
你好,创客!
在前两期关于激光的 Academy 中,你已经了解到激光雕刻和切割模板的获取渠道,也掌握了激光加工材料的选取方法。接下来,请按下你的激光雕刻和切割机的电源键,让我们一起进入激动人心的实操环节,开始设置参数、运作机器,真正体验激光创作的魅力!
本期文章将向你介绍激光工作参数相关的知识。第一步,我们先认识影响激光雕刻与切割效果的几个重要参数,了解它们的定义以及作用;第二步,我们学习如何进行激光雕刻与切割测试,找到最佳工作参数。
影响激光加工效果的参数
激光功率
激光功率参数以百分比表示,通过调节激光功率,可以控制激光输出的能量。对于激光雕刻来说,激光功率越高,雕刻的颜色越深。对于激光切割来说,激光功率越高,激光切割深度越大,切割边缘烧焦程度也会越严重。
使用足够强度的激光功率,才能够实现雕刻清晰或者切割切透的效果。但是,激光功率也不能过高,调节合适的激光功率水平对于激光雕刻与切割的效果来说至关重要。
工作速度/点的停留时间
工作速度是指在激光加工过程中,激光开启的情况下,激光执行头的移动速度。在激光功率固定的情况下,激光执行头的移动速度越快,激光光束在被加工物体上停留的时间就越短,物体吸收的激光能量就越少。因此,对于激光雕刻来说,在其他参数不变的情况下,工作速度越大,雕刻的颜色越浅;对于激光切割来说,工作速度越大,激光切割的深度越浅,切割边缘的烧焦程度越小。
点的停留时间是指在激光加工过程中,激光执行头打出的激光光点在被加工物体上停留的时间。在激光雕刻中,若是选择点雕模式,则可以设置点的停留时间这一参数。本质上来说,工作速度和点的停留时间这两个参数的作用是一样的,都是控制固定功率的激光在物体上的停留时间,从而控制物体吸收的激光能量。点的停留时间越短,雕刻的颜色越浅。
