
CNC Carving
1 Set Up for First Use
Read the product Quick Start Guide (https://snapmaker.com/product/snapmaker-2/downloads) to check the included parts, assemble the machine, and set up the machine for the first use. You can also watch the video tutorials on our website (https://support.snapmaker.com/hc/en-us/categories/360001781913-Snapmaker-2-0) to learn how to use the machine.
2 CNC Carving Workflow
Prepare File
⬇
Generate G-code
⬇
Transfer G-code File to Machine
⬇
Fix Material to Platform
⬇
Attach CNC Bit
⬇
Set Work Origin and Run Boundary
⬇
Start Carving
3 Prepare Files
Design: You can design a 3D model using modeling software such as Fusion 360 and AutoCAD. You can also design a 2D image for cutting only.
Take a Photo: You get a 2D image of scenes or objects in real life by taking a photo with your smartphone. It can be used for relief.
Download: You can find free CAD files from the website like grabcad.com/library.

4 Generate G-code
4.1 Generate G-code Using Fusion 360
For more instructions on how to generate G-code using Fusion 360, refer to CNC Cutting with Files Exported from Fusion 360.
4.2 Generate G-code Using Snapmaker Luban
4.2.1 Generating G-code Workflow
The Workflow of G-code Generating is:
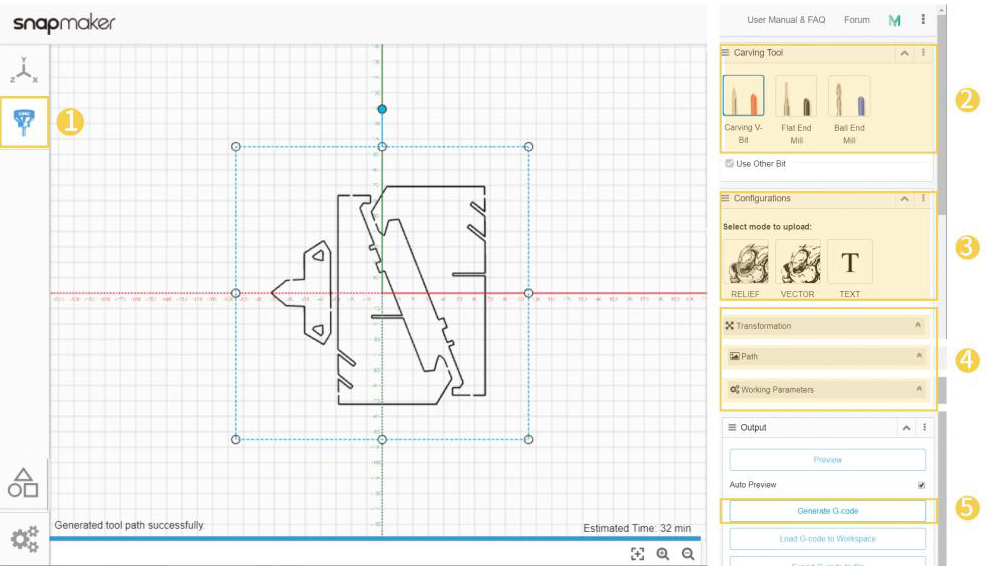
Select the CNC G-code Generator![]() -> Select the CNC bit -> Select the mode to upload model file (Or enter text) -> Set up parameters -> Click Generate G-code.
-> Select the CNC bit -> Select the mode to upload model file (Or enter text) -> Set up parameters -> Click Generate G-code.
Note 1: You can generate several model files into a single G-code to do carving all at once.
Note 2: Left click the image to modify the parameters, and right click it to pop up the operation menu.
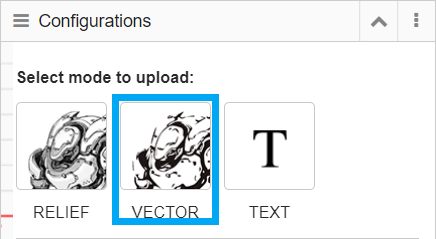
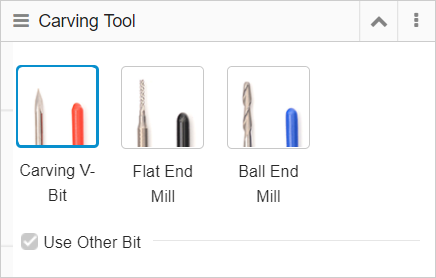
Note 3: Three modes are available in the software, including:
Relief: You need to upload greyscale images, and the layering effect is based on the different shades of color on your original images. You can use Carving V-Bit in Relief mode.
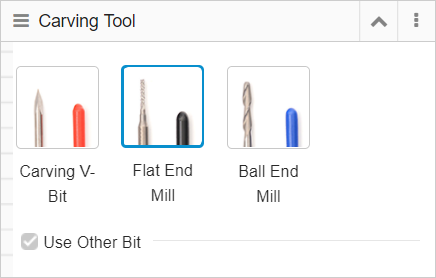
Vector: This effect is used for carving vector graphics, which is applicable to pocket milling and 2D profile cutting. You can use Flat End Mill in Vector mode.
Text: You can select the font and enter the text as you need. You can also upload your own fonts. You can use Carving V-Bit, Flat End Mill, and Ball End Mill in Text mode.
Note 4: Auto Preview is enabled by default, which shows the dynamic preview after you modify the parameters. When Auto Preview is disabled, you need to click Preview to check the current status.
4.2.2 How to Generate G-code in Vector Mode
This section explains the steps of generating G-code in Vector mode and the meaning of each parameter.
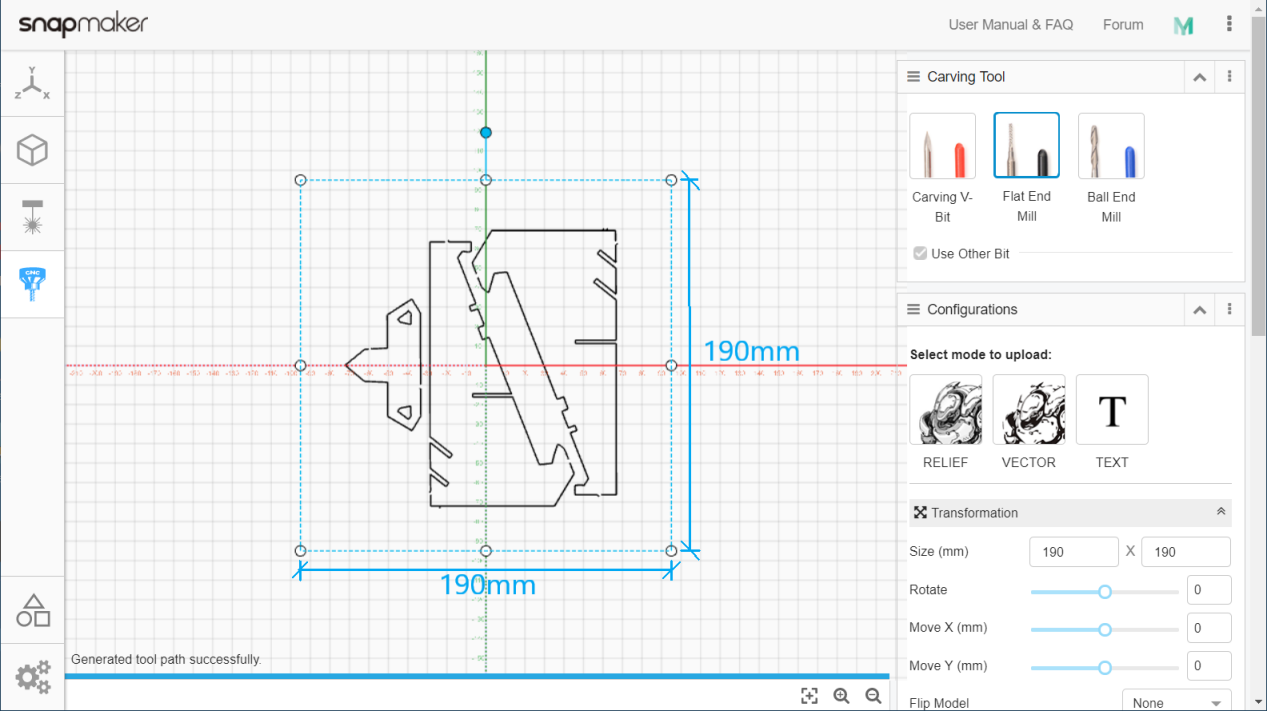
1. This is an example of acrylic cutting with an SVG image. The proper CNC bit is 1.5mm Flat End Mill.
2. Select Vector mode to upload an SVG file.
3. Adjust the image Size as needed. The size of the acrylic board used here is 190 x 190mm. When you set the size at 190 x 190mm in the software, the image size to the input size ratio is shown as follow.
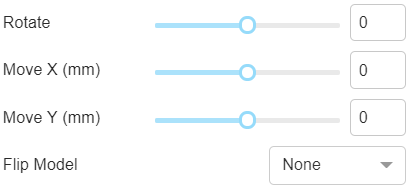
4. You can rotate, move or flip the image as needed.
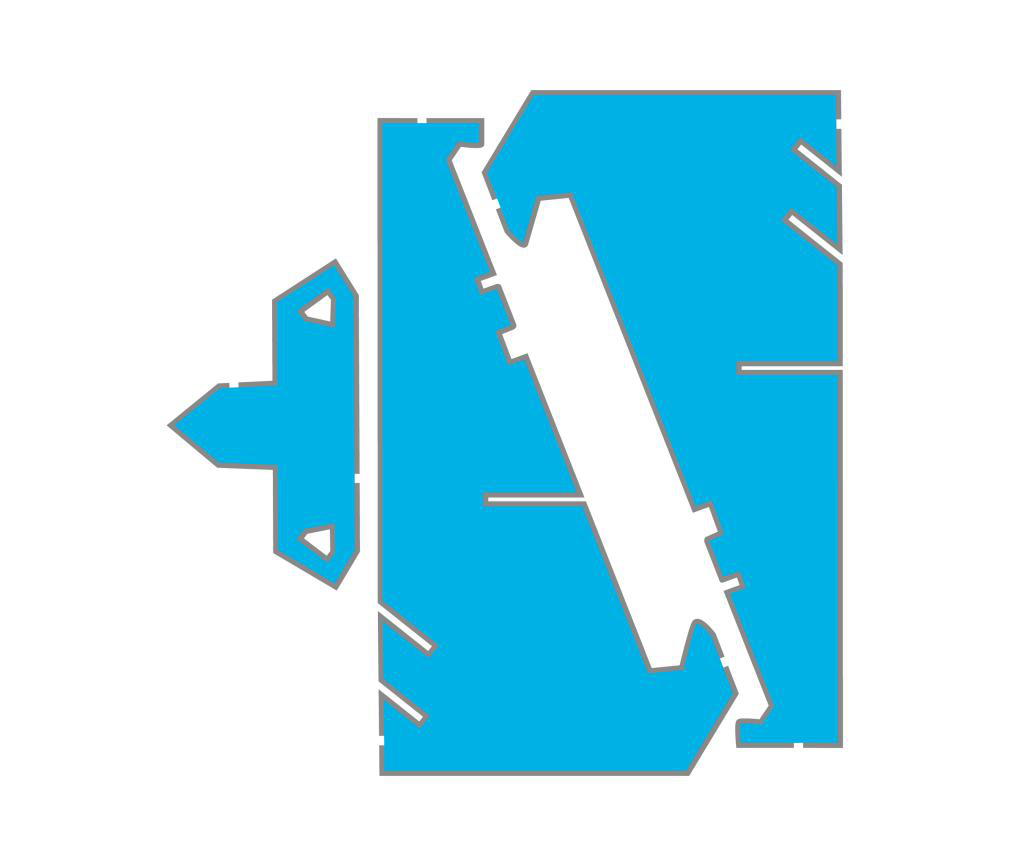
5. Select the Carve Path. 3 types of carve path are available: On the Path, Outline and Fill. We choose On the Path in this case.
On the Path: The CNC bit carves along the shape of the image. The carve path is marked in blue lines.

