
Hello, Maker!
In the previous two episodes about laser, we have learned where we can get templates for laser engraving and cutting, and how we should select proper materials for laser engraving and cutting. In this episode, we are going to learn how to set parameters for laser engraving and cutting. Without further ado, let’s get started!
This article will introduce you to the work parameters for laser engraving and cutting. First, we will learn what they are and how they work. Then, we will learn how to perform parameter test to find the optimal combination of parameter values.
Crucial Parameters for Laser Engraving and Cutting
Laser Power
Laser Power controls the amount of energy in the laser beam. It can be set as a percentage between 0% and 100%. In laser engraving, the higher the Laser Power, the darker the engraving color. In laser cutting, a laser with higher power can cut deeper, but it will also result in seriously charred edges.
Only with sufficient laser power can we engrave a clear pattern or cut through materials. However, excessive laser power may also cause trouble. It is crucial to keep the Laser Power parameter within an appropriate range.
Work Speed/Dwell Time
Work Speed refers to the moving speed of the laser toolhead during laser engraving and cutting. When Laser Power is set to a fixed value, the faster the toolhead moves, the shorter time the laser beam stays on the workpiece, and the less laser energy the workpiece absorbs. Therefore, in laser engraving, when the other parameters remain unchanged, the higher the Work Speed, the lighter the engraving color. In laser cutting, the higher the Work Speed, the shallower the laser cuts, and the less charred the cut edges.
Dwell Time refers to the time for which a laser spot emitted by the toolhead stays on the workpiece during laser engraving and cutting. In laser engraving, when you select the Dot-filled Engraving mode, you can set Dwell Time. Both Work Speed and Dwell Time are used to control the time for which the laser with a fixed power stays on the workpiece, thereby controlling the laser energy absorbed by the workpiece. The shorter the Dwell Time, the lighter the engraving color.
Both Laser Power and Work Speed (Dwell Time) are vital to the effect of laser engraving or cutting, as they control how the workpiece is engraved and cut. When testing work parameters, we usually adjust Laser Power together with Work Speed (Dwell Time) to determine an optimal combination, as the two parameters can restrict and affect each other.
Fill Interval
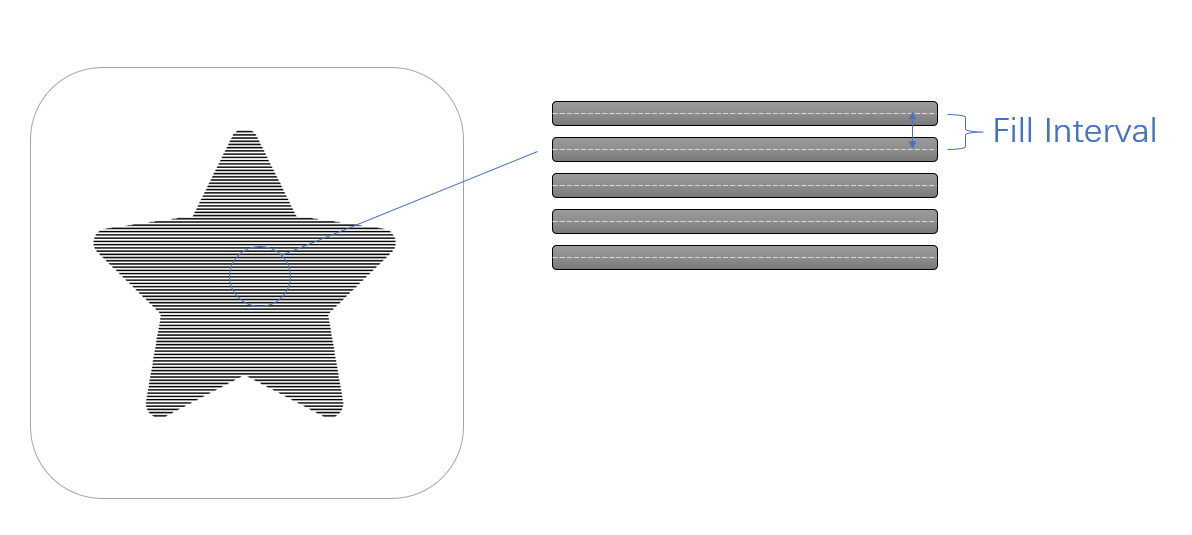
Laser engraving features two modes: One is the Line-filled Engraving mode, in which the pattern is formed by engraving lines; and the other is the Dot-filled Engraving mode, in which the pattern is formed by engraving dots. Fill interval is the distance between lines or dots.