激光功率与工作速度(点的停留时间)都是对激光雕刻或切割效果有着重要影响的参数,它们都控制着激光对于物体的加工程度。通常,在调节激光工作参数的时候,由于激光功率与工作速度(点的停留时间)这两个参数互相制约、共同作用,所以,在做参数测试的时候,这两个参数会一同作为变量,以找到激光功率与工作速度(点的停留时间)的最佳组合。
填充间距
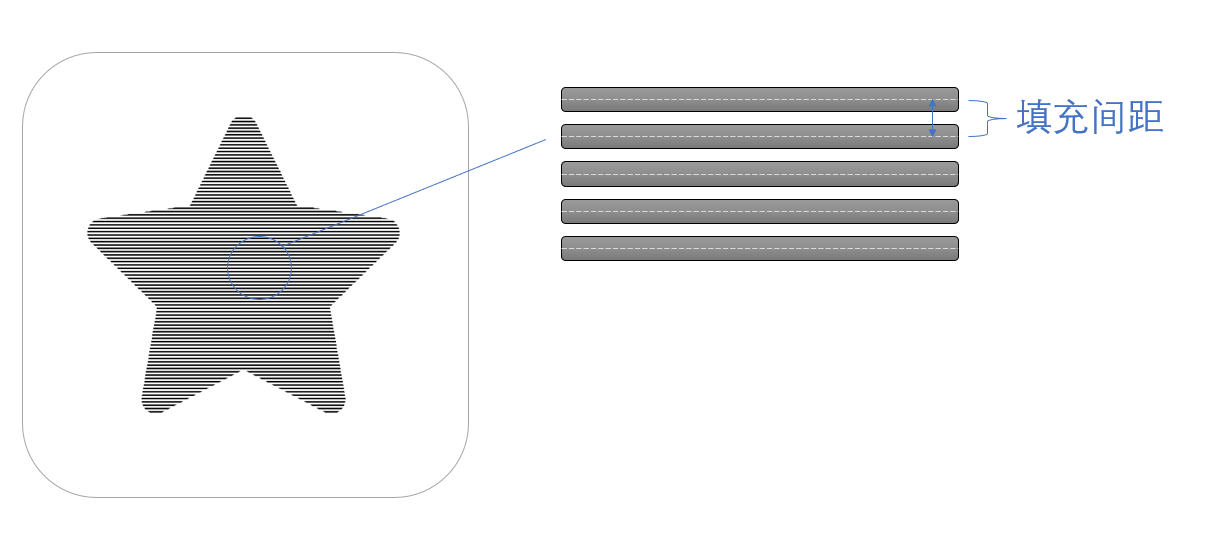
激光雕刻可以采用线雕模式,即通过雕刻线条来组成图案;也可以采用点雕模式,即以雕刻点来构成图案。填充间距是指线条与线条之间、或者点与点之间的距离。
线雕模式下,填充间距规定了构成雕刻图案的线条与线条之间的间距。若是填充间距过大,则雕刻出来的图案会出现颜色浅、甚至不连续等情况;若是填充间距过小,则会导致线条重叠严重,雕刻结果可能是颜色过深或者图案模糊。
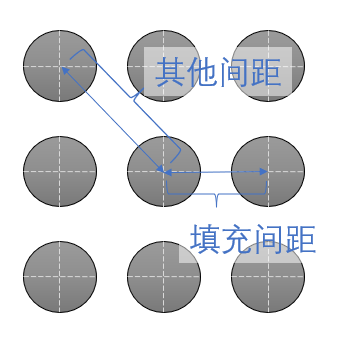
点雕模式的原理与线雕模式相似,此时的填充间距指的是构成图案的各个点之间的距离。点的填充间距过大,则雕刻出来的图案颜色浅、细节不明显;填充间距过小,则点与点之间重合,会导致雕刻颜色过深,图案也会变得难以辨认。
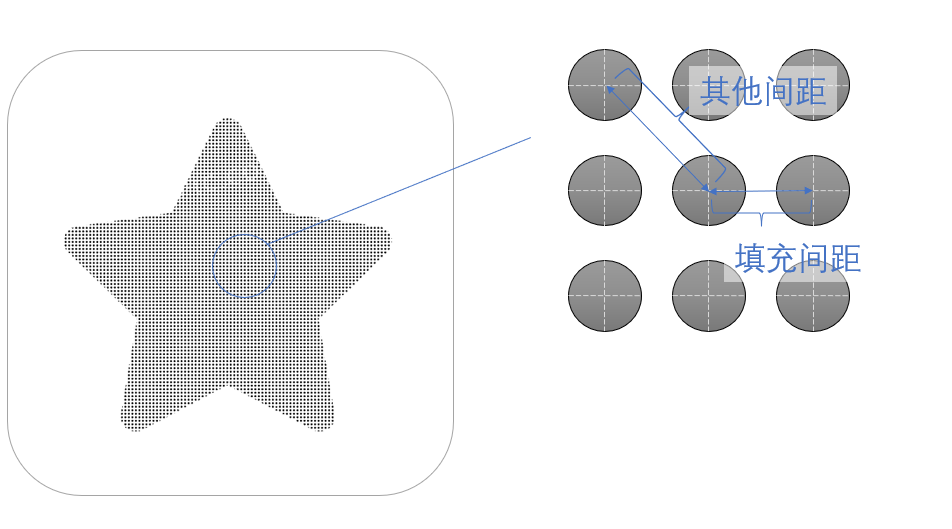
线雕模式与点雕模式的不同在于,设置线雕模式下的填充间距的时候,你只需关注每段线条与相邻线条之间的间距,而为点雕模式设置填充间距的时候,则需要考虑到每个点与周围所有点的间距。因此,这决定了点雕模式下的填充间距测试比线雕模式更为复杂,往往需要先确定激光功率、工作速度等参数,然后再逐步调节点的填充间距,最终找到雕刻效果最佳的参数范围。
通过次数
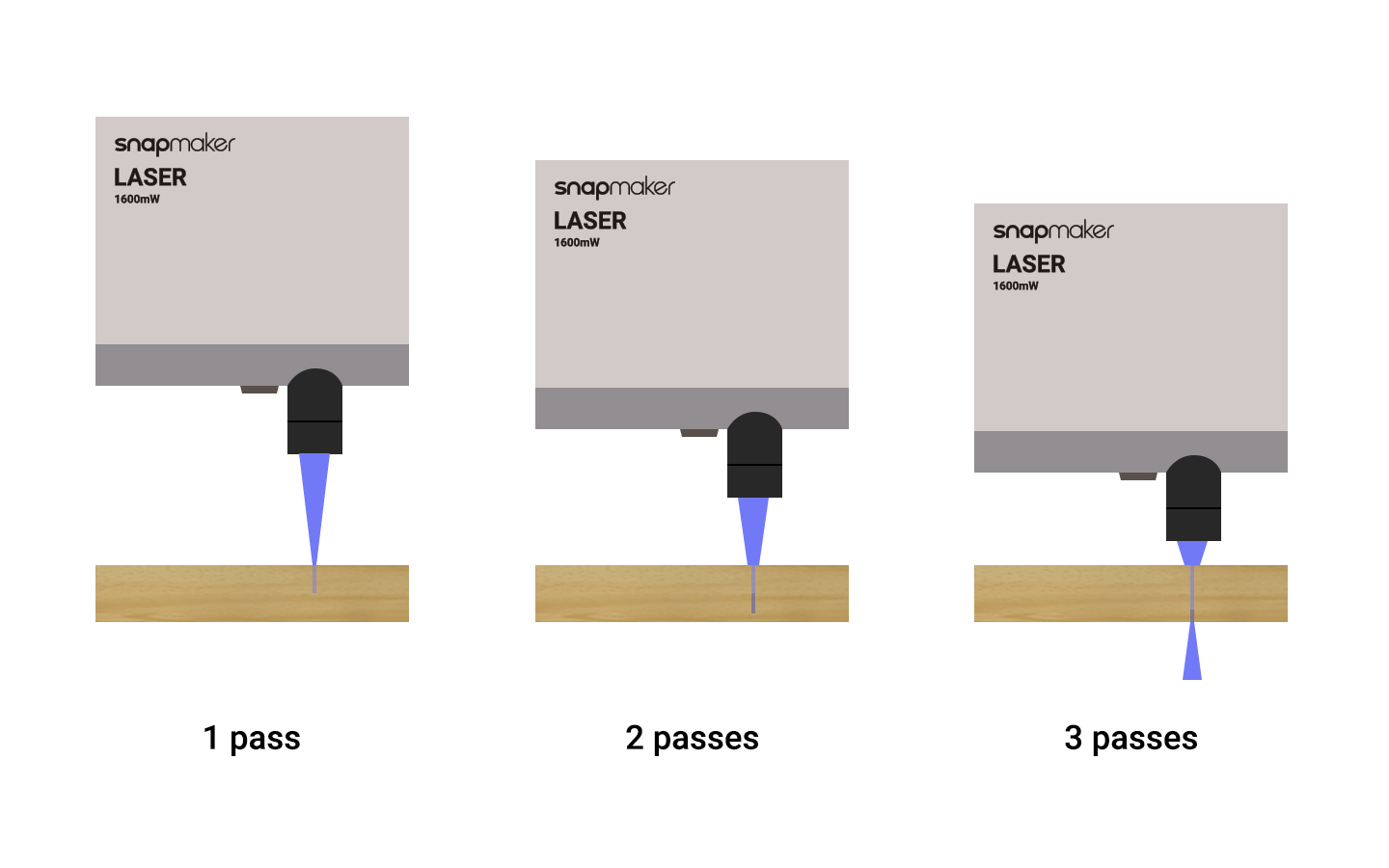
激光切割厚度较大的材料,需要在固定路径上进行多次切割,才能最终把材料切穿。通过次数这一参数规定的就是激光在固定路径上通过的次数。