Outline: The CNC bit carves along the contour of the image. The carve path is marked in blue lines.
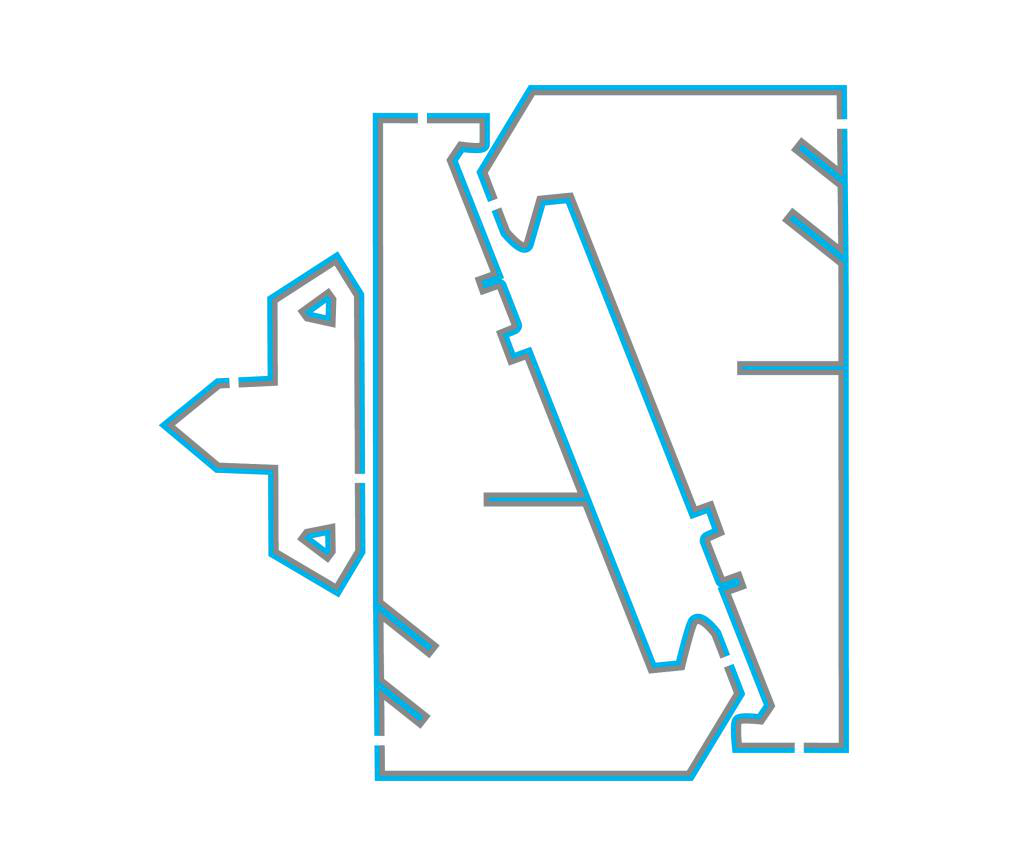
Fill: The CNC bit carves away the inner of the image. The carve path is marked in blue.
6. Set the Target Depth. To carve through the material, the target depth should be slightly larger than the thickness of the material. As the acrylic board used in this case is 3mm thick, the target depth can be set at 3.2mm, for example.

7. Set the Step Down. Each type of material has an appropriate depth of every carving step, exceeding the depth range may lead to breaking of the CNC bit or other risks. For acrylic cutting, the recommended step down is 0.4mm (Since the target depth is 3.2mm, it takes 8 steps to carve through the material).

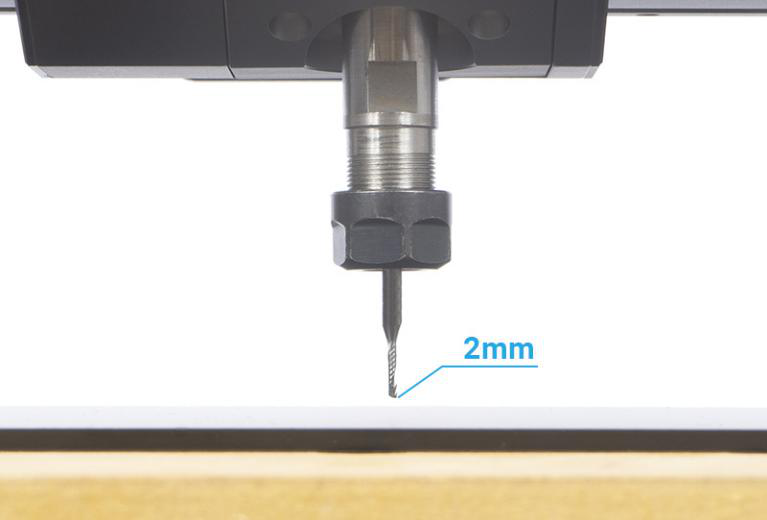
8. Set the Jog Height. Before the machine switches among the carving routes, the CNC bit will be lifted to a certain height, which is called jog height. In this case, we set it at 2mm.

9. Set the Stop Height. It means the distance between the CNC bit and the material when the machine completes carving. In this case, we set it at 10mm.

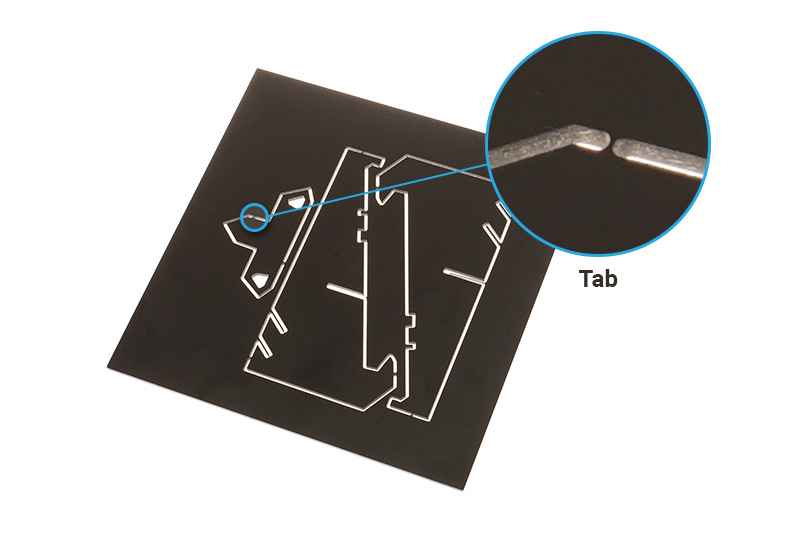
10. Set the Tabs if necessary. Tabs refer to the connecting structure among the material and the carved objects, which help with fixing the independent parts of the carving and improving the success rate. You need to set the Tab height, Tab Space and Tab Width.

