1 3D 打印工作流程
预先检查
⇩
调平热床
⇩
装料
⇩
装备 G 代码文件
⇩
传输 G 代码文件
⇩
开始打印
⇩
取下打印品
![]() 打印前,应彻底检查 3D 打印机和耗材(请参阅 5.2 打印前)。
打印前,应彻底检查 3D 打印机和耗材(请参阅 5.2 打印前)。
2 调平热床
调平模式
有四种调平模式可用于校准热床――自动调平、手动调平、加热自动调平和加热手动调平。通常情况下,首选自动调平或手动调平。如果首层不能粘附在热床上,请尝试加热自动调平或加热手动调平,以提高首层的粘附力。
要在触控屏上切换模式,请点击设置 > 3D 打印 > 自动调平或加热调平。
![]() 使用加热调平模式时,请勿徒手触摸热床。
使用加热调平模式时,请勿徒手触摸热床。
自动调平
(1)打开 3D 打印机。

(2)阅读说明书。在触控屏上,向左滑动以点击校准。阅读屏幕上关于如何调平热床的说明,然后点击开始运行自动调平。
(3)开始校准。3D 打印模组有一个内置的距离传感器,可在特定点测量喷嘴和打印板之间的距离。如果打印板不平整,3D 打印模组将自动调整其运动,使喷嘴和打印板在打印过程中保持最佳距离。
你只需要手动校准最后一个点:
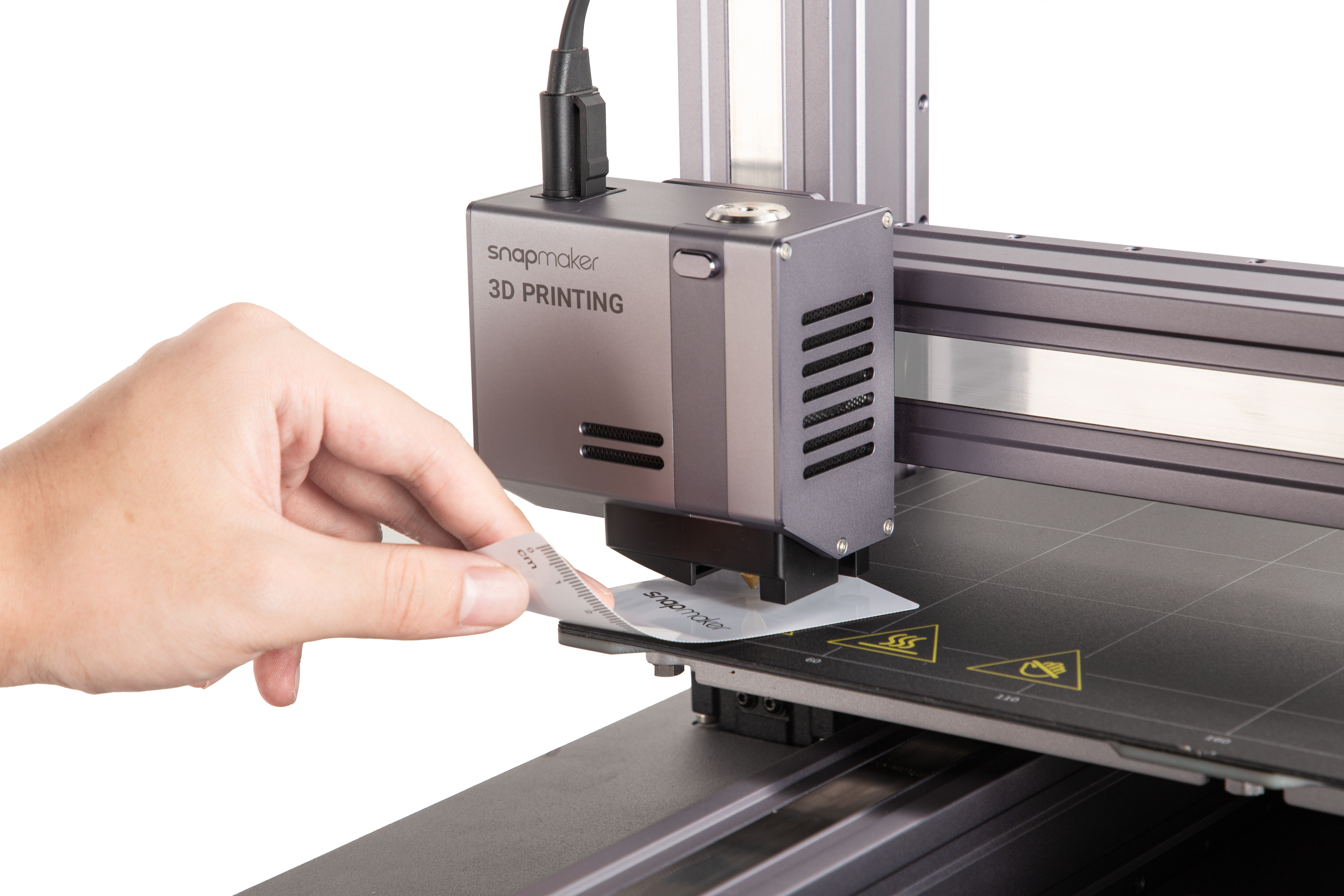