In the Line-filled Engraving mode, the Fill Interval defines the distance between the lines comprising the engraved pattern. If the Fill Interval is too large, the engraved pattern will be light-colored or even discontinuous; if too small, the lines will overlap, making the pattern too dark or blurred.
In the Dot-filled Engraving mode, which follows the similar principle as the Line-filled Engraving mode, the Fill Interval is the distance between the dots constituting the engraved pattern. If the Fill Interval is too large, the engraved pattern will be light-colored and might lose some details; if too small, the dots will overlap, making the engraving color too dark and the pattern indiscernible.
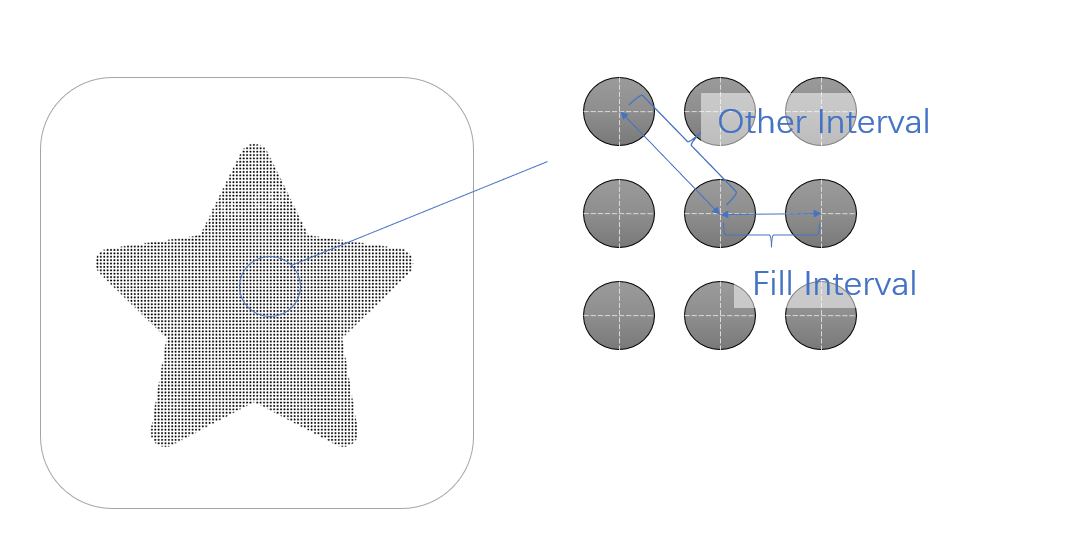
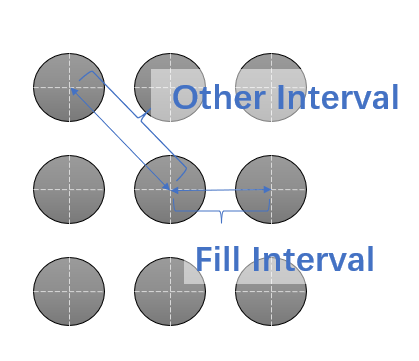
This is how the two modes differ: When you set the Fill Interval in the Line-filled Engraving mode, you only need to focus on the interval between each line and its adjacent line, but in the Dot-filled Engraving mode, you need to consider the interval between a dot and all of its surrounding dots. Therefore, the Fill Interval configuration in the Dot-filled Engraving mode is more complex, and you need to first determine the parameters including Laser Power and Work Speed, and then fine-tune Fill Interval between dots until you find a parameter range for the best engraving effect.