通常,激光执行头发射出的激光光束呈现一个倒立圆锥体的形状,焦点处的激光能量最强,切割能力也最强。为了保证每次切割焦点都能落在材料上,增加通过次数的时候,激光执行头也会下降一定的高度,以使激光焦点能够触达材料。但是,一方面,激光执行头与材料表面的距离是有限的,所以激光执行头无法无限下降,会有撞头风险。另一方面,随着激光切割深度的增大,激光光束会受到两侧材料的阻挡,到达切割位置的激光能量会逐渐衰弱,直至最后无法切断材料。这两方面的原因,决定了激光通过次数的值无法无限增大。
最佳工作参数的测试方法
要确定合适的工作参数,必须通过一定数量的激光参数测试,并根据激光参数工作原理来灵活调节参数值,逐步找到最优的激光参数数值组合。
Snapmaker 激光雕刻和切割机可以在以下三种模式下进行激光作业:线雕模式、点雕模式和切割模式。本文章将以 Snapmaker 2.0 1.6W 激光雕刻切割机为例,向你分别介绍这三种模式下的工作参数测试方法。
线雕模式
在线雕模式下,机器通过雕刻线条来构成图案。线雕的效果主要与三个工作参数有关:填充间距、激光功率、工作速度。
线条填充间距的确定
激光雕刻的线条粗细是由落在材料上的激光光斑的直径决定的。在调焦准确的情况下,Snapmaker 2.0 1.6W 激光雕刻切割机所产生的激光光斑直径为0.20 mm,因此,激光雕刻出的线条宽度也是 0.20 mm。
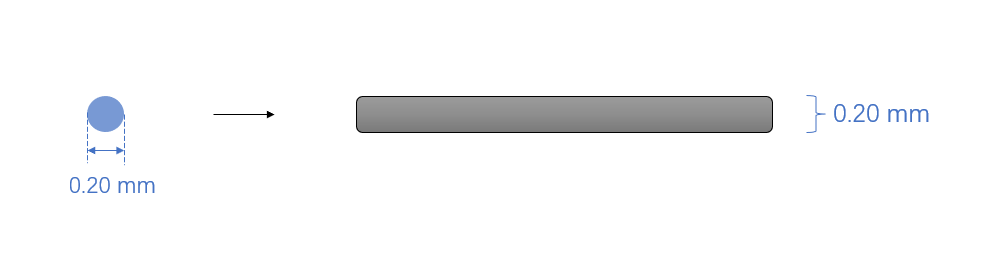
理论上来说,雕刻线条的粗细为0.20 mm,则当线条间距为 0.20 mm,线条刚好能够互不重叠地铺满雕刻平面,形成完整图像。但是,在激光的实际工作中,激光光束的作用区域可能会发生扩散的现象,为了避免线条之间的边缘重叠,防止材料表面出现二次雕刻,通常会在线条与线条之间留出0.05~0.10 mm的缓冲区。因此,线条间距为 0.25~0.30 mm 是比较推荐的参数值。