a. 将校准卡片或一张纸放在喷嘴和打印板之间。
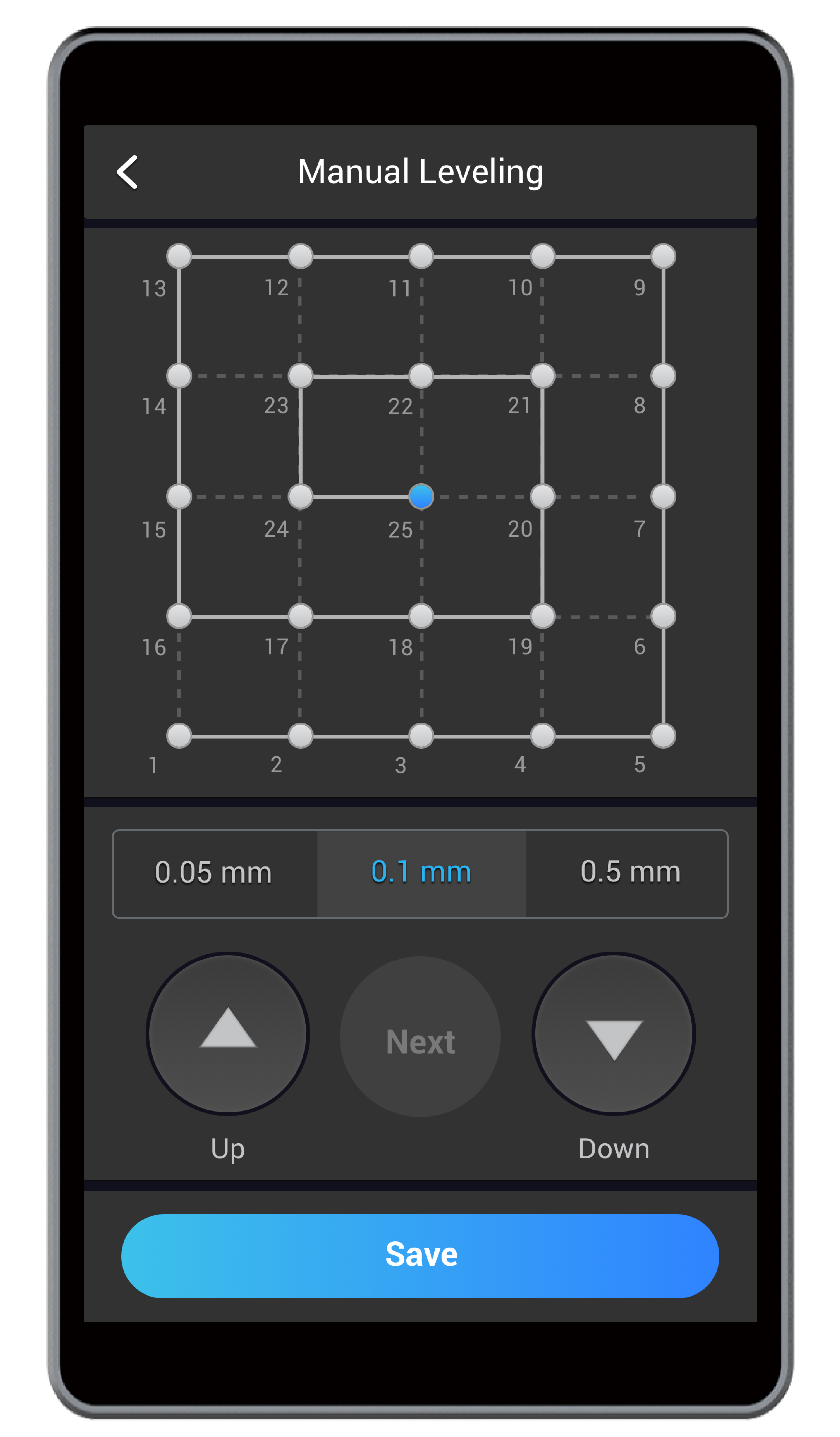
b. 对最后一个点进行微调。选择每次行程的偏移量(05 mm、0.1 mm 或 0.5 mm)。通过点击上升和下降不断调整喷嘴的高度,直到拔出校准卡片时感到轻微阻力,并且向前推时卡片会起皱。点击保存以保存校准设置。

手动调平
(1) 打开 3D 打印机。
(2) 阅读说明书。在触控屏上,向左滑动以点击校准。阅读屏幕上关于如何调平热床的说明,然后点击开始运行手动调平。
(3) 校准第一个点。将校准卡片或一张纸放在喷嘴和打印板之间。
 (4) 对第一个点进行微调。选择每次行程的偏移量(05 mm、0.1 mm 或 0.5 mm)。通过点击上升和下降不断调整喷嘴的高度,直到拔出校准卡片时感到轻微阻力,并且向前推时卡片会起皱。点击下一步以校准下一个点。
(4) 对第一个点进行微调。选择每次行程的偏移量(05 mm、0.1 mm 或 0.5 mm)。通过点击上升和下降不断调整喷嘴的高度,直到拔出校准卡片时感到轻微阻力,并且向前推时卡片会起皱。点击下一步以校准下一个点。
 (5) 校准其余的点。一个接一个地重复前两个步骤,直到最后一个点。点击保存以保存校准设置。
