
1 首层未粘附
可能的原因
- 校准不到位。
- 打印参数不当。
- 打印板存在脏污,因此不平坦。
- 喷嘴孔或喷嘴尖头存在脏污。
- 耗材受潮。
- 环境温度太低。
解决方案
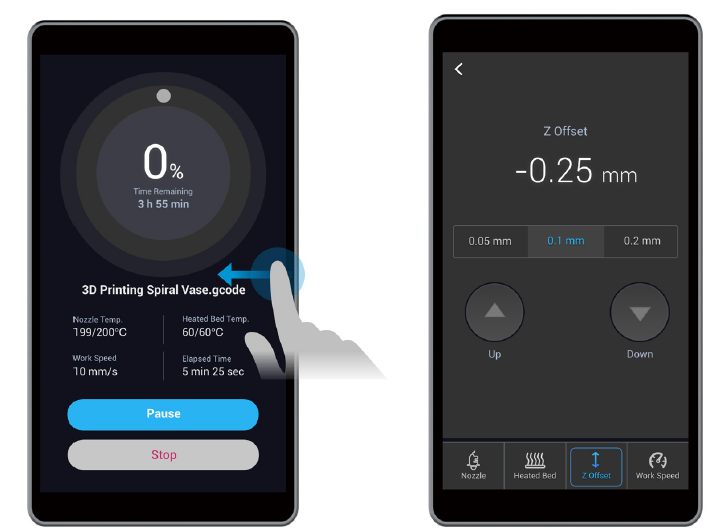
(1) 重新校准热床。如果问题仍然存在,请开始新的打印工作。就在耗材出来之前,在触控屏上向左滑动,并点击底部的 Z 轴偏移量。点击上升或下降以调整喷嘴高度。
(2) 使用加热调平模式重新校准热床。
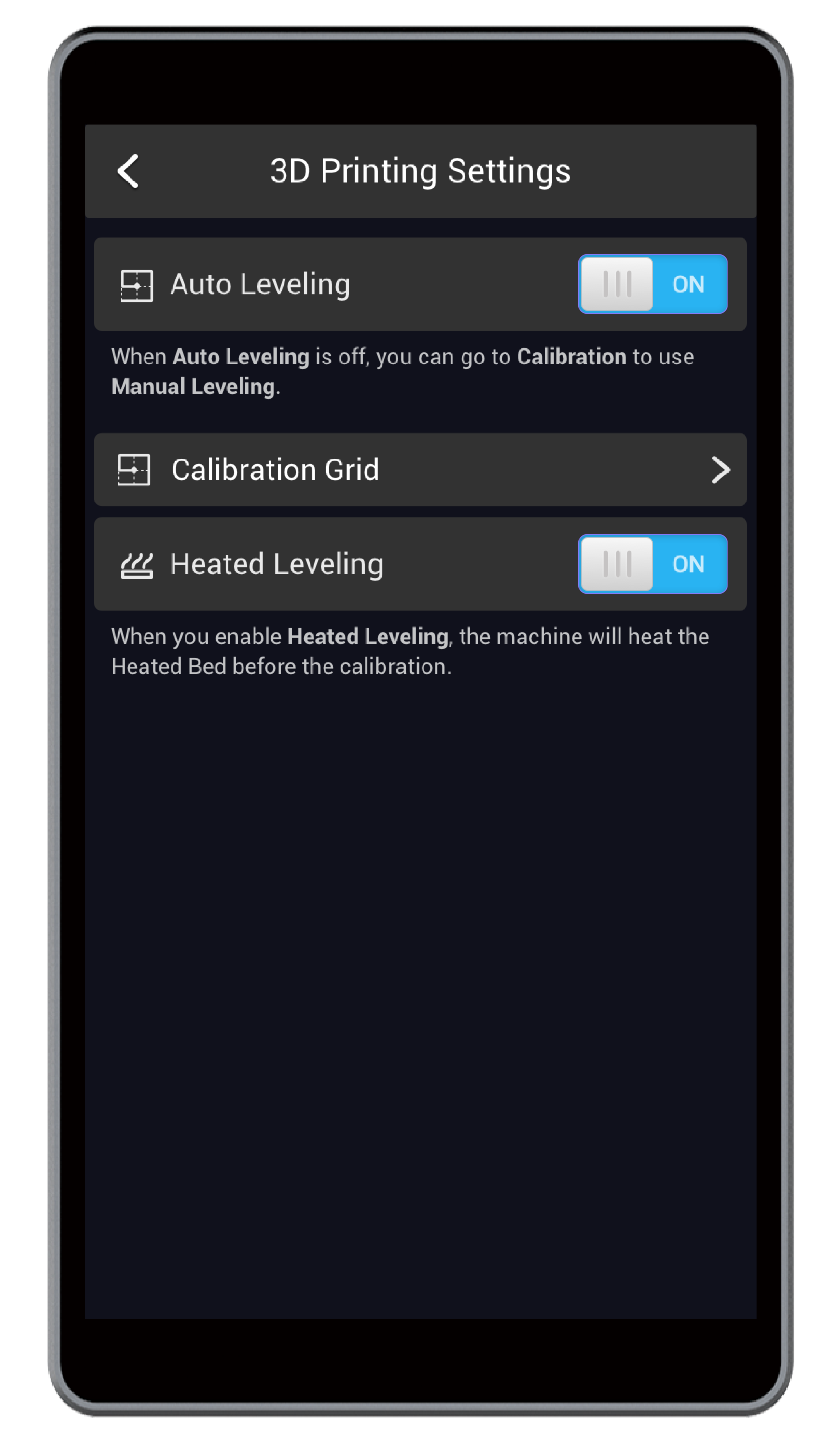
a. 在应用列表中,依次点击设置 > 3D 打印 > 自动调平 > 加热调平,以切换到加热自动调平模式。
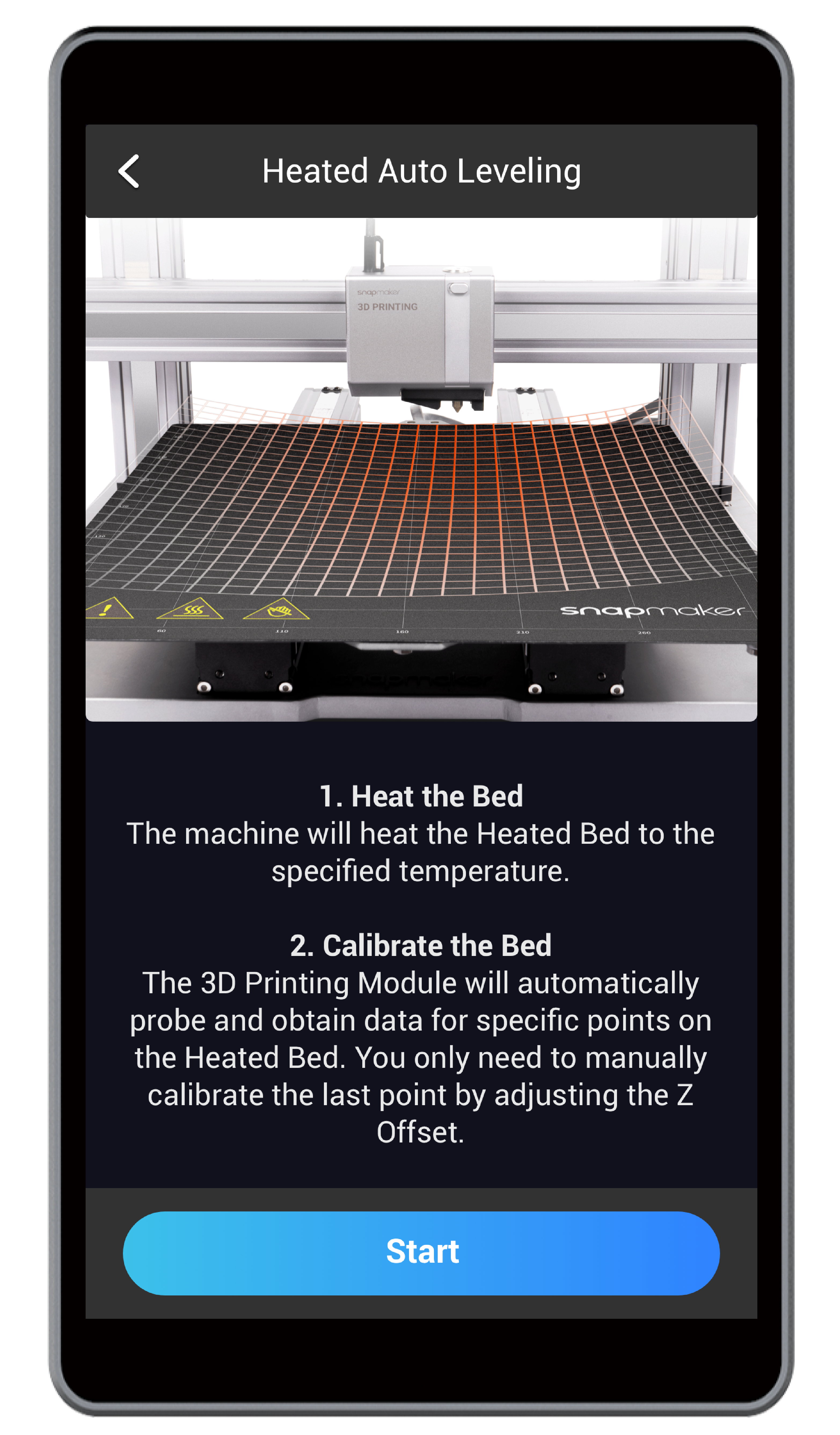
b. 返回应用列表,然后依次点击校准 > 开始,以运行加热自动调平。
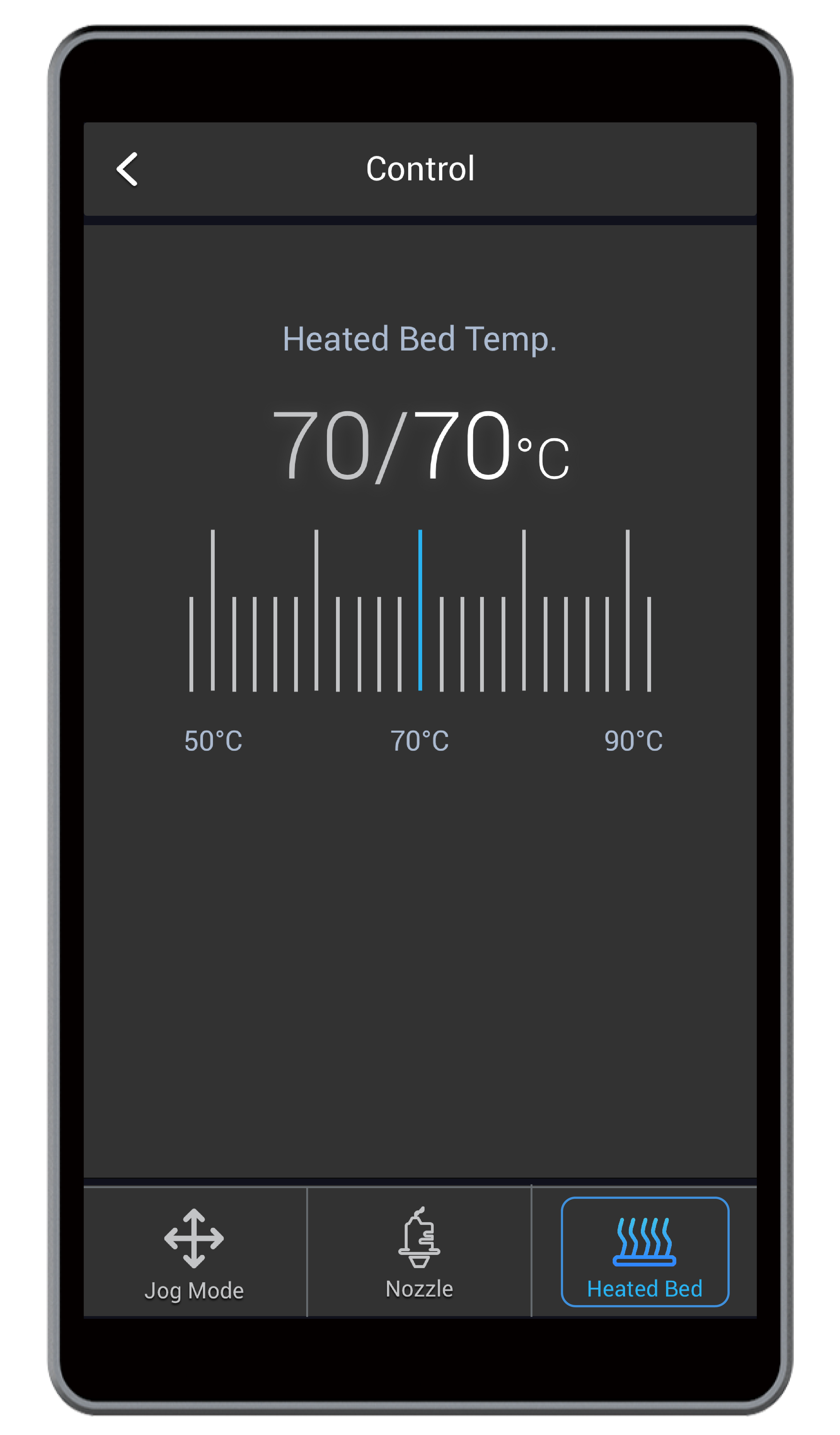
c. 将标尺滑动到触控屏所显示的推荐温度。在热床达到目标温度后,点击校准。
d. 在接触热床之前,戴上耐高温手套。