Tab height: Now that the material is 3mm thick, when the tab height is set at -0.5mm, the height of the connecting structure is 2.5mm.
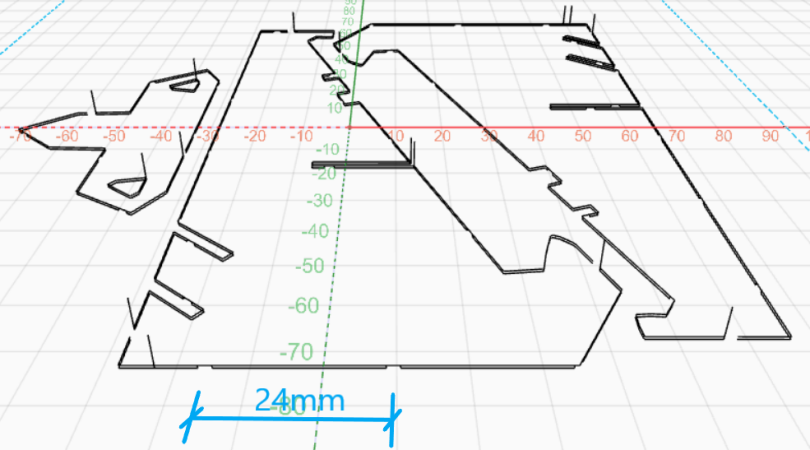
Tab Space: The distance between any 2 tabs. In this case, the tab space is 24mm.
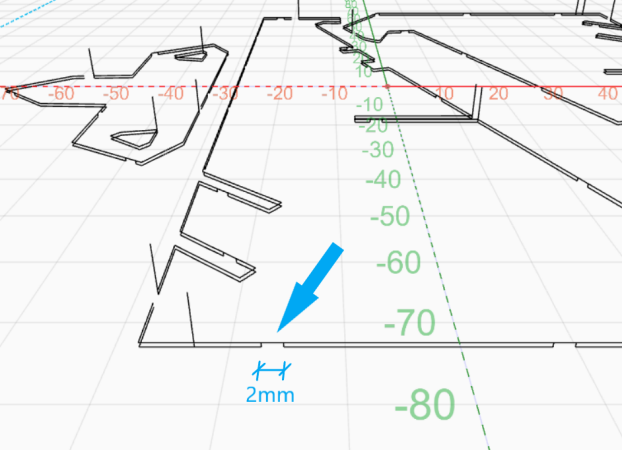
Tab Width: The width in this case is set at 2mm, as shown in the figure below.
11. Set the Print Order. When carving multiple images with a single G-code file, this parameter determines the order of carving. When the orders are the same, the image uploaded first will be carved first.

12. Set the Jog Speed. It determines how fast the CNC bit moves at the jog height when switching to another carving route. The jog speed for this case is 3000mm/min.

13. Set the Work Speed, i.e. the carving speed. For this case, the speed is 400mm/min.

14. Set the Plunge Speed. It refers to the lifting / sinking speed of the CNC bit, which is set at 400mm/min in this case.

4.2.3 How to Generate G-code in Relief Mode
This section explains the steps of generating G-code in Relief mode and the meaning of each parameter.
1. This is an example of wood carving in which a relief will be made. The proper CNC bit is Carving V-Bit.
2. Select Relief mode to upload an image.

3. Adjust the image Size as needed. The size of the wooded board used here is 40 x 60mm. When you set the size at 40 x 60mm in the software, the image size to the input size ratio is shown as follow.
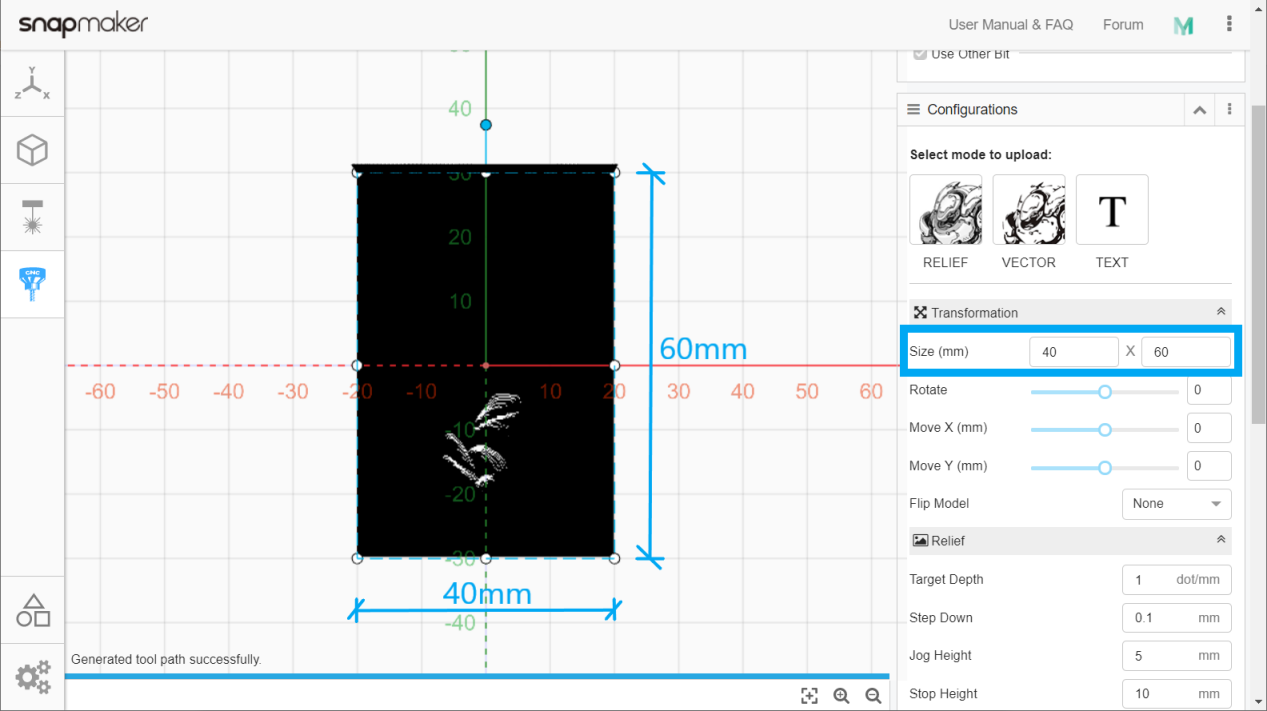
4. You can rotate, move or flip the image as needed.
5. Set the Target Depth. The target depth we set in this case is 3mm (P.S. The board is 20mm thick).

6. Set the Step Down. Each type of material has an appropriate depth of every carving step, exceeding the depth range may lead to breaking of the CNC bit or other risks. The step down here is 0.1mm.

7. Set the Jog Height. Before the machine switches among the carving routes, the CNC bit will be lifted to a certain height, which is called jog height. In this case, we set it at 3mm.

8. Set the Stop Height. It means the distance between the CNC bit and the material when the machine completes carving. In this case, we set it at 10mm.