需要注意的是,当线条间距大于0.30 mm的时候,理论上来说,雕刻的图案颜色会变淡,甚至线条发生分离。然而,若是此时雕刻出的线条依旧很粗、有明显重叠现象,则可能是调焦不准或者激光功率过大的原因,此时需要重新调焦或者调节激光功率。
点击下方图标获取线条填充间距测试模板:

激光功率与工作速度
激光功率与工作速度都是可调节的变量。在参数测试过程中,我们可以先给一方变量一个定值,逐步调节另一个变量的大小,找到雕刻效果最佳的情况。此处,我们将工作速度v1确定为 500 mm/s,并使用 0.25 mm的推荐线距,将激光功率作为唯一变量。在测试材料表面,我们使用逐步递增的激光功率雕刻一系列 10 mm X 10 mm 的正方形。
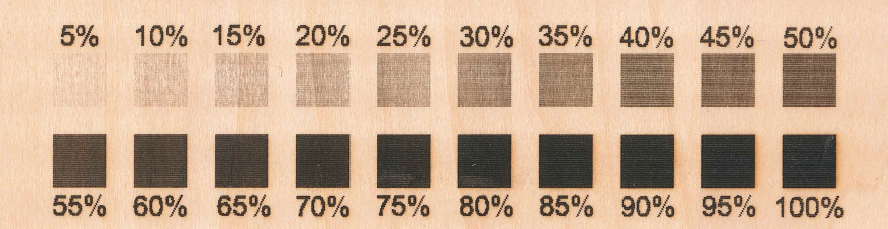
从这一系列正方形中,我们以“线条清晰、无过度灼烧”为标准,选出最佳雕刻结果,并记录下该结果对应的功率W1。
理论上,材料的雕刻面积S、材料表面吸收的能量E、激光功率W、雕刻时间t、工作速度v有如下对应关系:
E = W * t
t = S/v
因此,E = S * W/v,激光功率W与工作速度v存在正比例关系。
通过第一次测试,我们已经得到工作速度为v1的情况下,最佳雕刻效果对应的功率是W1,想要保持最佳雕刻效果,则材料表面吸收的能量E不能发生改变。通过E = S * W/v这条理论公式,我们可以推知,若是想将工作速度提高为v2,则雕刻功率要以一定的比例提高到W2,使W1/v1 = W2/v2,才能保证E不变。
但在实际情况中,激光功率W与工作速度v的关系可能还会受到很多其他因素的影响,不一定呈现严格的正比例关系。因此,在我们通过理论公式推知一个工作速度有可能对应的激光功率之后,还需要进一步再做实际测试,以确保得到最佳雕刻效果。
点击下方图标获取线雕模式下,激光功率与工作速度测试模板:

点雕模式
在点雕模式下,机器用激光打点,通过点来构成图案。点雕的效果主要与三个工作参数有关:填充间距、激光功率、点的停留时间。