(5) 校准其余的点。一个接一个地重复前两个步骤,直到最后一个点。点击保存以保存校准设置。
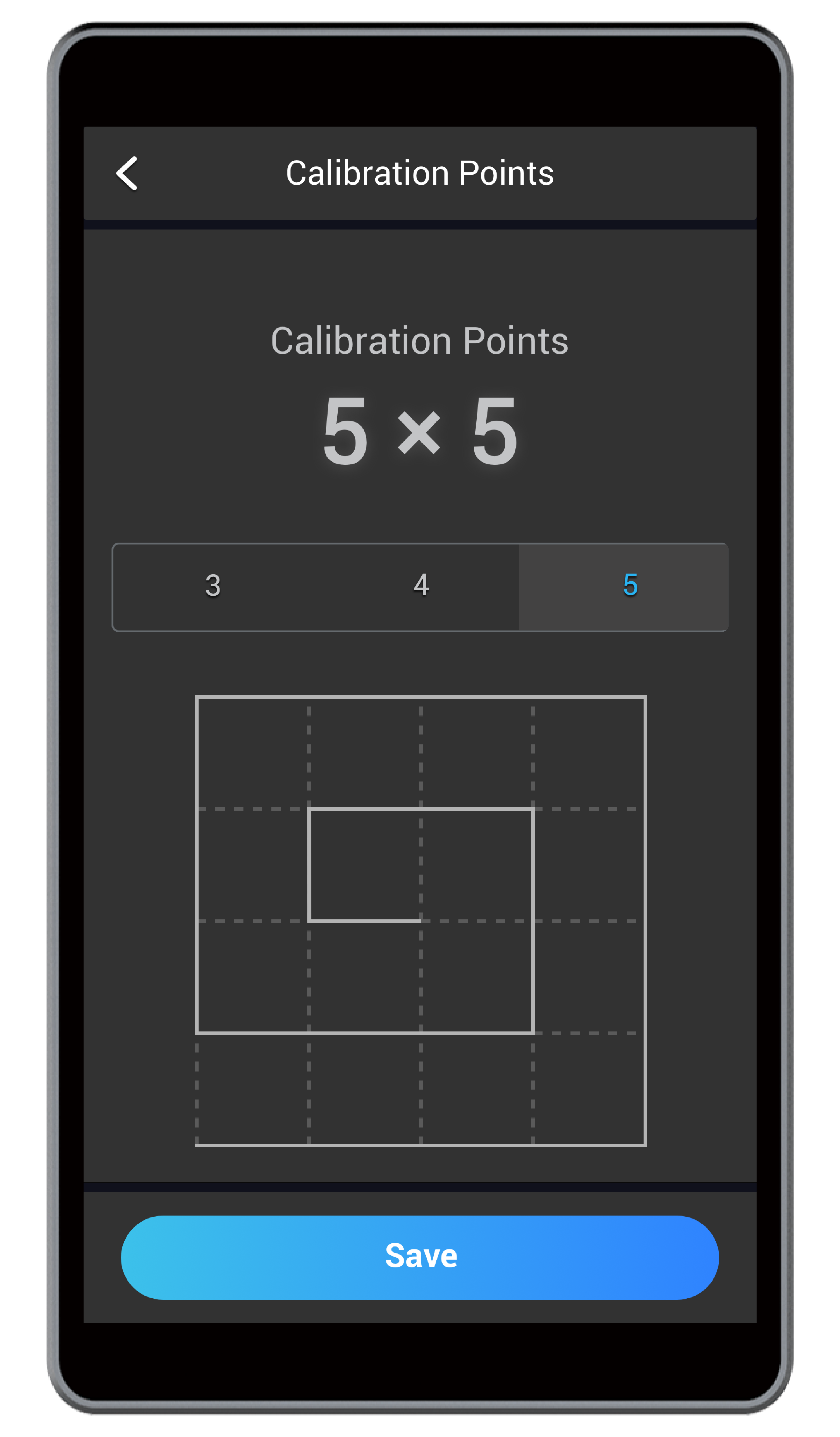
校准网格
你的 3D 打印机有三种类型的校准网格,分别由 9、16 或 25 个点组成。在每个点,距离传感器会探测热床的高度, 然后 3D 打印机记录数据。打印期间,3D 打印机将根据测量数据自动调整其运动,使喷嘴和打印板保持最佳距离。
3D 打印机探测的点越多,得到的数据就越精确,首层就越有可能粘附在热床上。要切换校准网格,在触控屏上点击设置 > 3D 打印 > 校准网格。
9 点式网格
这个网格是 2 × 2 的,有 9 个点。要应用它,请分别点击 3 和保存。
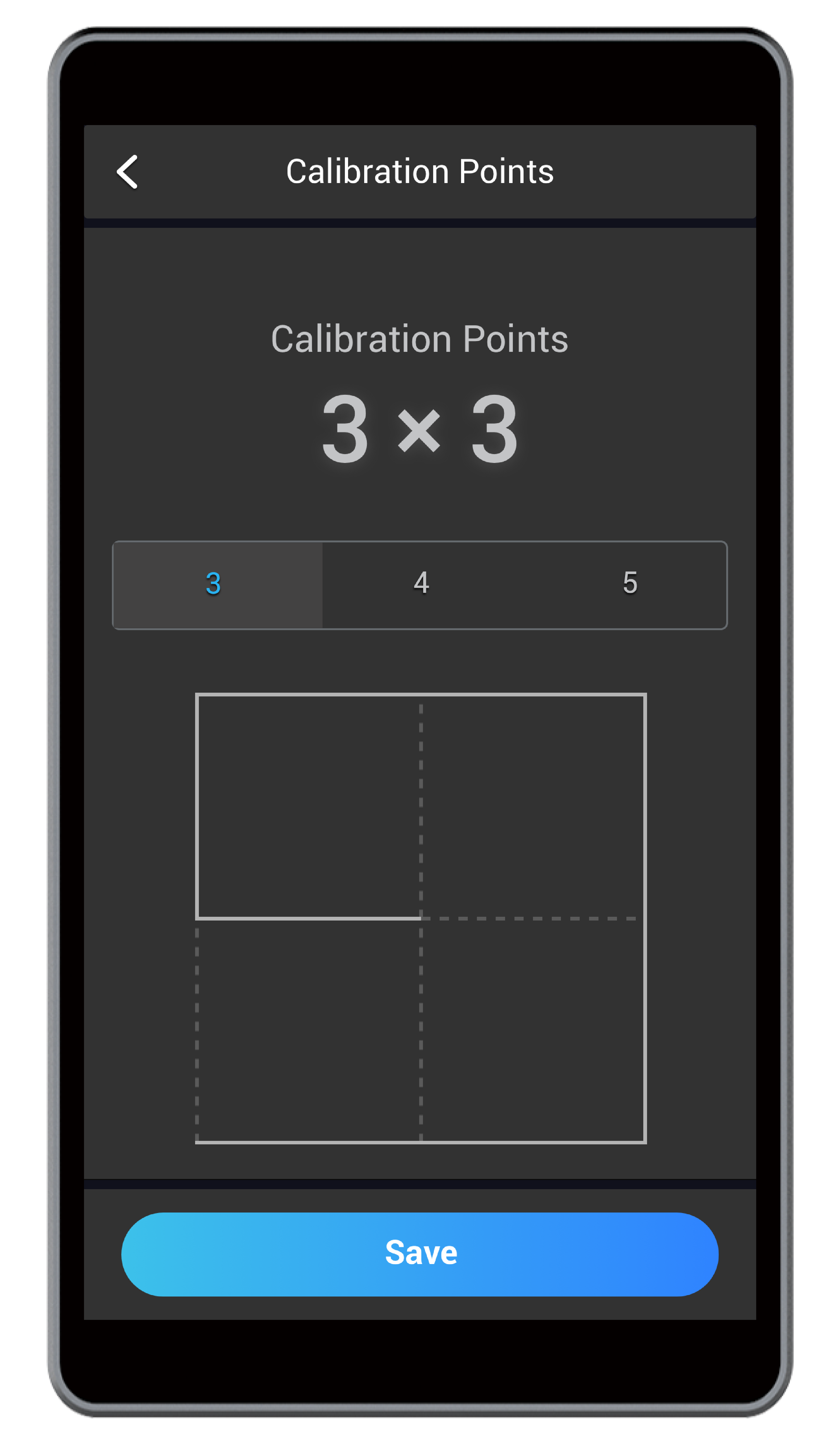
16 点式网格
这个网格是 3 × 3 的,有 16 个点。要应用它,请分别点击 4 和保存。
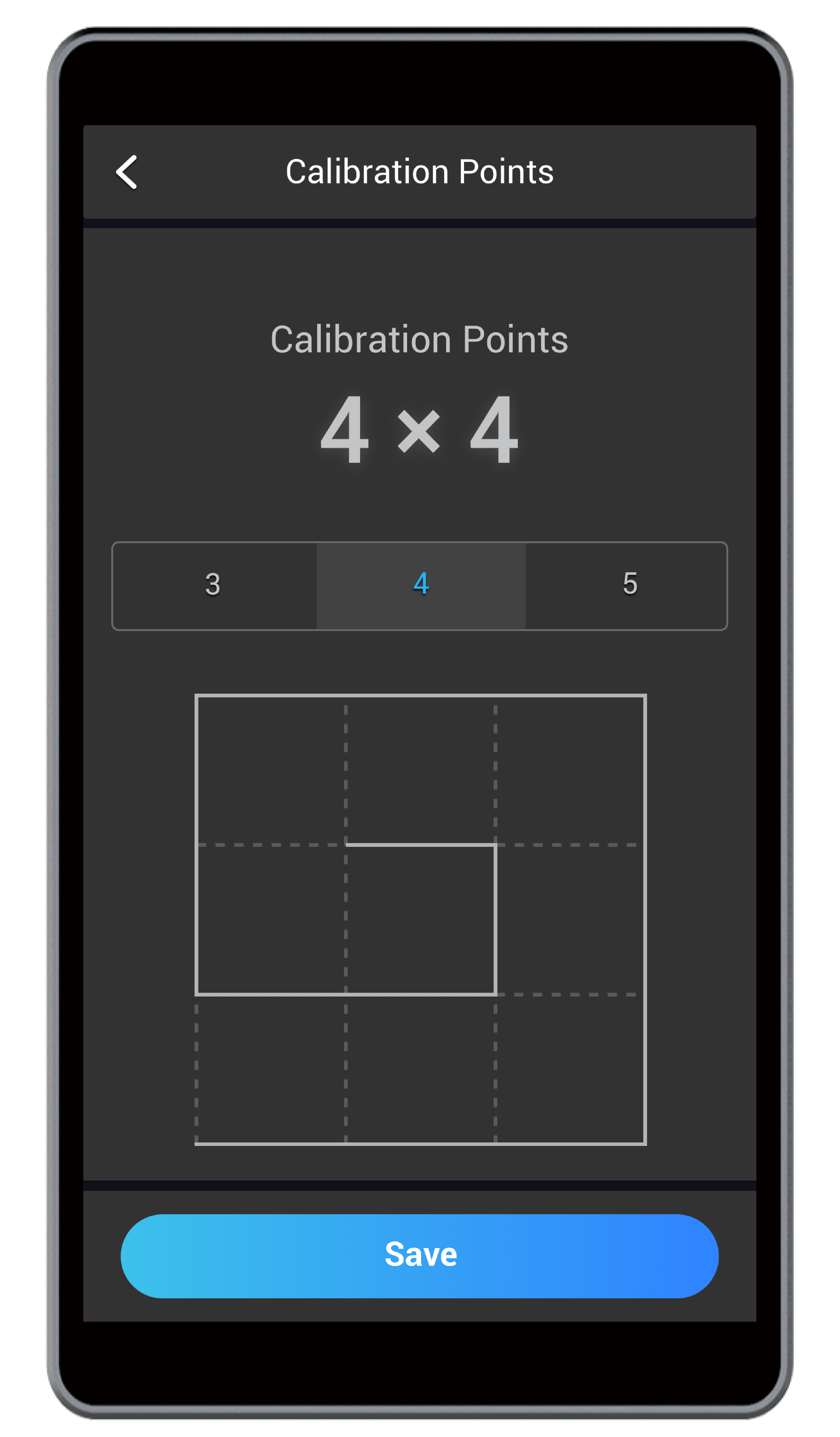
25 点式网格
这个网格是 4 × 4 的,有 25 个点。要应用它,请分别点击 5 和保存。
3 装料
你的 3D 打印机支持两种装料模式――自动装料和手动装料,退料也是如此。要自动装料,请加热喷嘴,然后在触控屏上点击进料。要手动装料,请加热喷嘴,然后用手挤出耗材。