Number of Passes
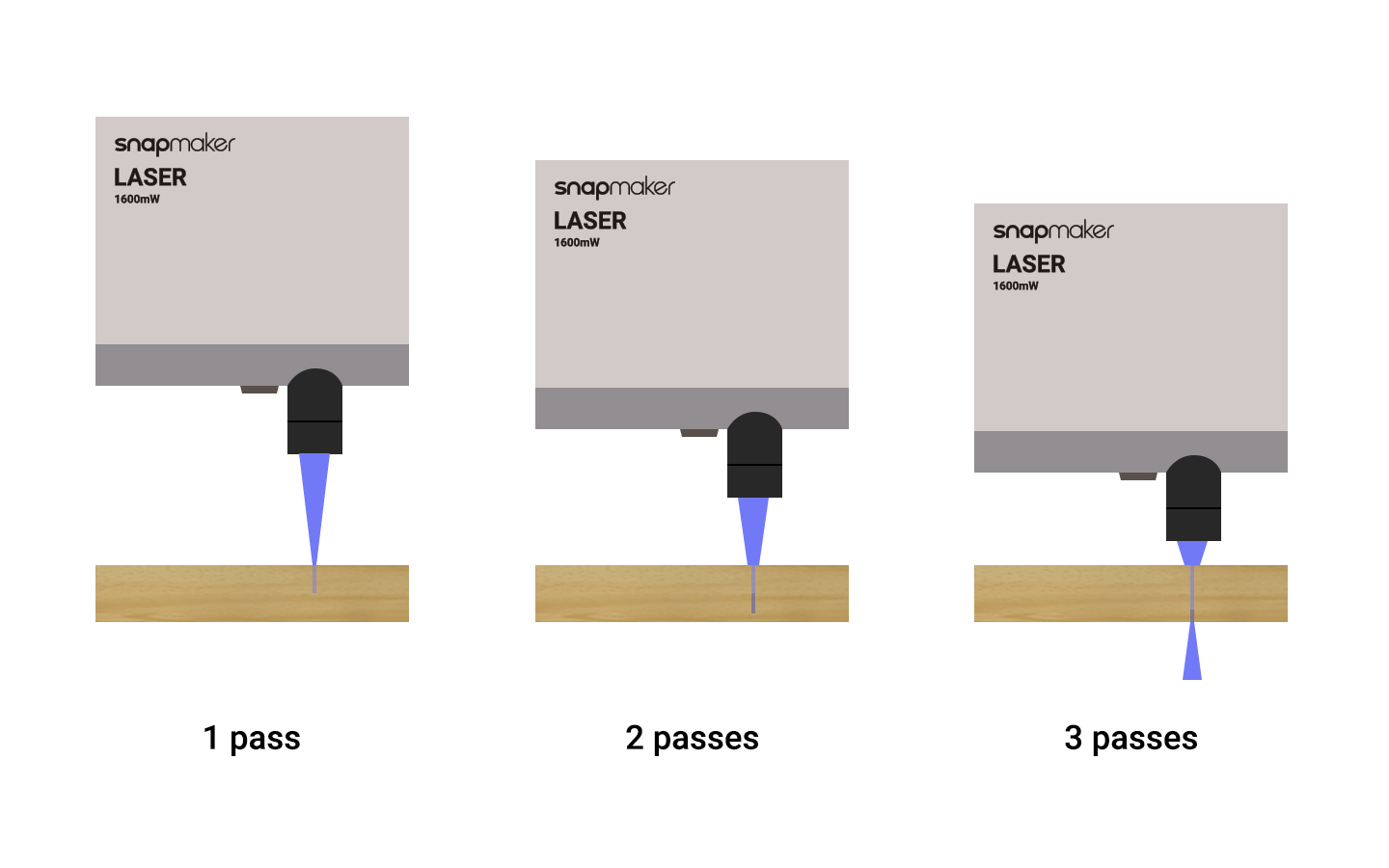
Number of Passes is a required parameter in the Cutting Mode. To cut through a thick workpiece, multiple cuts are required on a fixed path. This parameter determines the number of cutting passes on a fixed path.