激光功率与点的停留时间
点雕模式下激光功率与点的停留时间的测试与线雕模式的测试方法大同小异。先将每点的停留时间与点的填充间距设为定值,这里我们设置点的停留时间t1为5 ms/dot,点的填充间距为 0.14 mm, 然后调节激光功率的值,雕刻出一系列功率不同的小正方形。
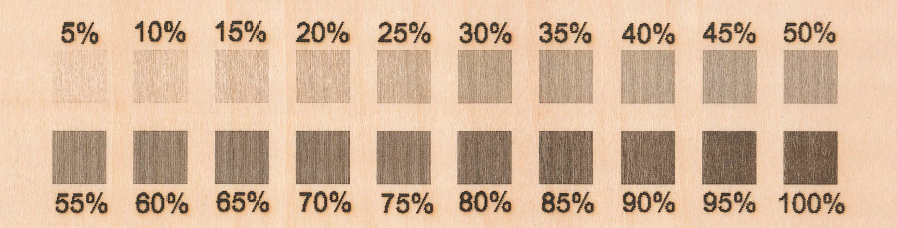
点雕模式下,对于最佳雕刻结果的判断标准是:材料表面无过度灼烧,无凹陷。雕刻过程中,每点的停留时间t与激光功率W的关系是:E= W* t(E为每雕刻一个点,材料吸收的能量)。
在第一次点雕测试中,我们记录下停留时间t1对应的最佳雕刻功率W1,通过W1*t1 = W2*t2的比例关系,可以推算出其他雕刻速度下,最佳的点的停留时间与雕刻功率组合。然后,通过进一步实际测试,确定最佳参数值。
点击下方图标获取点雕模式下,激光功率与点的停留时间测试模板:

点的填充间距测试
点雕模式与线雕模式的不同在于,线雕模式是以线组成图案,点雕模式是以点组成图案。在线雕模式中,我们只需关注线段在垂直方向上的间距,而点雕模式则需要我们关注点与点之间在各个方向上的间距情况。为此,我们先通过激光功率与点的停留时间测试获得一个最佳的激光功率与点的停留时间组合,然后再进一步进行点的填充间距测试,以获得最佳雕刻效果。
点填充间距的测试的方法是,调节点间距的大小,其他参数保持不变,雕刻一系列点间距不同的 20 mm X 20 mm正方形。
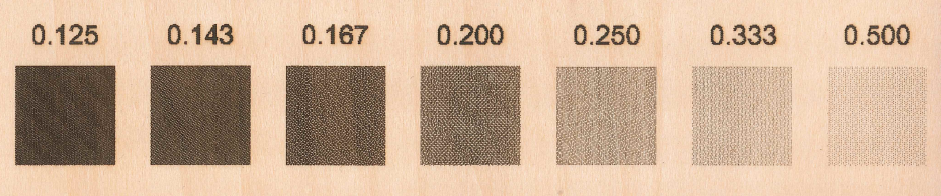
在一系列雕刻结果在,斜线纹理越清晰,雕刻效果越好。记录下斜线纹理最清晰的点间距,作为最佳雕刻间距。
点击下方图标获取点的填充间距测试模板:
切割模式
在切割模式下,机器通过高能量的激光光束来切割物体。激光切割的效果主要与三个工作参数有关:激光功率、工作速度、通过次数。