9. Set the Density. Higher density means more carving times. We set it at 6 dot/mm here. Following is a comparison between the actual effects of 2 dot/mm and 8 dot/mm densities.
Note: The density can be set up to 10 dot/mm. To achieve the optimal carving effect, the software may recalculate the density when generating G-code.
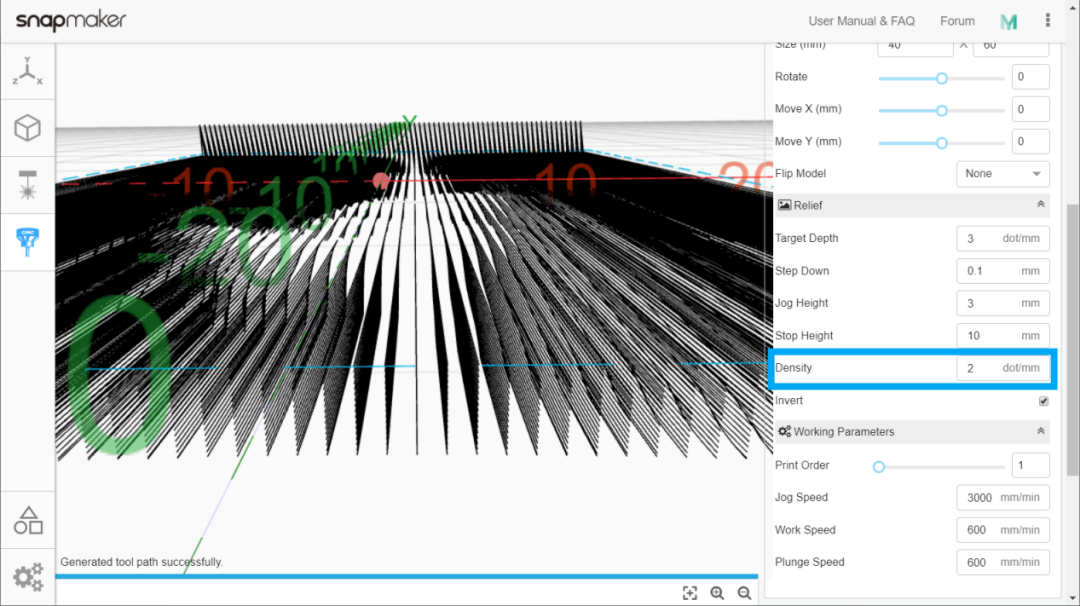
Density: 2 dot/mm
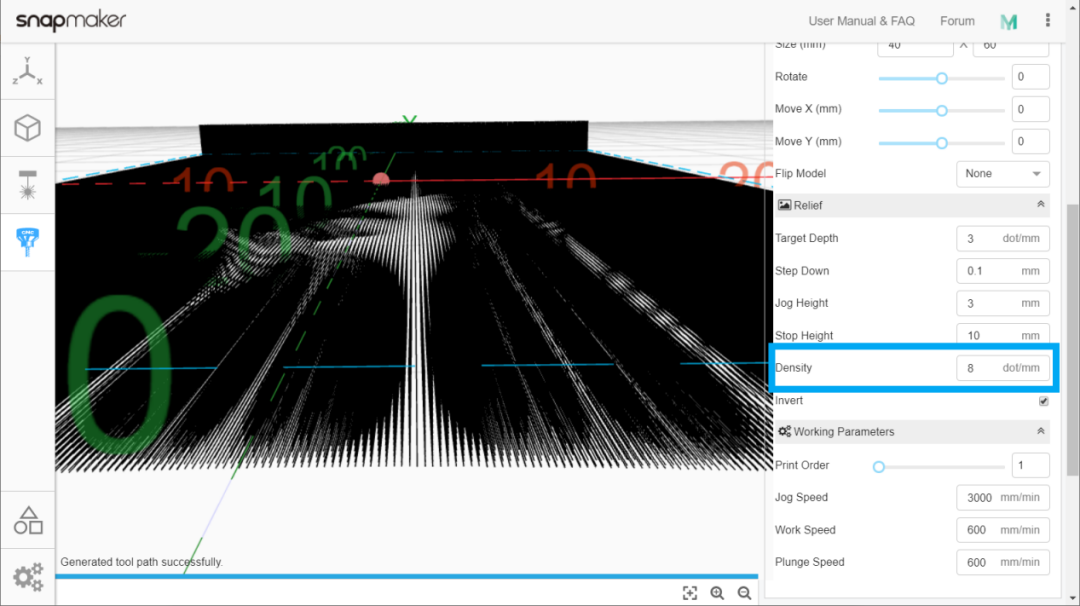
Density: 8 dot/mm
10. Invert. You can invert the shades of color on the image, which means the primary light-colored parts will be dark-colored. The darker the color is, the more it will be carved.

11. Set the Print Order. When carving multiple images with a single G-code file, this parameter determines the order of carving. When the orders are the same, the image uploaded first will be carved first.

12. Set the Jog Speed. It determines how fast the CNC bit moves at the jog height when switching to another carving route. The jog speed for this case is 3000mm/min.

13. Set the Work Speed, i.e. the carving speed. For this case, the speed is 600mm/min.

14. Set the Plunge Speed. It refers to the lifting / sinking speed of the CNC bit, which is set at 400mm/min in this case.

5 Transfer G-code File to Machine
5.1 Online Carving
5.1.1 Transfer G-code File via Wi-Fi
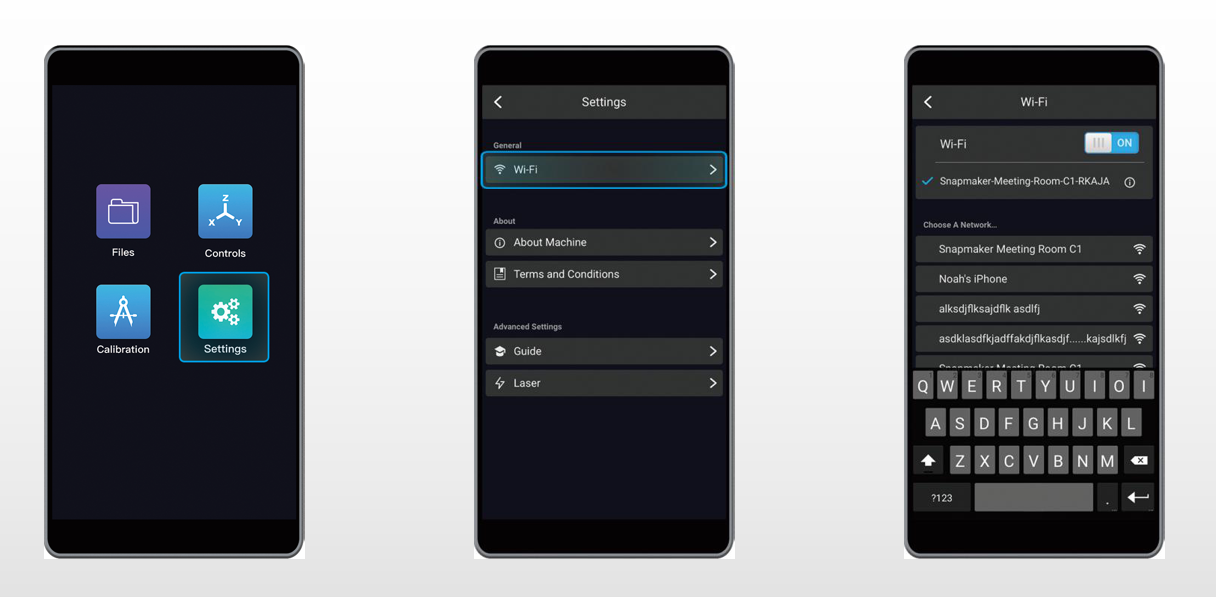
1. If the machine is not yet connected to Wi-Fi, please select Settings in the main menu, tap Wi-Fi and connect to your network.

2. Before you connect your computer to the machine, make sure both the computer and the machine have connected to the same Wi-Fi. Open Snapmaker Luban and go to Workspace![]() -> Connection -> Select Wi-Fi -> Click
-> Connection -> Select Wi-Fi -> Click -> Select your device -> Click Open -> Tap Yes on the touchscreen.
-> Select your device -> Click Open -> Tap Yes on the touchscreen.
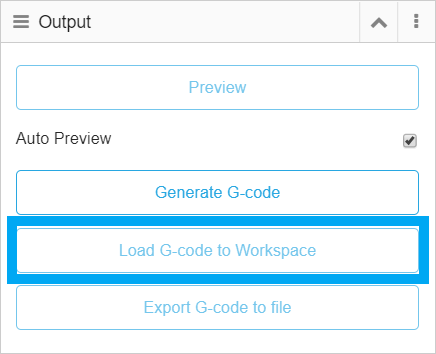
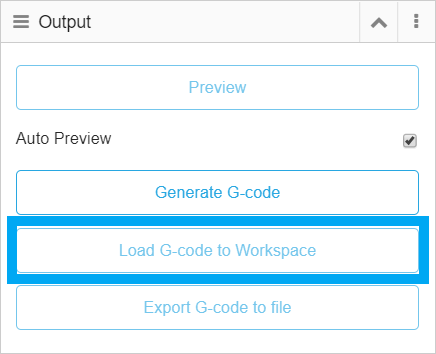
3. Go to CNC G-code Generator![]() and select Load G-code to Workspace to load the generated G-code to Workspace.
and select Load G-code to Workspace to load the generated G-code to Workspace.
4. Regarding to fixing material, attaching CNC bit and setting work origin, please refer to 6 Fix Material, 7 Attach CNC Bit and 8 Set Work Origin and Start Carving.
Note: Unlike setting work origin on touchscreen, you will need to set work origin in the software.
5. When everything is ready, click![]() to start carving.
to start carving.
Note 1: The computer must be connected to the machine via Wi-Fi throughout the process.
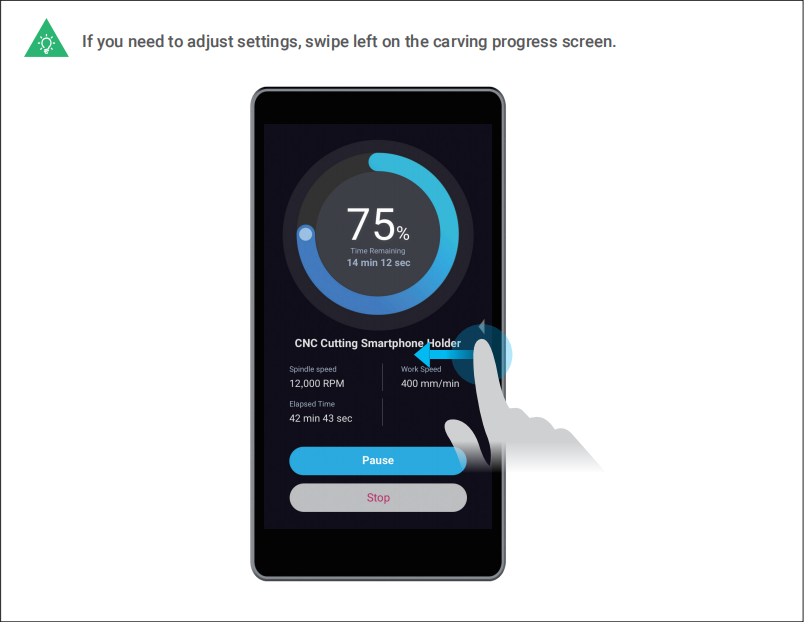
Note 2: You can change the settings for Work Speed during the carving process.
5.1.2 Transfer G-code File via USB Cable
1. Connect the machine and the computer with the provided USB cable.