e. 使用校准卡片手动校准最后一个点,如 2 调平热床中所示。校准完成后,点击保存。
![]() 小心高温热床。在使用加热自动调平或加热手动调平模式时,一定要戴上耐高温手套。
小心高温热床。在使用加热自动调平或加热手动调平模式时,一定要戴上耐高温手套。
(3) 在Luban 上重置打印参数。
a. 将热床粘附类型设置为单层粘附。单层粘附可以有效地提高首层的粘附力。另外,你可以增加走线数,以提高粘附力。
b. 降低起始层打印速度。
c. 增加起始层高。
d. 增加起始层走线宽度。
e. 根据每种耗材的要求,设置合适的热床温度。
f. 为模型设置合适的方向和角度,使其与打印板的接触面积最大化。
(4) 清洁打印板,确保没有灰尘、固化的耗材、胶带或其他异物。
(5) 清洁喷嘴孔,确保没有堵塞和异物。
(6) 干燥受潮的耗材或购买新的耗材。
(7) 使用空调、外罩或加热器提高环境温度。
(8) 如果粘附力仍然不佳,在打印前用遮蔽胶带或固体胶水涂覆热床。
2 翘曲
可能的原因
- 首层未粘附在打印板上。
- 你使用的耗材具有很高的收缩率,在打印过程中容易出现翘曲现象。
- 环境温度太低。
