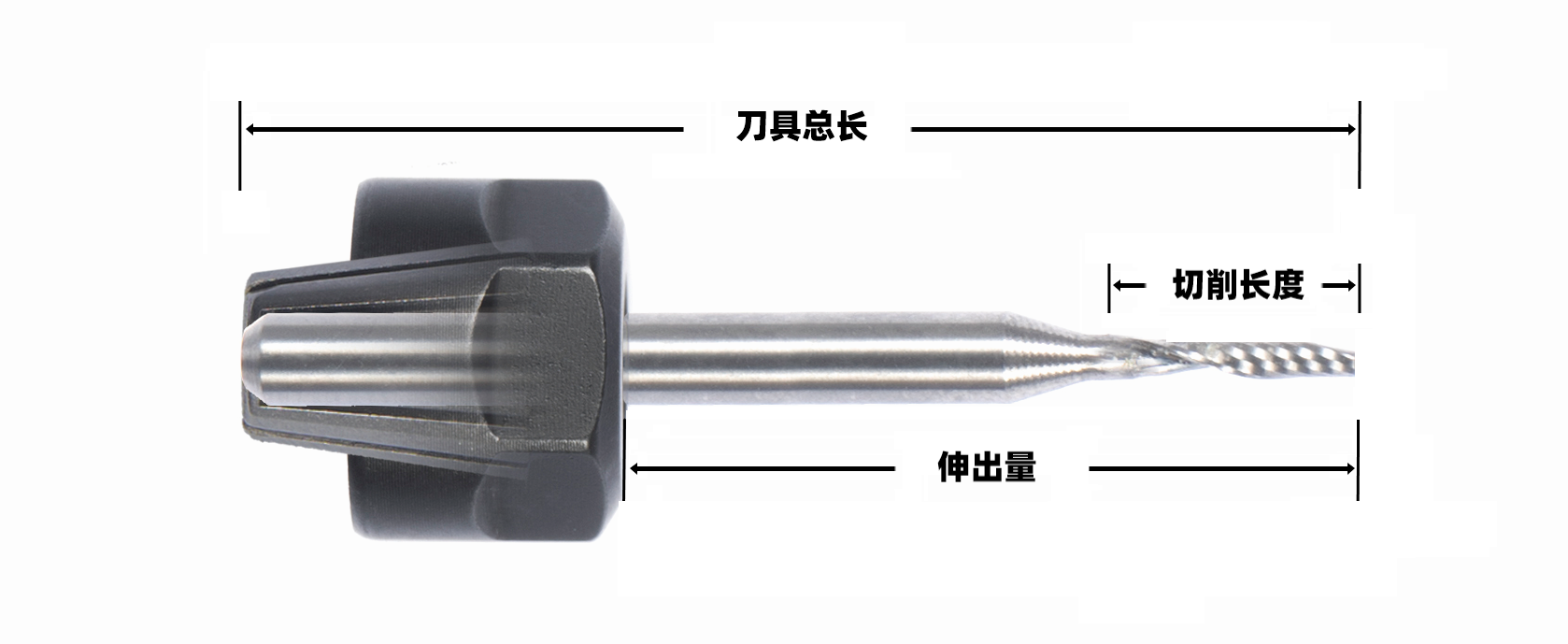
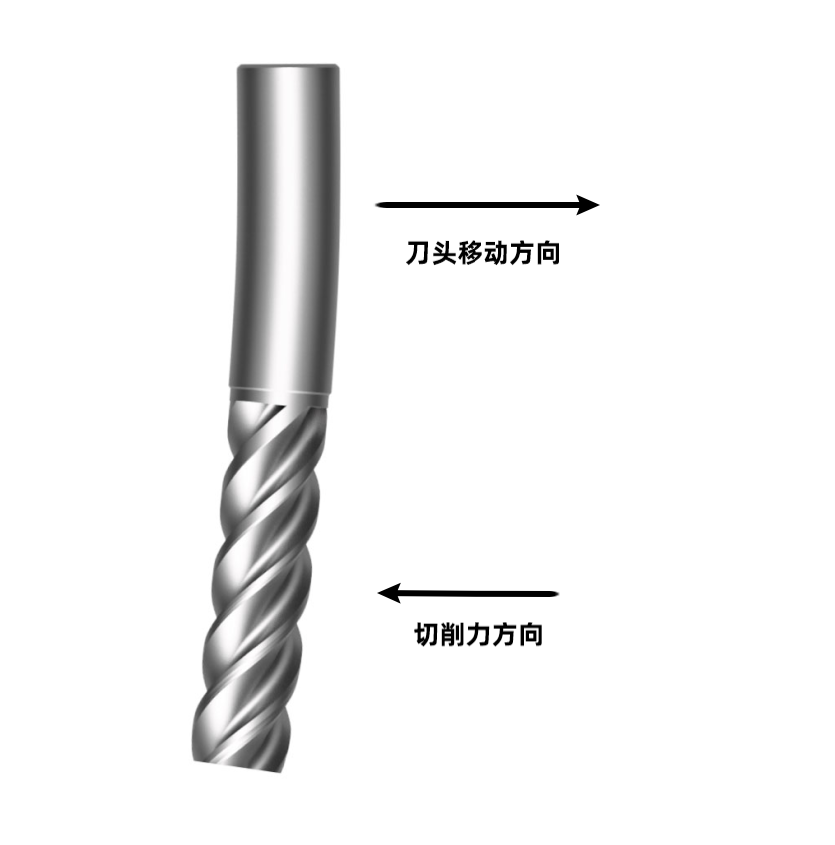
这里,我们要了解一个概念,叫做“伸出量”。伸出量是指从夹头(即刀架)端到刀尖的距离。这部分的刀头在切削时没有外力的支撑。伸出量越长,刀具的刚性越差。如果伸出量过长,刀头就容易被切削力弯曲。
切削长度
正如我们所见,切削刃(或排屑槽)仅覆盖刀头的一部分。刀头的切削长度(又称“排屑槽长度”)决定了能够切入材料的深度。请注意,切削深度绝不能超过刀头的排屑槽长度。否则,碎屑将无法正常排出,积累的热量可能会损毁刀头。
刀柄直径
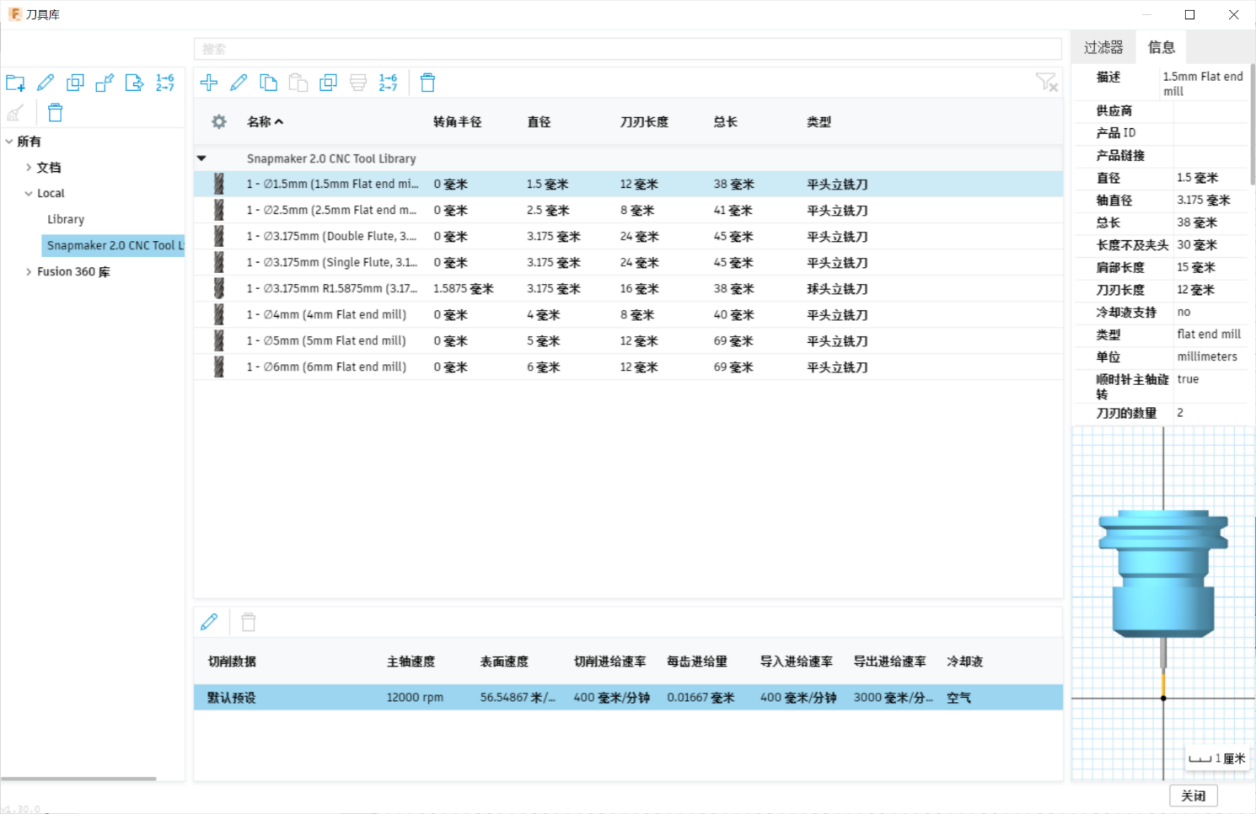
刀柄直径是指刀具非切削端的宽度,是进入夹头的直径。常见的刀柄尺寸包括 3.175 毫米(1/8 英寸)和 6.35 毫米(1/4 英寸)。