Generally, the laser beam emitted by the laser toolhead is in the shape of an inverted cone, and the focal point has the highest laser energy and cutting ability. To ensure that the focal point of each cut falls on the workpiece, the laser toolhead will lower by a certain height each time Number of Passes is increased so that the laser focal point can reach the workpiece. However, the laser toolhead cannot be lowered to a height where it is too close to the workpiece surface. Otherwise, the toolhead may bump against the workpiece. As the laser cuts deeper, the laser beam will be blocked by the workpiece on both sides, and the laser energy reaching the cutting position will taper off until it is unable to cut through the workpiece. Therefore, Number of Passes cannot be increased without limit.
How to Find the Optimal Work Parameters
To determine the optimal combination of work parameters, we have to run a certain number of laser parameter tests, and adjust the parameter values according to the working principle of laser parameters.
The Snapmaker Laser Engraving and Cutting Machine can perform laser operations in the following three modes: Line-filled Engraving mode, Dot-filled Engraving mode, and Cutting Mode. In the following section, we will use the Snapmaker 2.0 1.6W Laser Engraving and Cutting Machine as an example to show you how to test the work parameters under these three modes.
Line-filled Engraving Mode
In the Line-filled Engraving mode, the machine engraves lines to form a pattern. The engraving effect is mainly determined by three work parameters, namely, Fill Interval, Laser Power, and Work Speed.
Line Fill Interval Test
The thickness of a laser-engraved line is determined by the diameter of the laser spot falling on the workpiece. With accurate focusing, the diameter of the laser spot emitted by the Snapmaker 2.0 1.6W Laser Engraving and Cutting Machine is 0.20 mm, so the width of the laser-engraved line is also 0.20 mm.
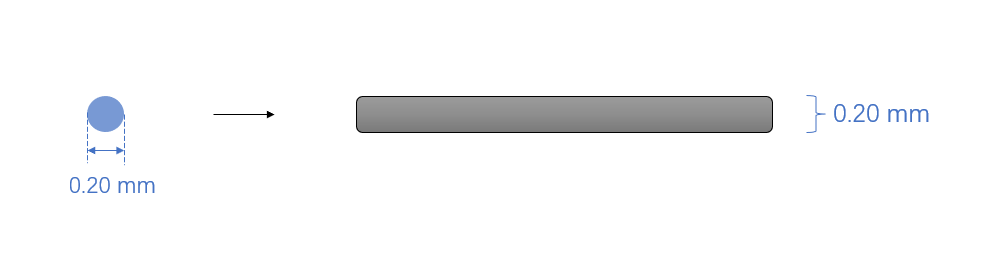
Theoretically, if the engraved line is 0.20 mm thick, the lines with an interval of 0.20 mm can fitly cover the engraved surface without overlapping each other and form a complete pattern. However, in laser engraving and cutting, the effective area of the laser beam may be diffused. To avoid edge overlapping and prevent secondary engraving, a 0.05-0.10 mm buffer area is usually reserved between the lines. Therefore, a line interval of 0.25-0.30 mm is recommended.
It should be noted that when the line interval is greater than 0.30 mm, the color of the engraved pattern will theoretically become lighter, and the lines may even diverge. However, in this case, if engraved lines remain thick and greatly overlap, the focus may be inaccurate or the Laser Power may be too high. You just need to refocus or lower the Laser Power.
Click the icon below to get the test template for Fill Interval in the Line-filled Engraving mode:

Laser Power and Work Speed
Both Laser Power and Work Speed are variables. In parameter tests, we can assign a fixed value to one variable and fine-tune the other until we find the best engraving effect. Here, we set the Work Speed v1 to 500 mm/s and line interval to 0.25 mm, and we make Laser Power the only variable. We then increase Laser Power stepwise to engrave a series of 10 mm × 10 mm squares on the workpiece surface.
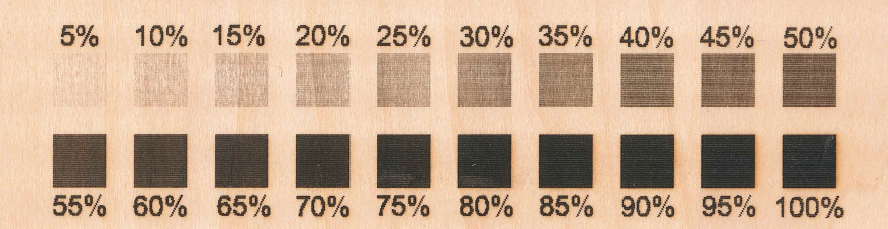
From these squares, we select the one with the best engraving effect on the principle of "clear lines and no excessive charring", and record the power W1 corresponding to the result.