自动装料
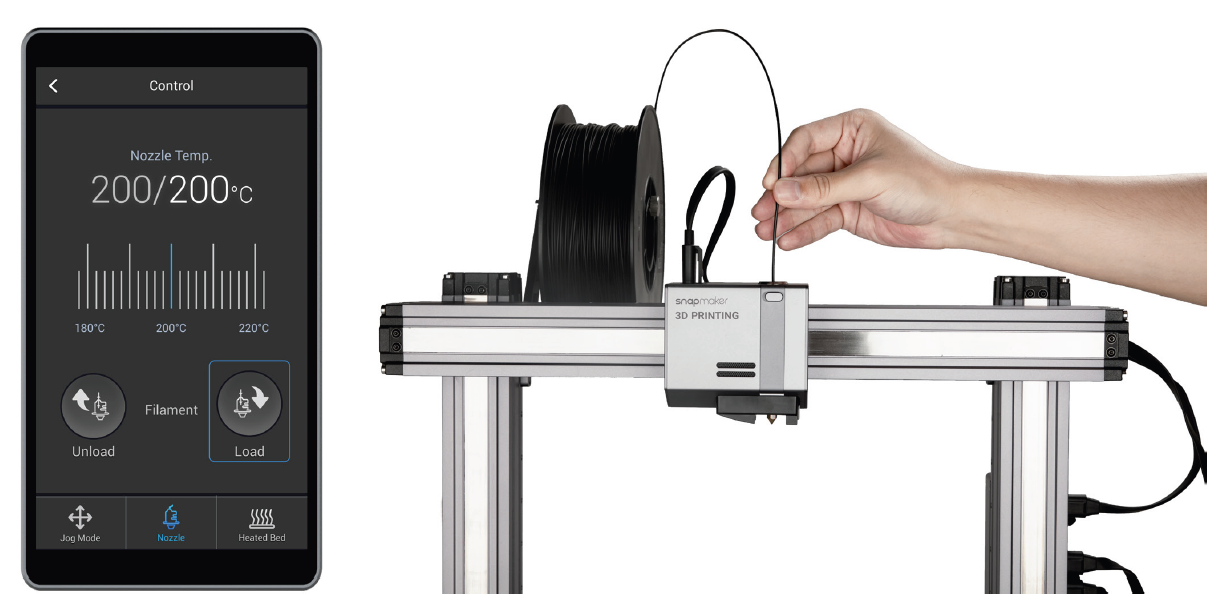
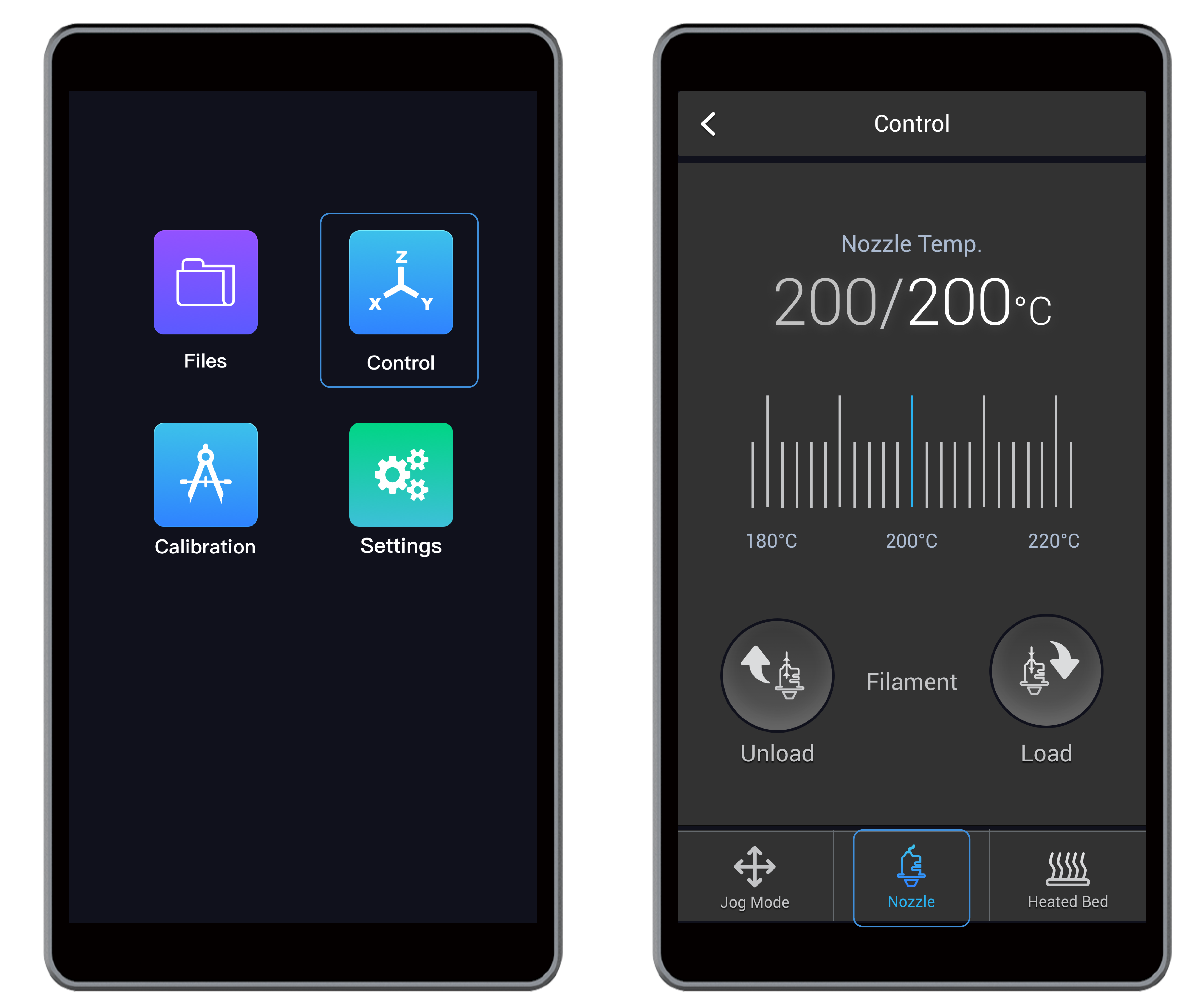
(1) 加热喷嘴。在应用列表中,依次点击控制 > 喷嘴。向左或向右滑动标尺,设置目标喷嘴温度,使加热块能够熔化耗材。
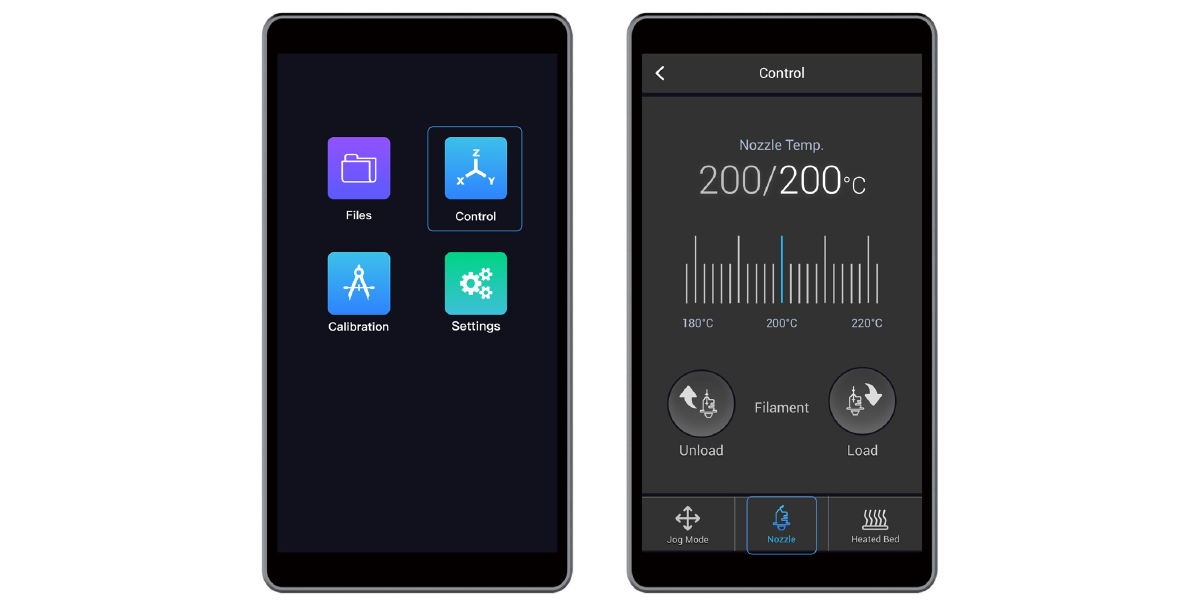
![]() 默认情况下,喷嘴将被加热到 200℃ (392 ℉ )。只有当喷嘴被加热到预设温度左右,即 175℃ (347 ℉) 或更高时,进料或退料按钮才可用。
默认情况下,喷嘴将被加热到 200℃ (392 ℉ )。只有当喷嘴被加热到预设温度左右,即 175℃ (347 ℉) 或更高时,进料或退料按钮才可用。
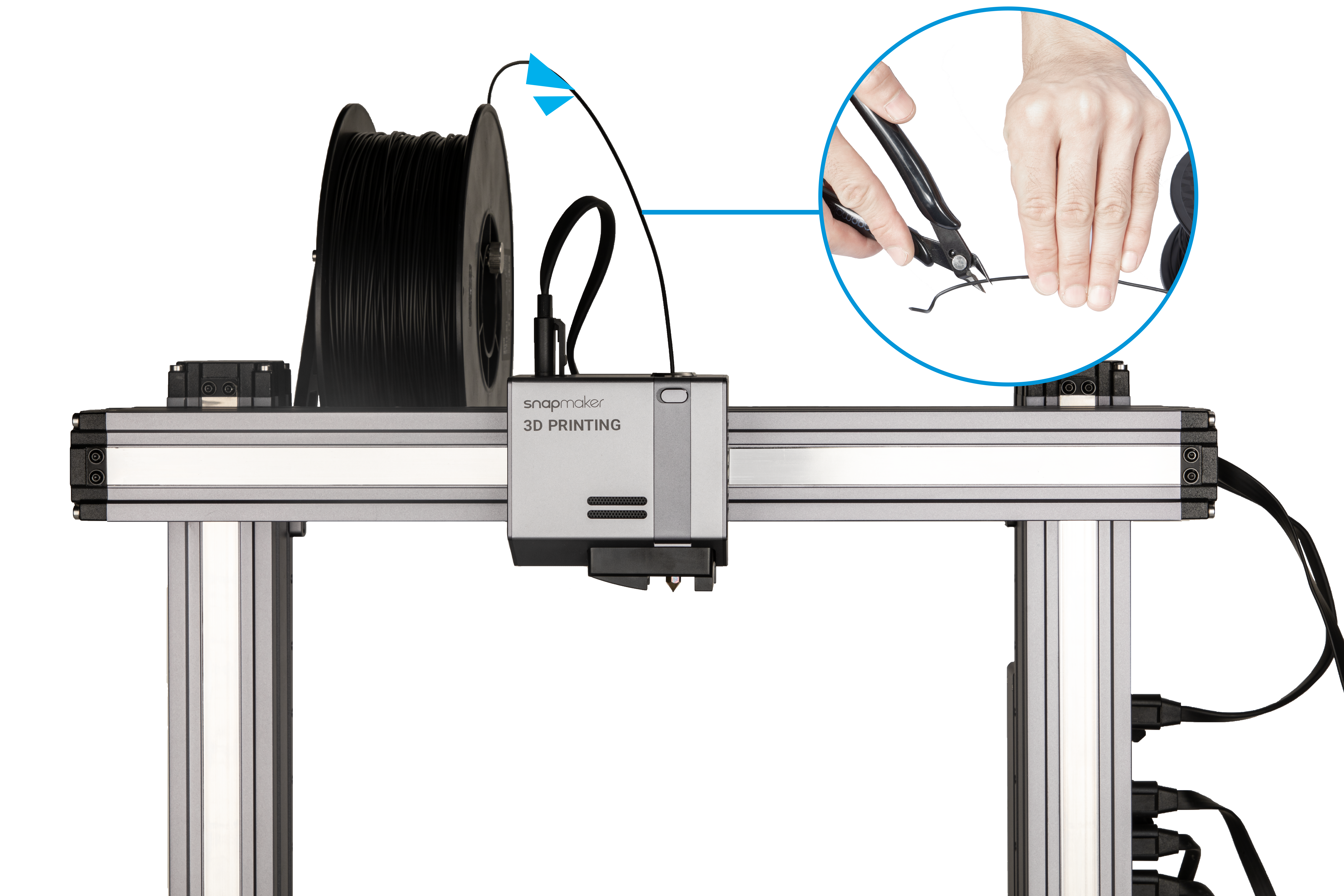
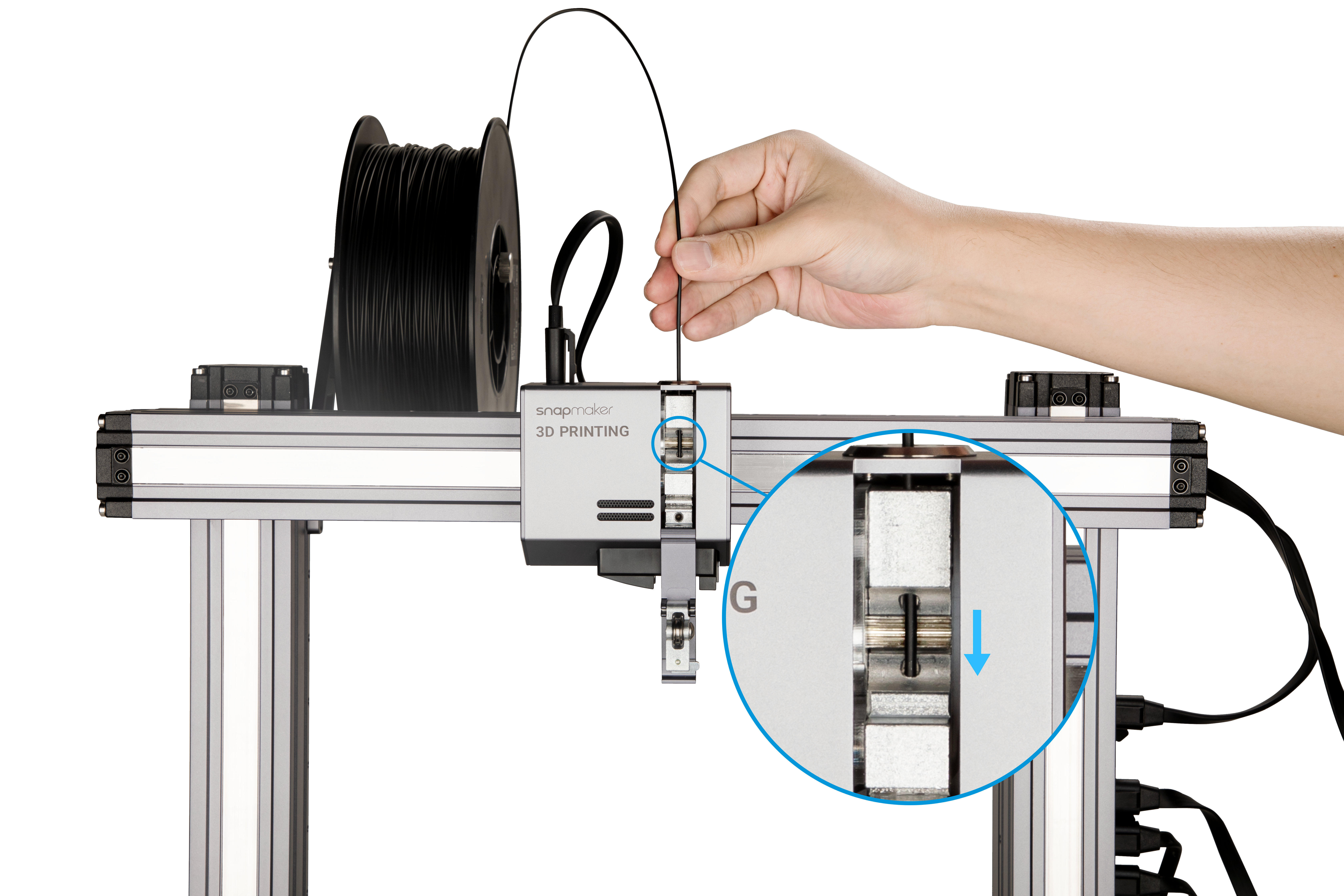
(2) 插入耗材。在加热过程中,将耗材挂在料架上。用斜口钳剪断耗材的弯曲端,并将其插入 3D 打印模组。
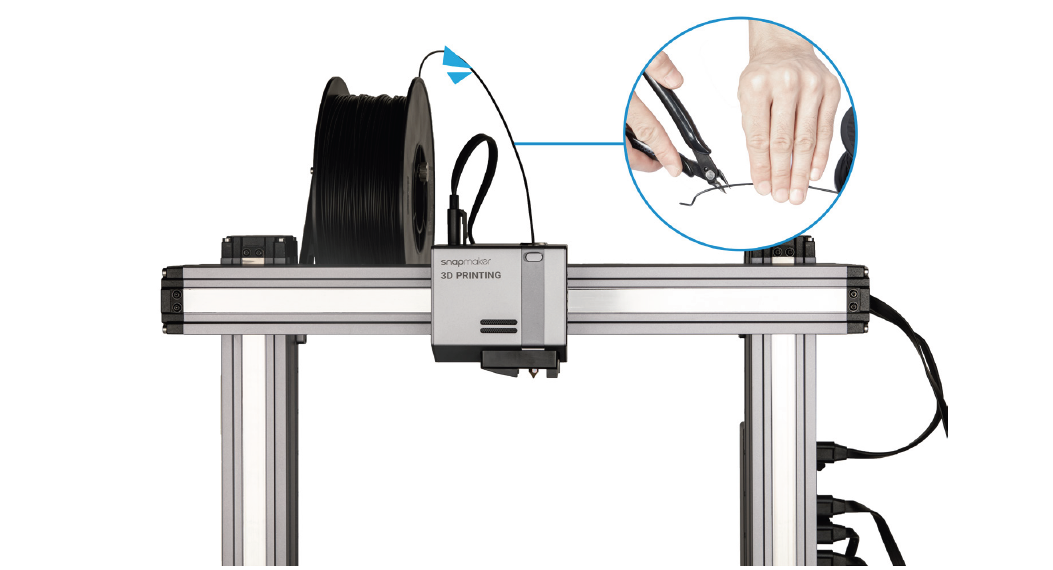
![]() 如果 3D 打印模组已插入耗材,请将喷嘴加热到 200℃ (392 ℉ ),然后点击退料,在插入新的耗材之前拔出旧的耗材。