2. Open the Snapmaker Luban and enter the Workspace![]() -> Connection -> Select Serial Port -> Click
-> Connection -> Select Serial Port -> Click -> Select the port -> Click Open.
-> Select the port -> Click Open.
Note: If you can’t find the usable port, moreover your computer is equipped with the latest version of Mac OS Catalina, please download and install the driver at https://snapmaker.com/product/snapmaker-2/downloads.
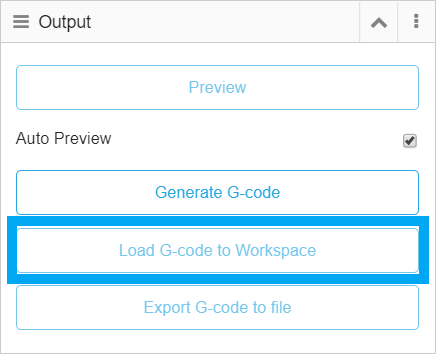
3. Enter the CNC G-code Generator![]() and click Load G-code to Workspace to send the generated G-code to the Workspace.
and click Load G-code to Workspace to send the generated G-code to the Workspace.
4. Regarding to fixing material, attaching CNC bit and setting work origin, please refer to 6 Fix Material, 7 Attach CNC Bit and 8 Set Work Origin and Start Carving.
Note: Unlike setting work origin on touchscreen, you will need to set work origin in the software.
5. When everything is ready, click![]() to start carving.
to start carving.
Note: The computer must be connected to the machine throughout the process.
5.2 Offline Carving
5.2.1 Transfer G-code File via Wi-Fi
1. If the machine is not connected to Wi-Fi network, please tap Settings at the main interface, enter the Wi-Fi page and link it to your Wi-Fi.
2. Before you connect your computer to the machine, make sure both the computer and the machine have connected to the same Wi-Fi. Open the Snapmaker Luban and enter the Workspace -> Connection -> Select Wi-Fi -> Click
-> Connection -> Select Wi-Fi -> Click -> Select your machine -> Click Open -> Tap Yes on the touchscreen.
-> Select your machine -> Click Open -> Tap Yes on the touchscreen.
3. Enter the CNC G-code Generator and click Load G-code to Workspace to send the generated G-code to the Workspace.
and click Load G-code to Workspace to send the generated G-code to the Workspace.
4. Click Send via Wi-Fi in the Workspace .
.
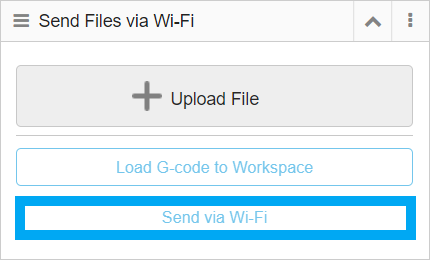
5. When the G-code file is received, tap Yes on the touchscreen to enter the preview page.
Note: File sent by Wi-Fi can be found on the touchscreen: Files > Local.
6. Regarding to fixing material, attaching CNC bit and setting work origin, please refer to 6 Fix Material, 7 Attach CNC Bit and 8 Set Work Origin and Start Carving.
5.2.2 Transfer G-code File via USB Disk
1. Enter the CNC G-code Generator and click Export G-code to file to save the generated file to your USB disk.
and click Export G-code to file to save the generated file to your USB disk.
Note: G-code file should be saved with a “.cnc” suffix.

2. Insert the USB disk into the controller.

3. Tap Files -> USB on the touchscreen interface, open the saved G-code file and enter preview page.

4. Regarding to fixing material, attaching CNC bit and setting work origin, please refer to 6 Fix Material, 7 Attach CNC Bit and 8 Set Work Origin and Start Carving.
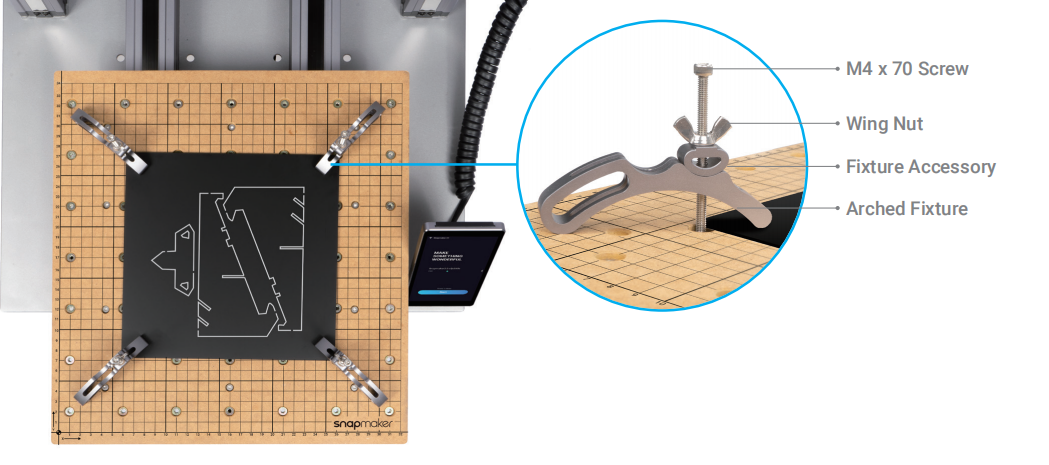
6 Fix Material
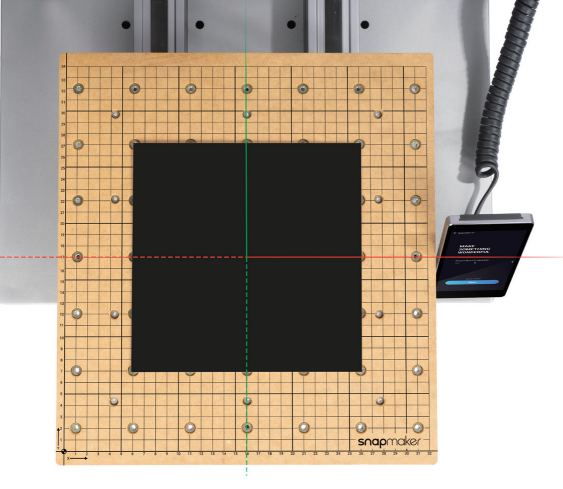
1. Place the material on the center of the CNC carving platform.
2. Attach the clamp set to the CNC carving platform, then fix the material by screwing the wing nuts.
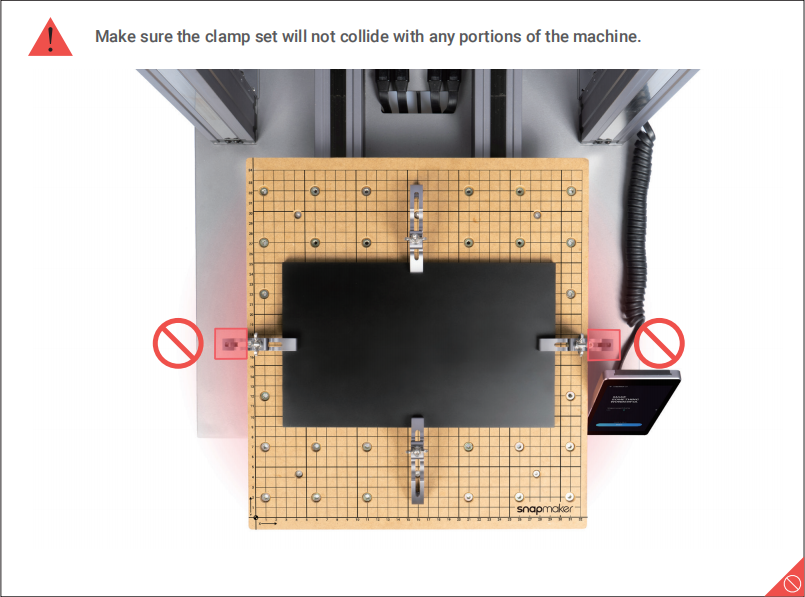
Note: Make sure the clamp set does not impede the movement of the CNC bit.
7 Attach CNC Bit
7.1 How It Works: CNC Bit Usage
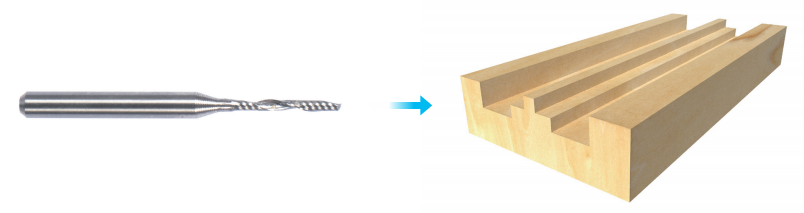
Flat End Mill is typically used for slotting or cutting materials into flat surface.
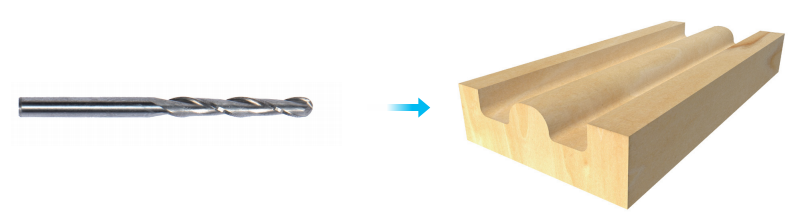
Ball End Mill is typically used for carving materials into a curved surface.
 7.2 How to Attach the CNC Bit
7.2 How to Attach the CNC Bit
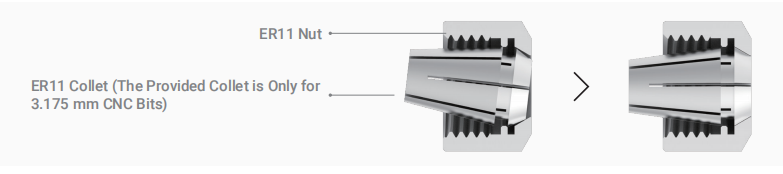
1. Obliquely insert the ER11 collet into the ER11 nut until it clicks into place.
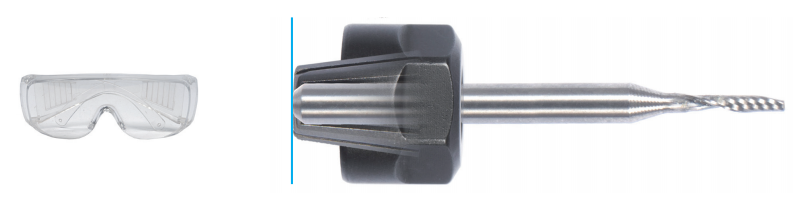
2. Make sure you have worn the CNC Safety Goggles. Insert the CNC bit into the ER11 collet. Make sure the end of the CNC bit is parallel with the edge of the ER11 collet.