Theoretically, the engraving area on the workpiece (S), the energy absorbed by the workpiece surface (E), Laser Power (W), the engraving time (t), and Work Speed (v) can be expressed with the following equations:
E = W * t
t = S/v
Therefore, E = S * W/v, indicating that Laser Power W is directly proportional to Work Speed v.
In the first test, we have found that when Work Speed is v1, the power corresponding to the best engraving effect is W1. To maintain the best engraving effect, E cannot be changed. Through the theoretical formula E = S * W/v, we can infer that if Work Speed is increased to v2, the engraving power must be increased to W2 in proportion so that E can remain unchanged.
However, the relationship between W and v may be affected by many other factors and is not necessarily in strict direct proportion. Therefore, after we infer the possible Laser Power corresponding to a Work Speed using the theoretical formula, we need to run more tests to ensure we can get the best engraving effect.
Click the icon below to get the test template for Laser Power and Work Speed in the Line-filled Engraving mode:

Dot-filled Engraving Mode
In the Dot-filled Engraving mode, a pattern is created by laser spots. The engraving effect is mainly determined by three work parameters, namely, Fill Interval, Laser Power, and Dwell Time.
Laser Power and Dwell Time
The way to test Laser Power and Dwell Time in the Dot-filled Engraving mode is similar to that in the Line-filled Engraving mode. First, we assign a fixed value to both Dwell Time and Fill Interval. Here, we set the Dwell Time t1 to 5 ms/dot and the Fill Interval to 0.14 mm. Then we fine-tune the value of Laser Power, and we get a series of squares.
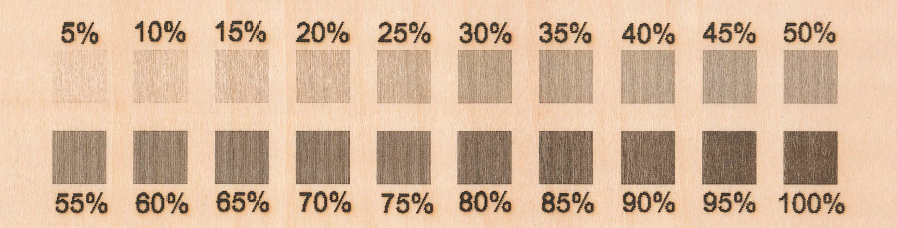
In the Dot-filled Engraving mode, the criterion for the best engraving effect is the darker color without excessive charring or depression on the workpiece surface. During the engraving process, the relationship between Dwell Time t and Laser Power W is E = W*t (E is the energy absorbed by the workpiece for each engraved dot).
In the first spot engraving test, we record the optimal Laser Power W1 corresponding to Dwell Time t1 and calculate the optimal combination of Dwell Time and Laser Power at other Work Speeds through W1*t1 = W2*t2. Then, through further tests, the optimal parameter values are determined.
Click the icon below to get the test template for Laser Power and Dwell Time in the Dot-filled Engraving mode:

Dot Fill Interval Test
The difference between the Dot-filled Engraving mode and the Line-filled Engraving mode is that the former uses dots to form patterns while the latter uses lines. In the Line-filled Engraving mode, we only need to focus on the interval between the lines in the vertical direction, while the Dot-filled Engraving mode requires us to consider the interval between dots in all directions. Therefore, we first find an optimal combination of Laser Power and Dwell Time through parameter tests, and then run further tests on the Fill Interval to get the best engraving effect.
The method to test Fill Interval is to adjust the interval between dots and keep other parameters unchanged, so we can get a series of 20 mm × 20 mm squares with different dot intervals.