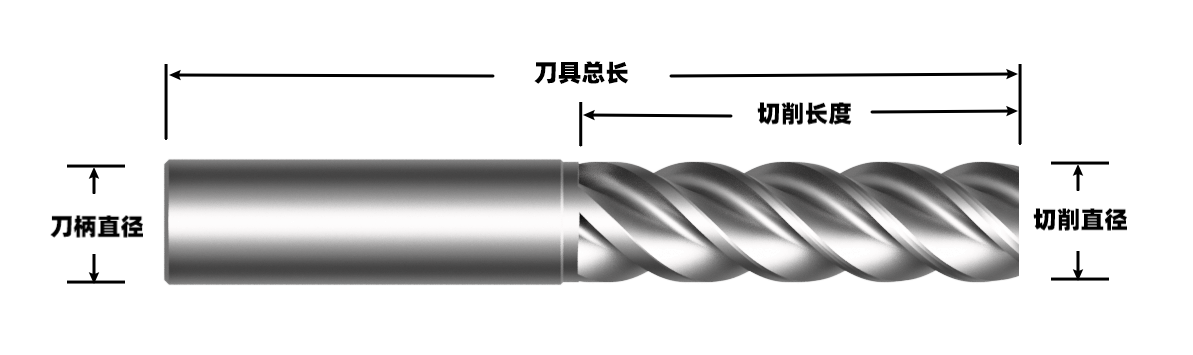
切削直径
切削直径是指雕刻机刀头的切削端直径。在选择作业刀具时,往往需要首要考虑切削直径,因为它决定了切削精度。
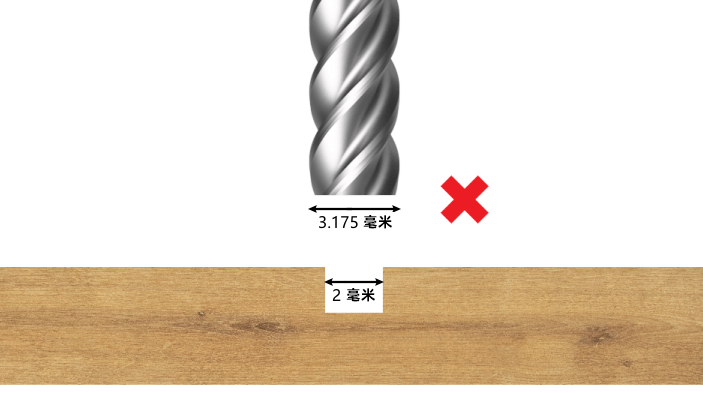
切削时,切削刃会在每个内角留下一个圆形轮廓,其半径相当于切削直径的一半。此外,由于刀头近似于圆柱形(V 形刀除外),因此无法加工出小于切削直径的特征。比方说,用切削直径为 3.175 毫米的刀头,绝不可能开出 2 毫米宽的凹槽。
另一方面,更大的切削直径会使刀头更坚硬,可进行更深的切削。此外,具有较大切削直径的刀头在单位时间内能够削除更多材料,这意味着你可以更快地完成相同的工作。
常见雕刻机刀头
市面上有数以万计的刀具类型和款式可用于 CNC 机床。逐一介绍每种类型和用途对本文而言实属力不能及,此处仅介绍最常用的雕刻机刀头。