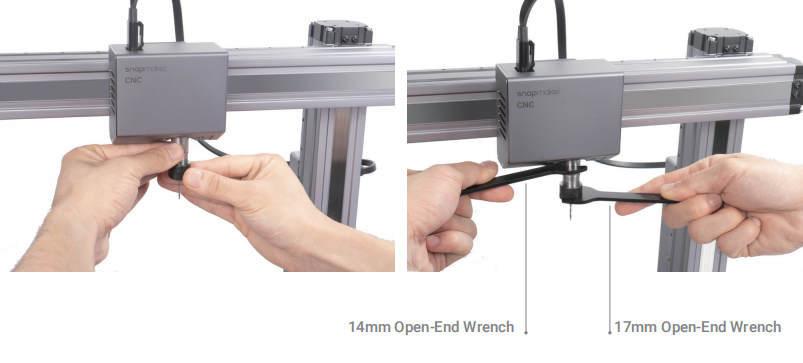
3. Screw the entire unit onto the shank as tight as possible, then completely tighten the ER11 nut using the open-end wrenches.
8 Set Work Origin and Start Carving
How It Works: Work Origin
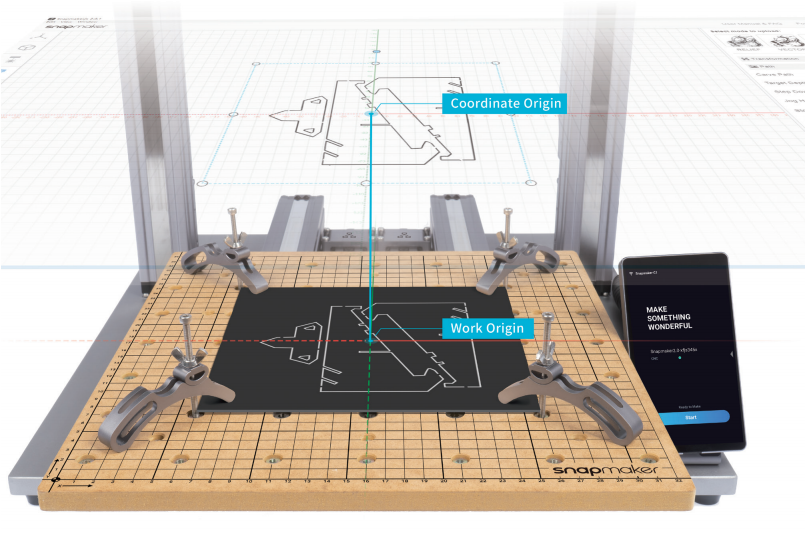
Find out where the carving will be by setting the work origin. The work origin corresponds to the (0, 0) coordinate origin in the software.
How to Set the Work Origin
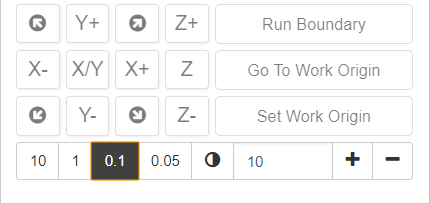
1. After receiving the G-code file, tap Yes and Next on the touchscreen to enter the screen of setting the work origin.

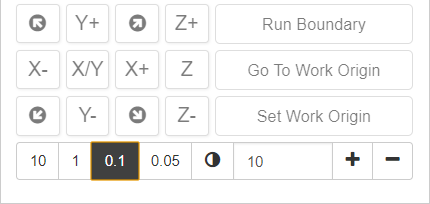
2. Tap X- / X+ / Y- / Y+ / Z- / Z+ to move the CNC bit to where the work origin will be (In this case, we set the center of the image as the coordinate origin in the software). Now the CNC bit should be about 5 mm away from the material.

3. Place the calibration card or a piece of A4 paper between the CNC bit and the material. Keep adjusting the height of the CNC bit using Z- / Z+ buttons until there is slight resistance when you pull out the calibration card, and it should be wrinkled when you push it forward. Tap Set Work Origin.

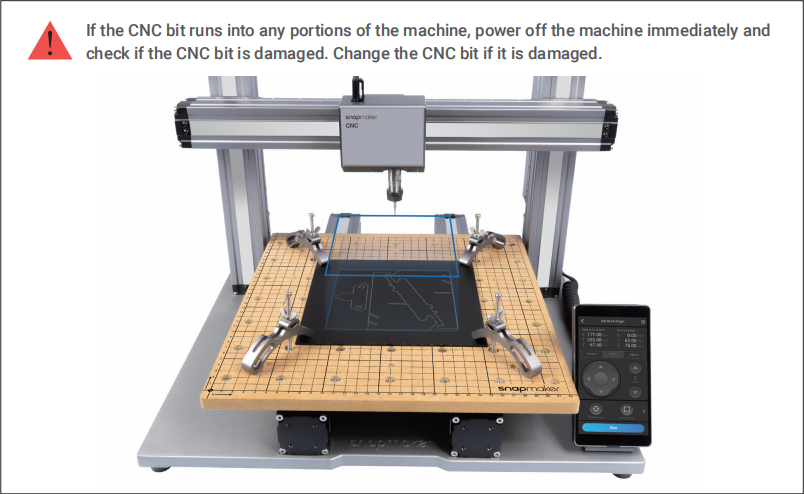
4. Tap Z+ to lift the CNC bit until it is above the clamp set, then tap Run Boundary to check if the work origin is proper. If part of the boundary runs beyond the material or the CNC bit runs into any portions of the machine, reset the work origin and run boundary again.
Tips: If you have run boundary with the CNC bit above the clamp set, you can lower the CNC bit to run boundary again as you need.
5. Tap Start to start carving.
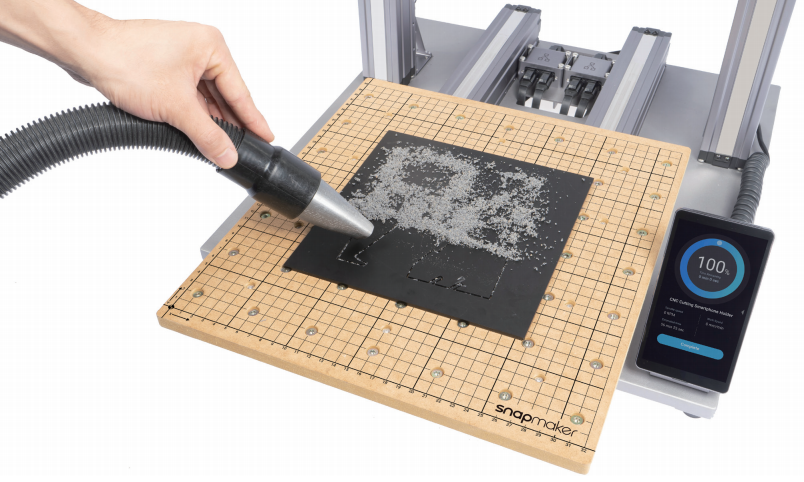
Clean the Finished Work and the Machine
1. Remove the clamp set from the CNC carving platform.
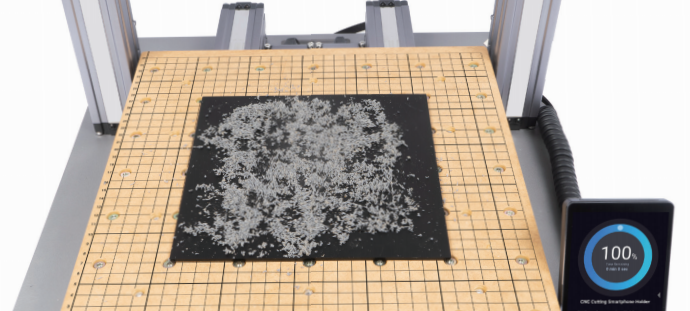
2. Clean the finished work and the machine using a dust collector, then remove the finished work using the Diagonal Pliers.