如果 3D 打印模组已插入耗材,请将喷嘴加热到 200℃ (392 ℉ ),然后点击退料,在插入新的耗材之前拔出旧的耗材。
(3) 装料。在喷嘴达到目标温度后,点击进料,然后轻轻穿入耗材,直到感觉到齿轮驱动耗材进入。
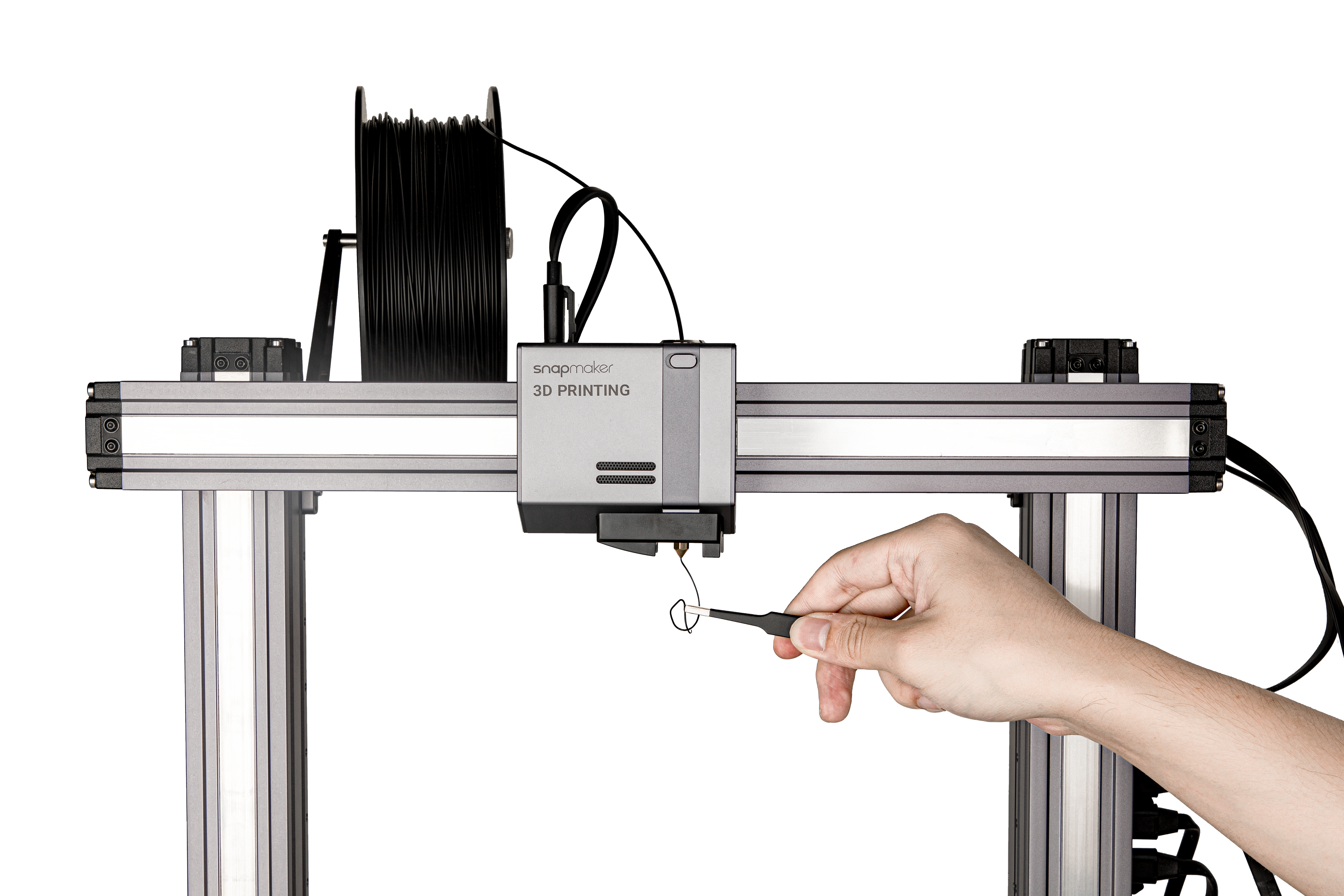
(4) 用镊子清洁喷嘴。
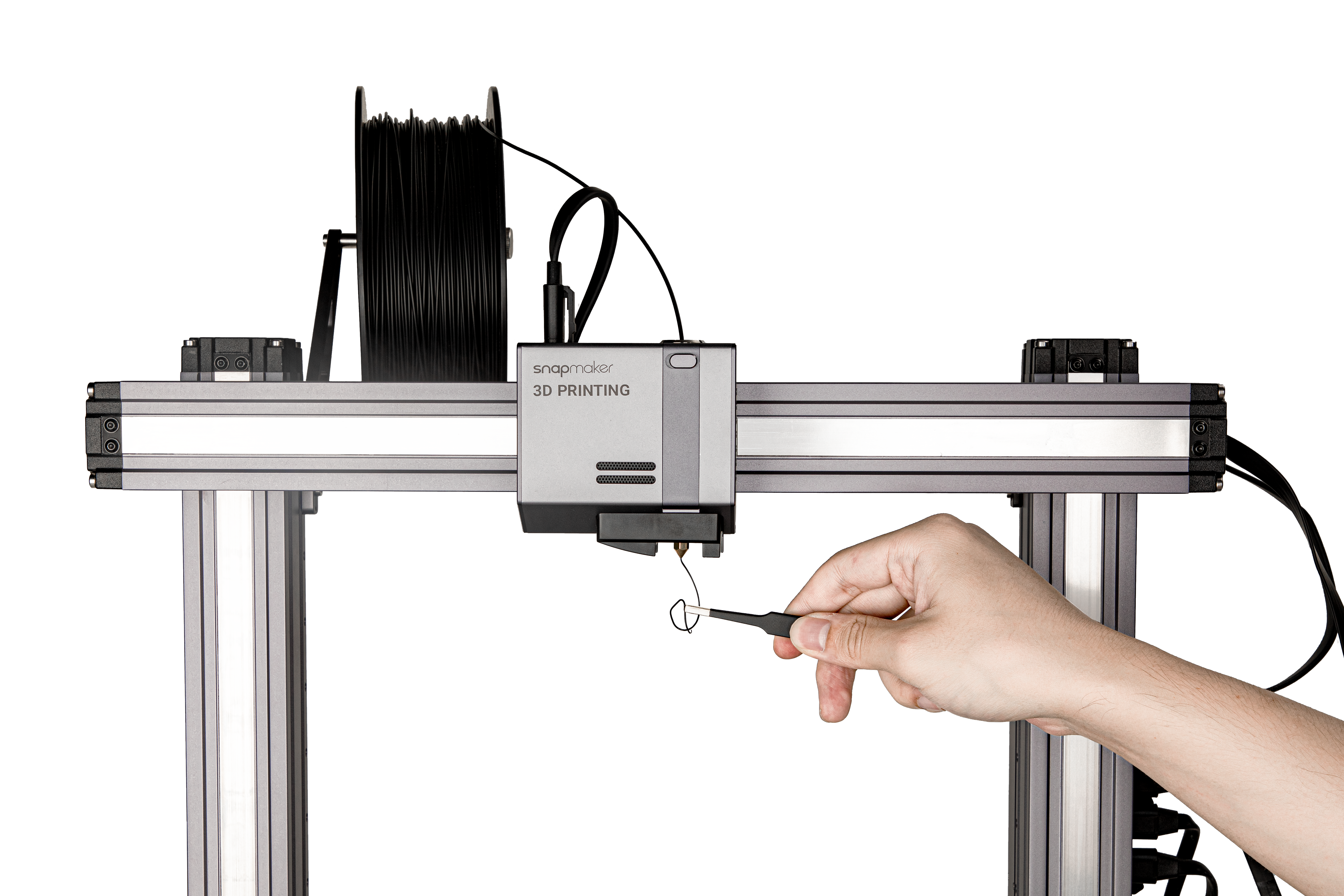
![]() 请勿徒手触摸高温喷嘴。
请勿徒手触摸高温喷嘴。
手动装料
(1) 加热喷嘴。在应用列表中,依次点击控制 > 喷嘴。向左或向右滑动标尺,设置目标喷嘴温度,使加热块能够熔化耗材。
(2) 插入耗材。在加热过程中,将耗材挂在料架上。用斜口钳剪断耗材的弯曲端,并将其插入 3D 打印模组。
![]() 如果 3D 打印模组已插入耗材,请将喷嘴加热到 200℃ (392 ℉ ),然后点击退料,在插入新的耗材之前拔出旧的耗材。
如果 3D 打印模组已插入耗材,请将喷嘴加热到 200℃ (392 ℉ ),然后点击退料,在插入新的耗材之前拔出旧的耗材。
(3) 打开 3D 打印模组。向内按滑动按钮,然后向左推,打开 3D 打印模组。