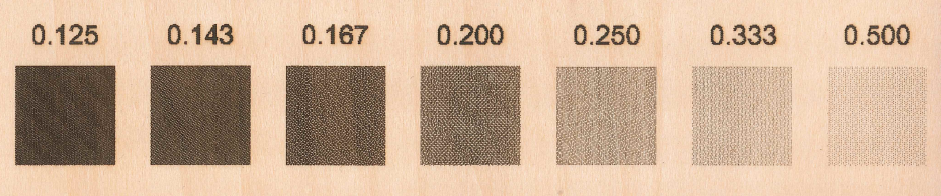
For these squares, the clearer the diagonal texture, the better the engraving effect. We record the interval with the clearest diagonal texture as the optimal interval.
Click the icon below to get the test template for Fill Interval in the Dot-filled Engraving mode:
Cutting Mode
In the Cutting Mode, a workpiece is cut by the high-energy laser beam. The cutting effect is mainly determined by three work parameters, namely, Laser Power, Work Speed, and Number of Passes.
Laser Power
In laser engraving, there is theoretically a direct proportion between Laser Power and Work Speed, which is also true for laser cutting. To maintain the same cutting effect, Work Speed needs to be increased accordingly with the increase of Laser Power. In addition, when you set Laser Power to a higher value and adjust Work Speed accordingly, you can get clearer and smoother cut edges with less charring.
Therefore, in laser cutting, we generally use 100% Laser Power, and control the laser energy by adjusting Work Speed.
Work Speed and Number of Passes
When Laser Power is determined, we need to adjust Work Speed to control the effect of laser cutting. To ensure that the workpiece can be cut through, we also need to set a proper value for Number of Passes. We can run cutting parameter tests through a matrix of Work Speed and Number of Passes. We stepwise increase values of Number of Passes and Work Speed, so that we can get a series of small squares on the workpiece, as shown in the figure below.
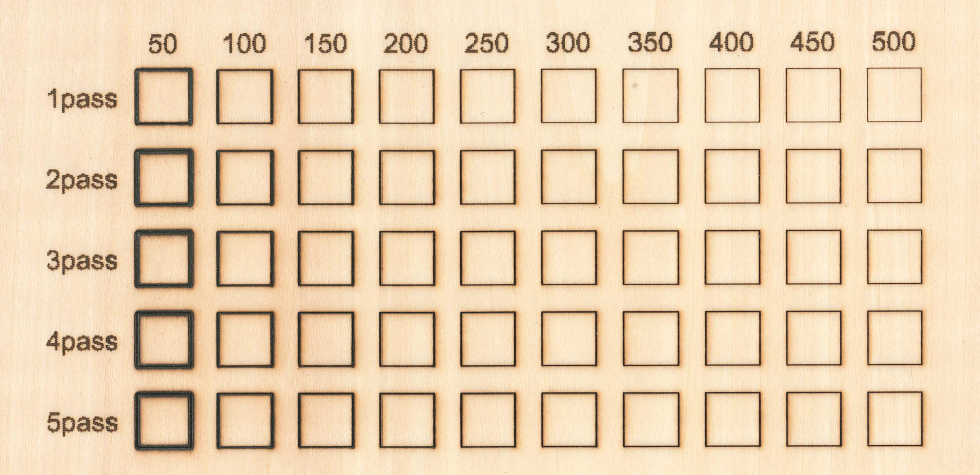
It can be observed that under the same Number of Passes, the higher the Work Speed, the thinner the cut gap; at the same Work Speed, the greater the Number of Passes, the thicker the cut gap. To get the best cutting effect, we should find the square with the thinnest cut gap on the premise that it is cut through.
The criterion for the best cutting effect is that the squares are cut through with the minimum Number of Passes and the highest Work Speed. If the values of multiple results are close to each other, the one with the least cut-through time is the best.
Click the icon below to get the test template for Work Speed and Number of Passes in the Cutting Mode:
Recommended Work Parameters for Laser Processing
After a series of tests, we have obtained the optimal parameters for engraving or cutting a variety of materials. We hope these recommended parameters can help you take laser engraving and cutting in stride. For details, see the article “The Definitive Guide to Laser Engraving and Cutting with the Snapmaker”.
Disclaimer
The parameter test methods and recommended parameters discussed herein are for reference only.
Snapmaker assumes no liability or responsibility for any property loss, personal injury, machine damage or expenses incurred by the parameter test methods and recommended parameters discussed herein or any other means related to such methods and parameters.