9 Additional Knowledge
9.1 Fixture Usage
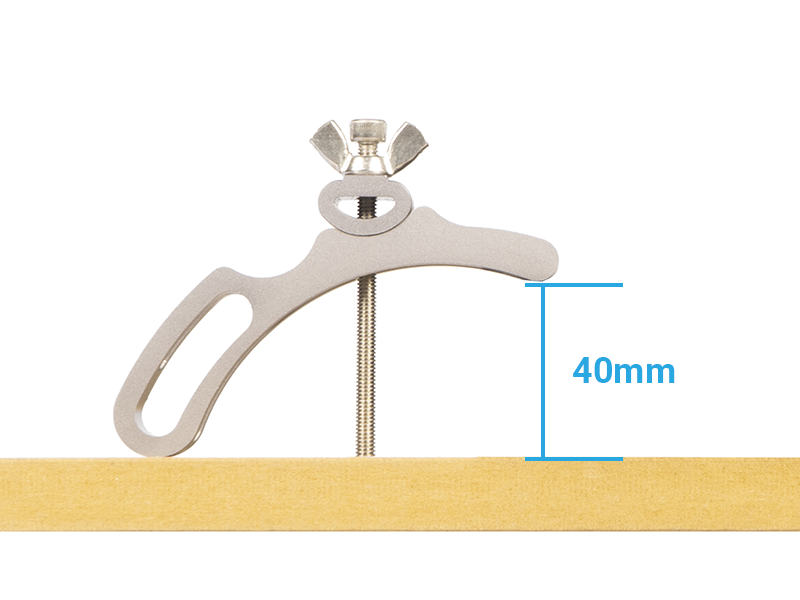
9.1.1 Material Thickness
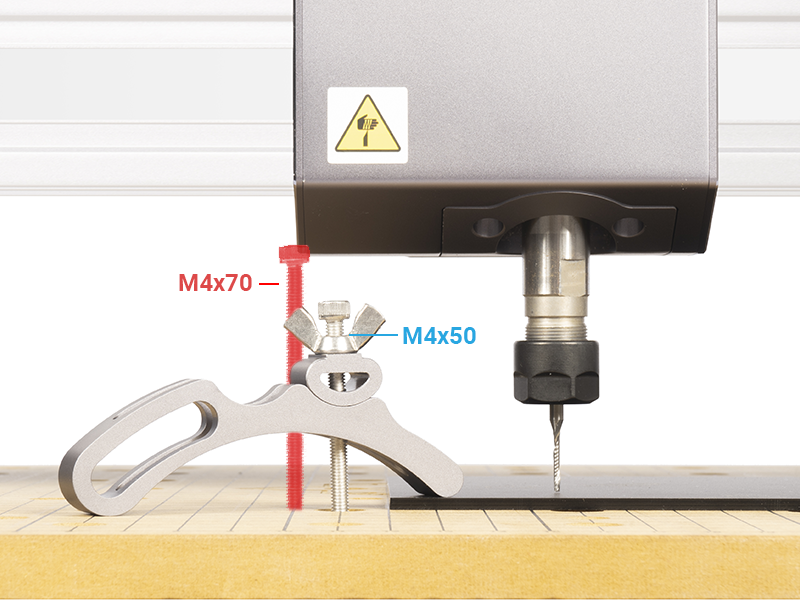
1. Our provided fixtures can fix materials with thicknesses of up to 40mm.
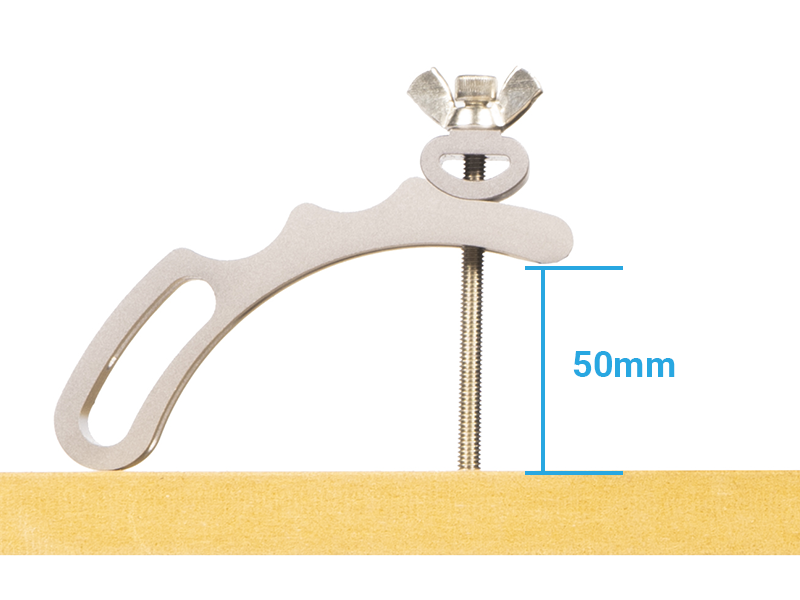
2. If you change the provided M4 x 70 screws to M4 x 90 screws, the fixtures can fix materials with thicknesses of up to 50mm.
3. When the material thicknesses are below 6mm, you can change the provided M4 x 70 screws to M4 x 50 screws. It helps prevent the CNC module from colliding with the fixtures.
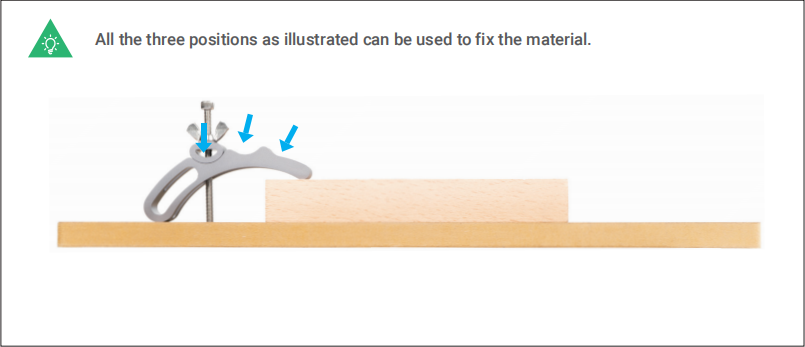
9.1.2 Fixture Position
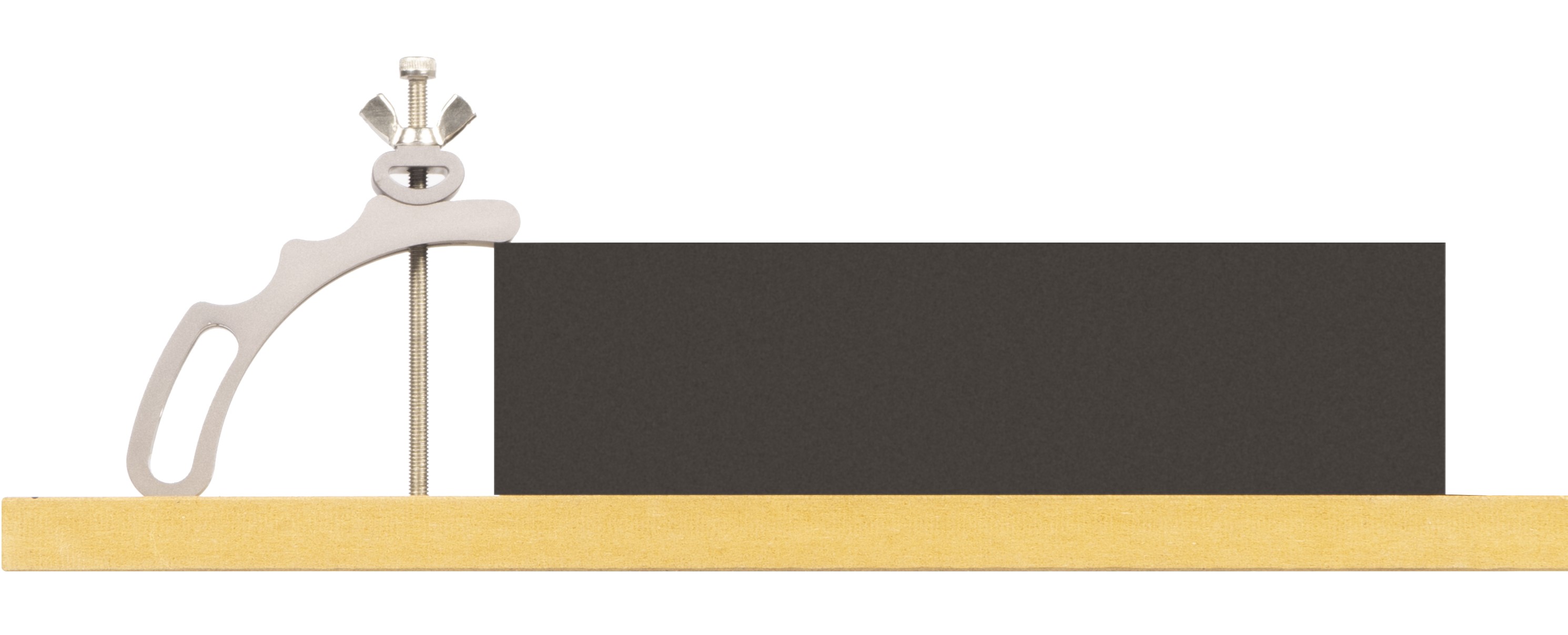
1. You can use the first fixture position to fix thick materials.
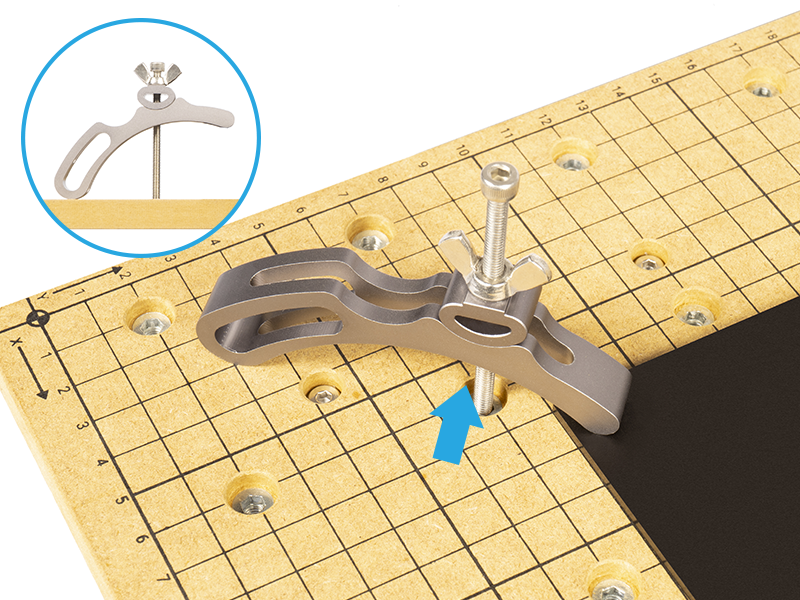
2. You can use the second fixture position to fix most materials.
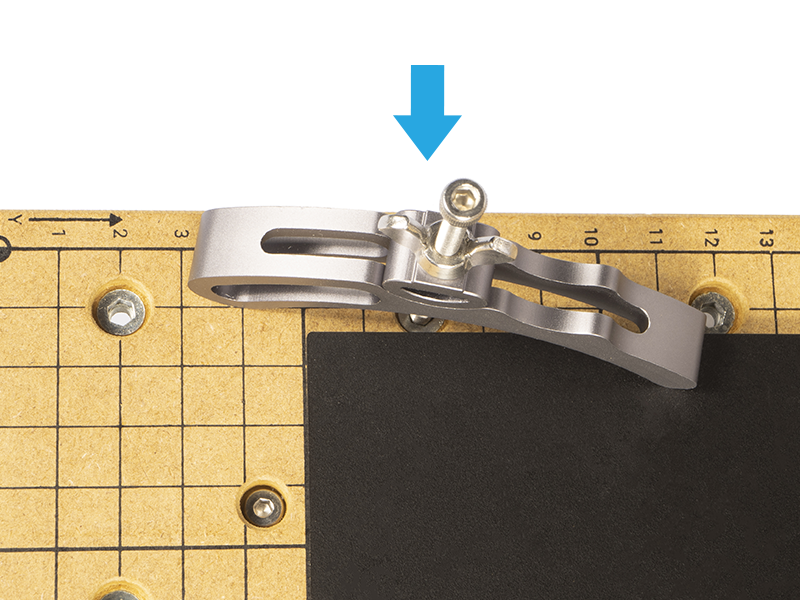
3. For big materials of which their edges nearly reach the edges of the CNC carving platform, you can use the third fixture position to fix those materials.
9.2 Setting Work Origin
1. If you upload an SVG file in our software, the uploaded SVG file will be located in the center by default. It indicates that the center of the SVG file corresponds to the (0, 0) coordinate origin in the software. In that case, it is recommended to set the center of the material as the work origin to ensure the machining region is inside of the material. If so, the machine will start operation at the center of the material.