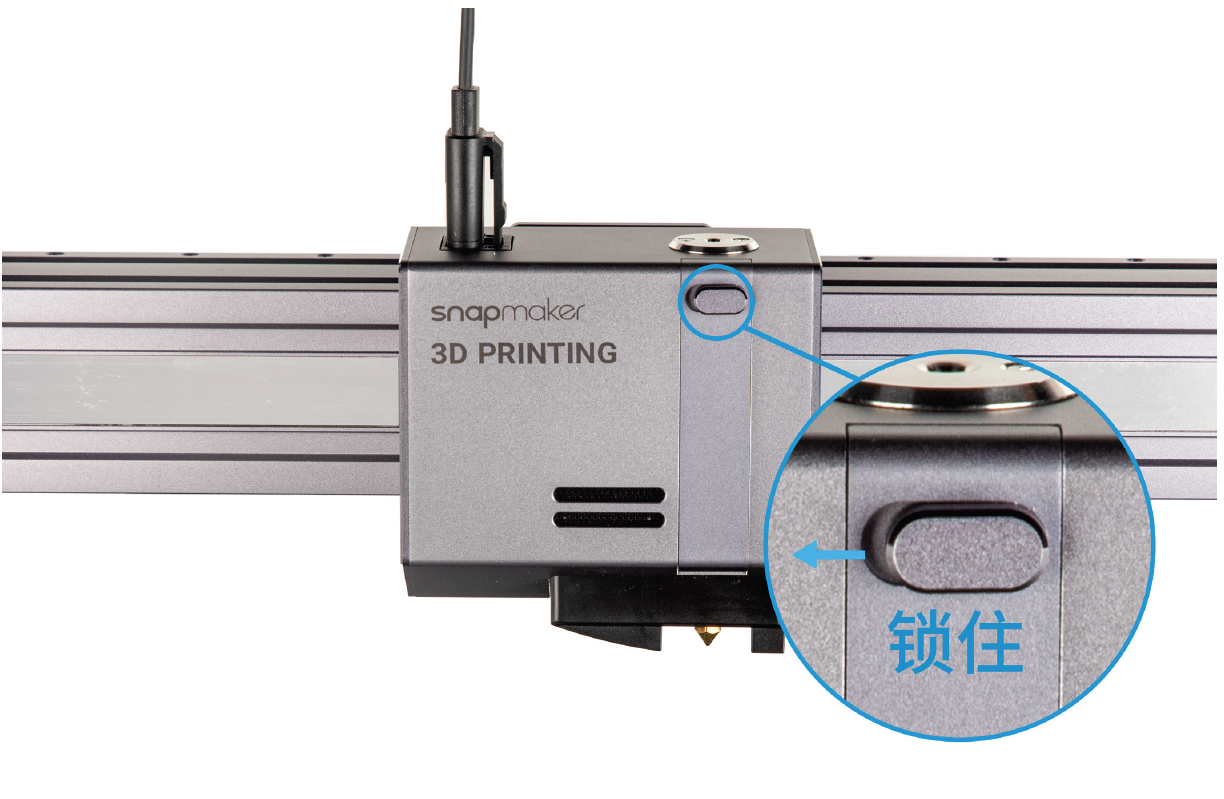
![]() 操作滑动按钮时,请勿徒手触摸高温喷嘴。
操作滑动按钮时,请勿徒手触摸高温喷嘴。
(4) 手动挤出耗材。在喷嘴达到目标温度后,顺着导孔向下挤压耗材,直到未固化的耗材从喷嘴挤出。向内按滑动按钮,然后向右推,关闭 3D 打印模组。
(5) 用镊子清洁喷嘴。
4 准备 G 代码文件
准备模型文件
在Luban 上生成G 代码文件之前,你应该准备一个模型文件。以下是准备模型文件的几个选项:
- 使用Luban 的案例库中提供的模型。
- 使用 3D 建模软件(如 SketchUp 和Fusion 360)设计 3D 模型。
- 访问 com 和 myminifactory.com 等网站在线下载免费和高质量的 3D 模型。
- 使用 3D 扫描仪对各种实物的模型进行 3D 扫描。
提醒一下,Luban 支持以下用于 3D 打印的设计文件格式:.stl、.obj,更多格式有待添加。
生成 G 代码文件
打开Luban,按照 Snapmaker 2.0 快速入门指南生成G 代码文件。
5 传输文件并开始打印
你可以将G 代码文件传输到触控屏或保存在Luban 上进行打印。
使用 Wi-Fi 在触控屏上开始打印
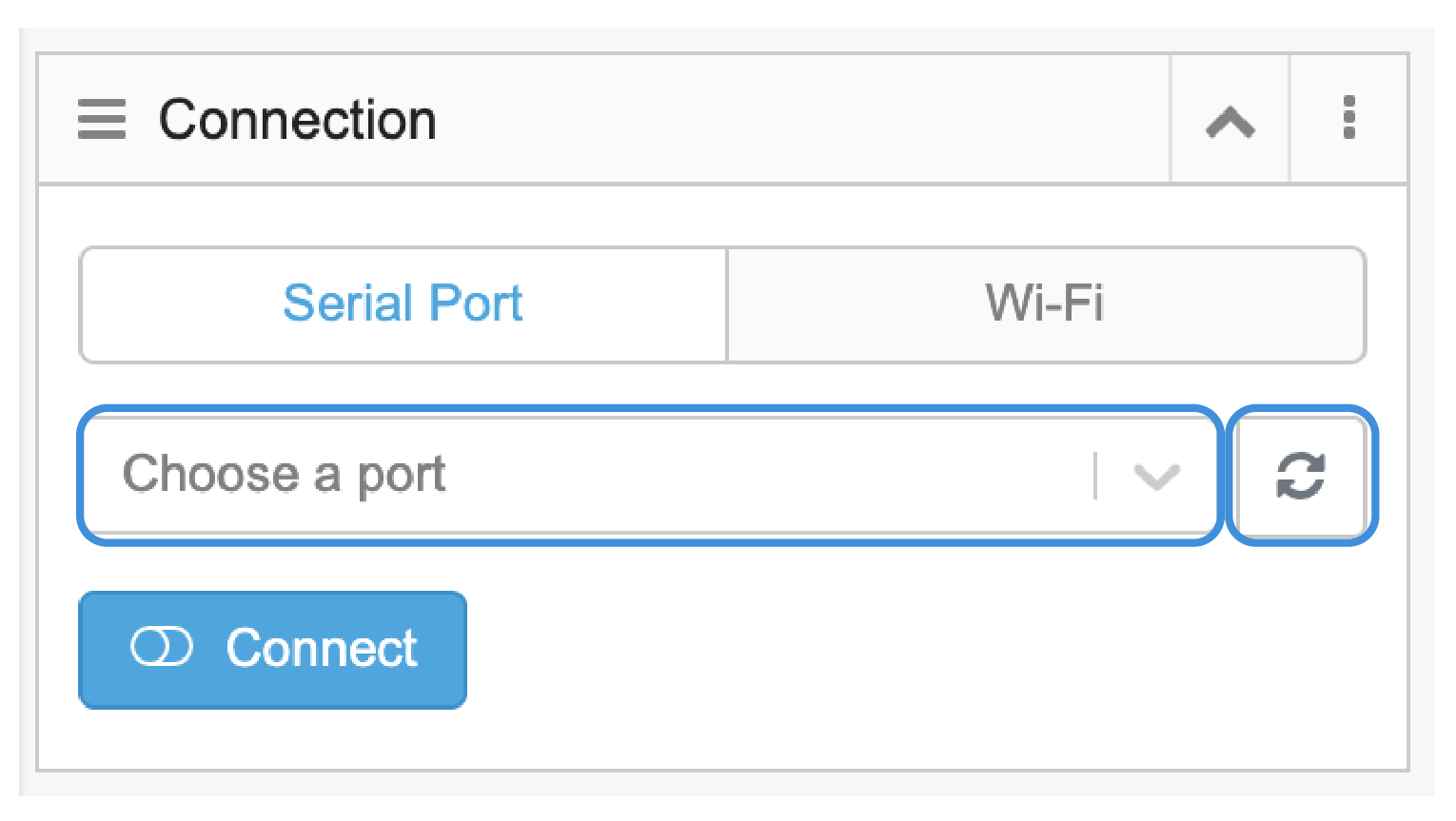