在深入介绍之前,我们需要明确铣刀和钻头的区别。铣刀包括立铣刀、面铣刀和 V 形刀,通过切削刃在材料中横向移动进行切削。相反,钻头则垂直进入材料,通常用于钻孔。
立铣刀
立铣刀主要是通过刀头圆周面的切削刃进行切削,但在端面也有切削刃。尽管中心切削立铣刀能够垂直下刀,但此类操作对刀具而言比较吃力,应尽量避免。
平头立铣刀
由于圆周面和端面之间近乎呈直角,平头立铣刀可在底面切削出整齐的方角,并且在顶面加工出平坦表面。平头立铣刀非常适合削除大量材料,广泛用于粗加工、切削凹槽和 2D 轮廓等工作。

平头立铣刀
球头立铣刀
球头立铣刀的圆周面和端面形成圆角。该圆角的半径相当于切削半径(即切削直径的一半)。这类铣刀适合雕刻曲面或细节丰富的 3D 形状(如浮雕)。

球头立铣刀
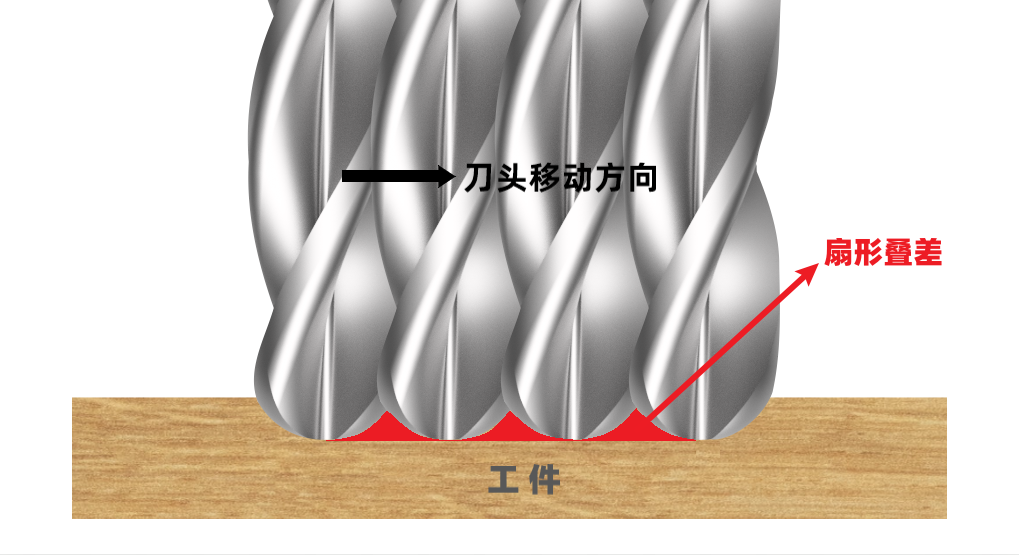
由于刀尖呈球状,所以要加工出完全平坦的表面对这类刀具来说颇具挑战性,因为刀尖移动时会在工件上留下扇形叠差(即残料)。
牛鼻立铣刀