激光功率
从激光雕刻中,我们已经知道,激光功率与工作速度理论上存在正比例关系,对于激光切割也是如此。在切割效果不变的情况下,激光功率提高,则工作速度也相应地需要增大。另外,更高功率的激光以更快的速度切割材料的时候,形成的切割边缘会更加平整,烧焦的程度会更低。
因此,在激光切割中,我们一般使用 100% 的激光功率,然后通过调节工作速度来控制激光能量。
工作速度与通过次数
在确定了激光功率后,我们需要调节工作速度来控制激光切割的效果,另外,为了保证材料能够被切透,我们还要设置通过次数。我们可以通过一个工作速度与通过次数矩阵来做切割参数的测试。如下图所示,我们逐步提高通过次数和切割速度,在测试材料上切割一系列的小正方形。
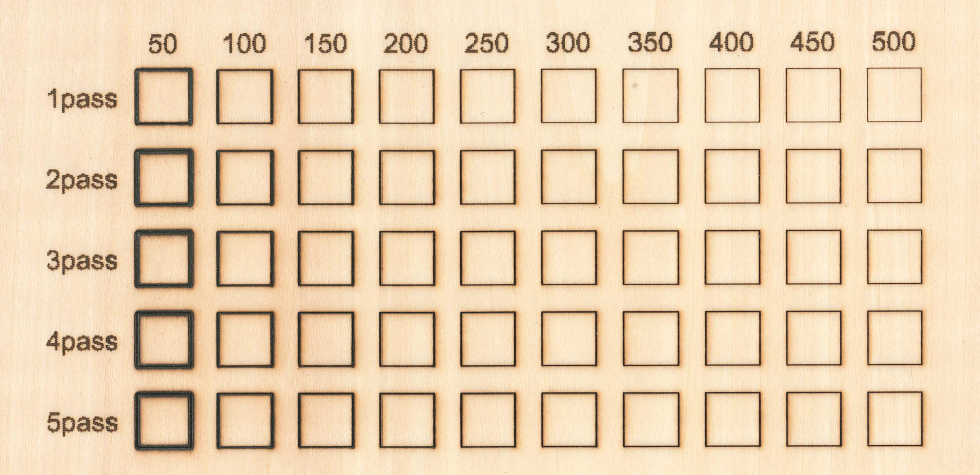
从上方切割效果图可以看出,在通过次数不变的情况下,工作速度越大,切割出的缝隙越细;若是工作速度不变,增加通过次数,则切割缝隙随着通过次数增加而变粗。我们在寻找最佳切割效果的时候,在材料被切透的前提下,要尽量寻找切缝细的结果。
最佳切割效果的判定标准是,材料被顺利切透,通过次数最少、切割速度最快。如果有多个接近结果,则切透材料所消耗时间最少为最佳。
点击下方图标获取切割模式下,工作速度与通过次数测试模板:
激光工作推荐参数
Snapmaker 经过一系列测试,为你提供了多种材料在激光雕刻与切割过程中的推荐参数,帮助你实现更轻松地完成激光工作参数设置。详情请见文章“The Definitive Guide to Laser Engraving and Cutting with the Snapmaker”。
免责声明
本文提到的参数测试方法与推荐参数仅供参考。
对于因本文中的测试方法与推荐参数引起的或以任何方式与之相关的财产损失、人身伤害、机器损害或费用,Snapmaker概不负责。