(1) 在Luban 上,点击工作区。在连接面板中,依次点击连接 Wi-Fi > 刷新 ![]() > 在下拉列表中选择你的 3D 打印机 > 将 Luban 连接到你的 3D 打印机。
> 在下拉列表中选择你的 3D 打印机 > 将 Luban 连接到你的 3D 打印机。
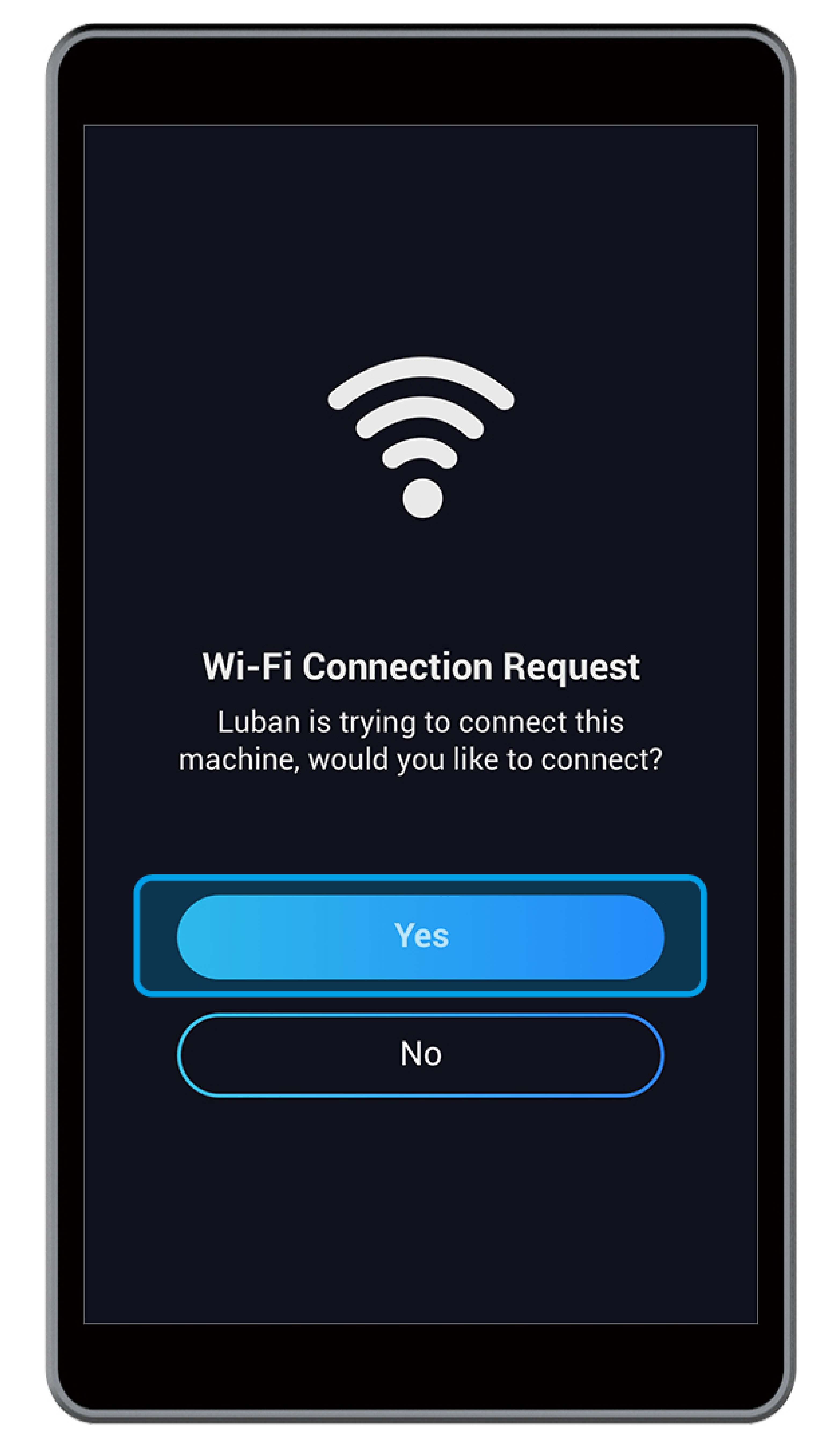
(2) 在触控屏上,点击是以授予 Wi-Fi 连接权限。
(3) 在工作区中,点击通过 Wi-Fi 发送到设备。
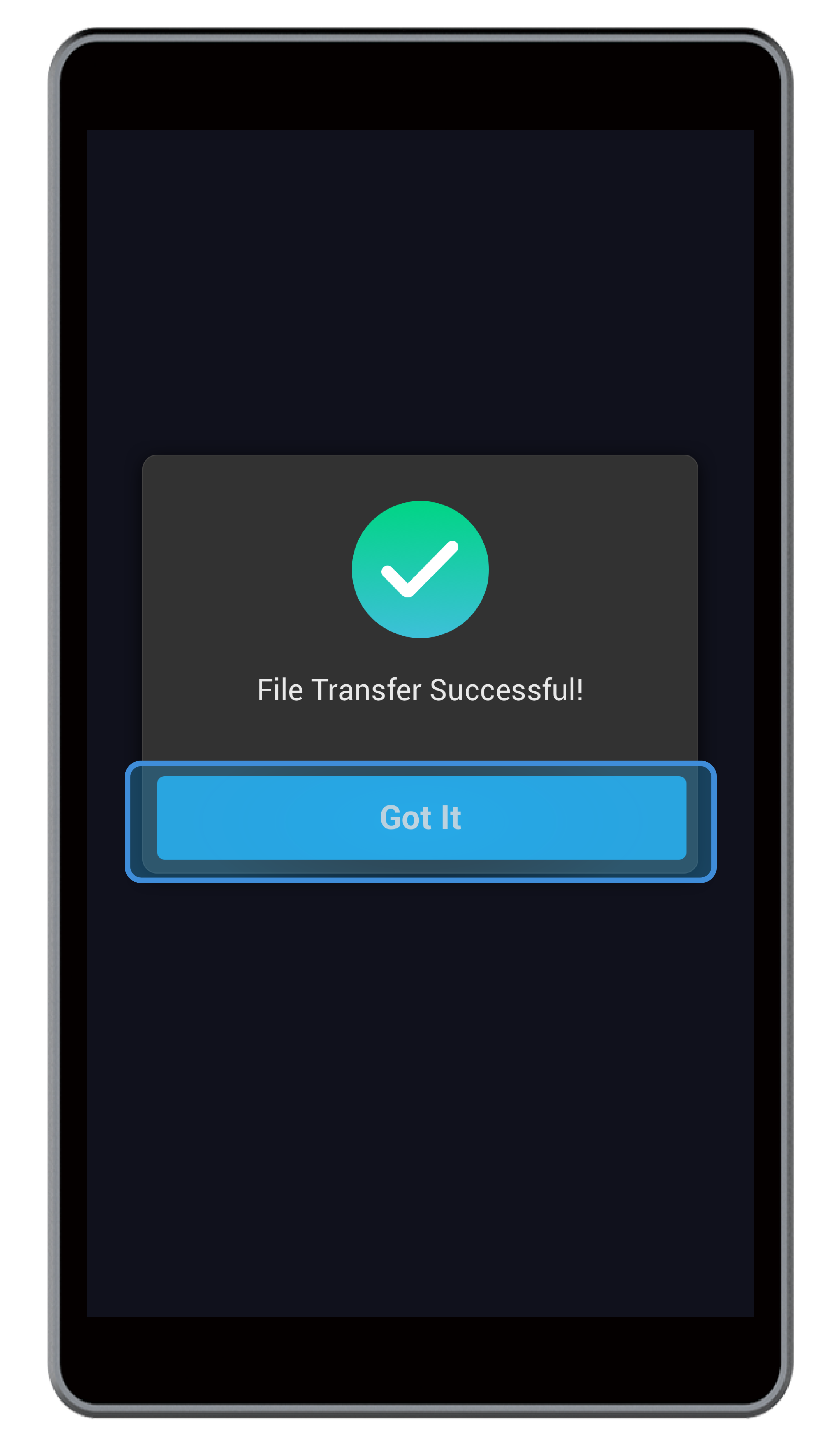
(4) 在触控屏上,点击确认以接收G 代码文件。
(5) 在触控屏上,通过依次点击文件 > 本地以找到G 代码文件。预览该文件,检查打印设置,并点击开始以开始打印。
![]() 如果首层未粘附在打印板上,停止打印并查看 6.1 首层未粘附。
如果首层未粘附在打印板上,停止打印并查看 6.1 首层未粘附。
在打印过程中,你可以通过在打印屏幕上向左滑动来重新调整设置。
使用 U 盘在触控屏上开始打印
(1) 在 3D 打印G 代码生成器中,点击把 G 代码导出到文件(.gcode 格式),并将其保存至U 盘中。
(2) 将U 盘插入到 3D 打印机的控制器。