你可以把牛鼻立铣刀看作介于平头立铣刀和球头立铣刀之间的刀具。其圆周面和端面之间的圆角半径小于切削半径。由于这类刀具结合了平底和圆角,因此无需换刀,即可一次性加工出底面平坦且边角处呈圆角的凹槽。

牛鼻立铣刀
粗加工立铣刀
粗加工立铣刀的切削刃上有许多锯齿,可以快速切碎碎屑,非常适合高效削除大量材料。粗加工立铣刀的缺点是切削形成的表面很粗糙,会在工件上留下明显痕迹,这些痕迹形似玉米棒,这类刀头也因而常被称为玉米立铣刀。因此,粗加工立铣刀只适合粗加工。
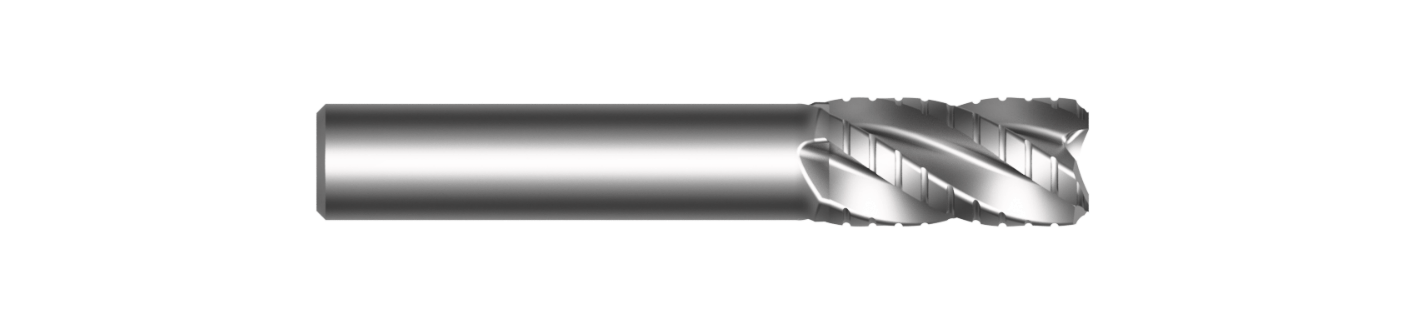
粗加工立铣刀
面铣刀
面铣刀主要是通过刀头端面的切削刃进行切削。它们通常有多个可更换的切削刃,因而能够以更快的速度削除更多材料。这类铣刀需要强大的主轴来推动,最常用于在板形或柱形工件上加工出大面积的光滑平面。
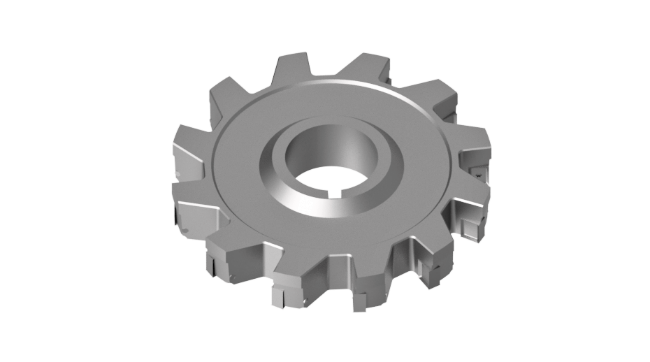
面铣刀
V 形刀