解决方案
(1) 请参阅 1 首层未粘附。
(2) 如果你使用 ABS,这里有一个视频教程,指导你如何使用 ABS 耗材进行 3D 打印。或者,你可以更换具有低收
缩率的耗材,如 PLA 和 PETG。
(3) 使用空调、外罩或加热器提高 3D 打印机周围的环境温度。
3 执行头撞上热床
可能的原因
- Y 轴组装不正确。
- X 轴组装不正确。
- 3D 打印模组组装不正确。
- 支撑平台是倒过来组装的。
- 接近开关接线磨损。
- 接近开关发生故障。
解决方案
(1) 检查Y 轴是否完全安装在底板的凹槽上。如果未完全安装,请将Y 轴直接放入凹槽中。
(2) 检查用于固定X 轴与Z 轴滑块的螺丝是否安装在正确的孔中。
(3) 检查用于固定 3D 打印模组的螺丝是否安装在正确的孔中。
(4) 检查支撑平台是否正确安装(请参阅 2.2 检查支撑平台)。如果未正确安装,请重新组装支撑平台。
(5) 如果问题仍然存在,请通过 support@snapmaker.com 与我们联系。
4 耗材不出来
可能的原因
- 喷嘴被堵塞。
- 耗材的质量不佳,例如存在杂质或直径不一致等。
- 3D 打印机不支持该耗材。
- 齿轮发生故障。
- 热端发生故障。
解决方案
(1) 如果喷嘴被堵塞,请参阅 5.2.4 检查喷嘴。
(2) 改用高质量的耗材。
(3) 你的 3D 打印机支持 PLA、ABS、PETG、TPU、Wooded PLA 等。请检查 Snapmaker 2.0 3D 打印机是否支持该耗材。如果不支持,请改用支持的耗材。
(4) 打开 3D 打印模组,检查齿轮是否可以转动。如果齿轮可以正常转动,请更换热端;如果不能正常转动,请通过 support@snapmaker.com 与我们联系。
(5) 如同步骤 4 一样,更换热端。如果问题仍然存在,请与我们联系,我们的联系方式是 support@snapmaker.com。
5 喷嘴上的斑点
可能的原因
- 首层未粘附在打印板上。
- 耗材的质量不佳,例如存在杂质或直径不一致等。
解决方案
首先,将喷嘴加热到 230℃ (446 ℉ ),用包装随附的备用热端更换热端。
(1) 请参阅 1 首层未粘附。
(2) 改用高质量的耗材。如果问题仍然存在,请与我们联系,我们的联系方式是 support@snapmaker.com。