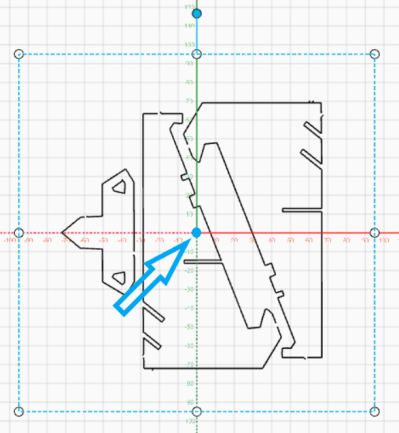
Note: In the software Snapmaker Luban, the work origin can only be set on the surface of the material. Do not set the work origin below the surface of the material.
2. If you want to set the bottom left corner of the material as the work origin, you can move the SVG file to the top right corner in the software. In that case, the machine will start operation at the bottom left corner of the material.
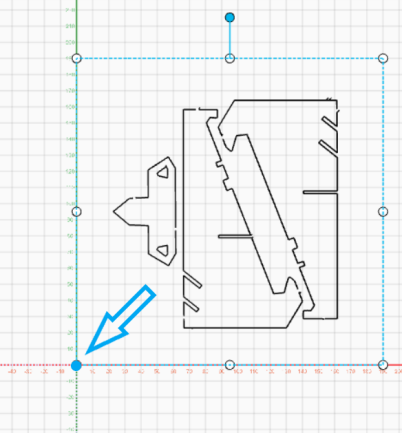
Note: In the software Snapmaker Luban, the work origin can only be set on the surface of the material. Do not set the work origin below the surface of the material.
9.3 Recommended Parameters
1. When you use Carving V-Bit in Relief mode, it is recommended to use the parameters below.
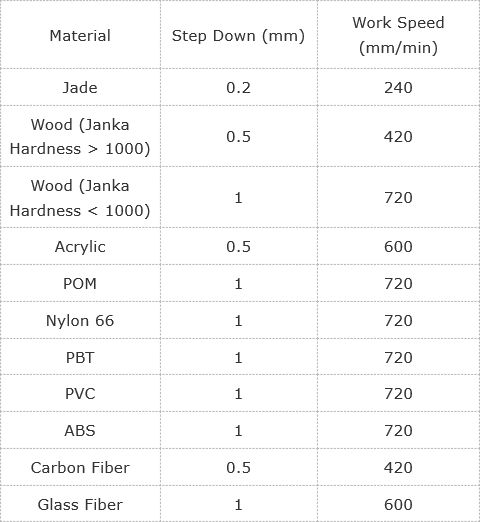
Note: You can get more information about woods’ Janka Hardness at:
https://www.wood-database.com/wood-finder/
2. When you use Flat End Mill in Vector mode, it is recommended to use the parameters below.
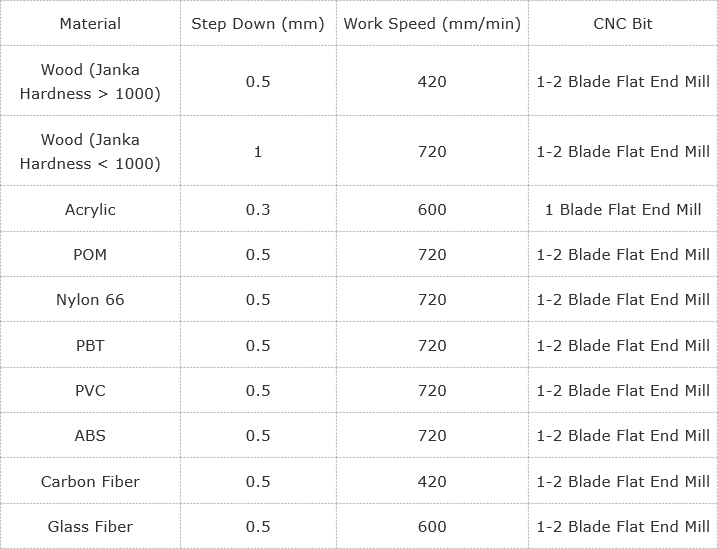
Note 1: You can get more information about woods’ Janka Hardness at:
https://www.wood-database.com/wood-finder/
Note 2: The parameters below are also applicable for Text mode.