V 形刀又称为倒角铣刀,用于倒角、边缘去毛刺和字母雕刻。这类刀具不适合切削轮廓或雕刻凹槽,因为它们会在工件上留下斜面。
V 形刀尺寸多样,角度大小不一,最常见的是 90 度、60 度和 30 度。角度越小,切削直径往往越小,这意味着切削深度较浅,同时得以保留更多细节。角度越大,切削直径通常越宽,允许更深的切削。
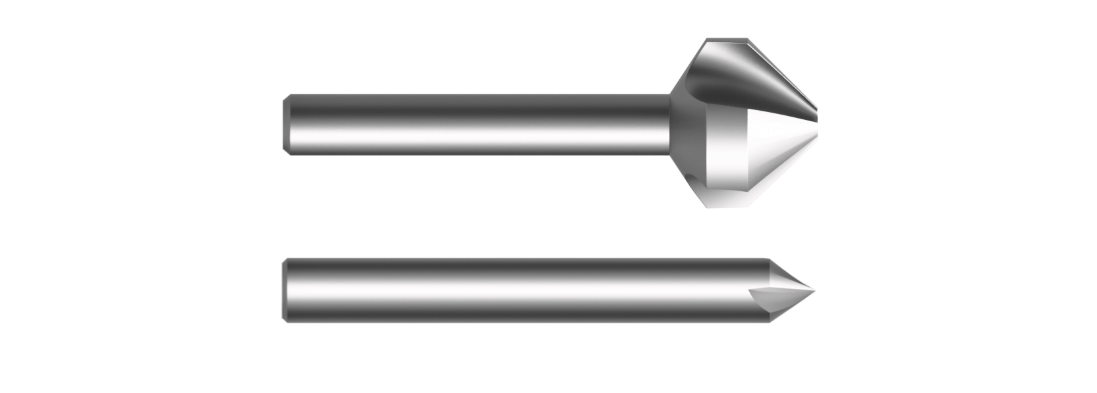
不同尺寸的 V 形刀
钻头
钻头切削时用其刀尖直接垂直钻入材料。与铣刀不同的是,钻头的排屑槽和齿仅负责排出碎屑,而不负责切削。钻头通常用于为螺钉预钻孔。

钻头
小结 & 下期预告
本文介绍了一些最常见的雕刻机刀头,并解释了描述切削刀具会用到的基本术语。这些知识将为我们奠定基础,方便我们日后探讨切削作业的参数设置。我们希望你能从中获益!
下一期,我们将介绍你可能会遇到的一些最常见的模型特征,然后举例说明如何为你的 CNC 项目选择适当的雕刻机刀头。敬请关注!