(3) 在触控屏上,通过依次点击文件 > U 盘 以找到G 代码文件。预览该文件,检查打印设置,并点击开始以开始打印。
![]() 如果首层未粘附在打印板上,停止打印并查看 6.1 首层未粘附。
如果首层未粘附在打印板上,停止打印并查看 6.1 首层未粘附。
在打印过程中,你可以通过在打印屏幕上向左滑动来重新调整设置。
使用工作区在 Luban 上开始打印
(1) 在 3D 打印G 代码生成器中,通过点击将 G 代码加载到工作区,将生成的G 代码文件加载到工作区。
(2) 在工作区中,转到连接面板。依次点击 Wi-Fi > 刷新 ![]() > 在下拉列表中选择你的 3D 打印机> 将Luban 连接到你的3D 打印机。
> 在下拉列表中选择你的 3D 打印机> 将Luban 连接到你的3D 打印机。
(3) 连接后,点击工作区中的运行按钮 ![]() 以开始打印。
以开始打印。
![]() 如果 Wi-Fi 在打印过程中断开,触控屏将提示你继续或停止打印。要继续打印,请忽略提示;要停止打印,请点击确认。
如果 Wi-Fi 在打印过程中断开,触控屏将提示你继续或停止打印。要继续打印,请忽略提示;要停止打印,请点击确认。
使用 USB 线在 Luban 上开始打印
(1) 在 3D 打印G 代码生成器中,通过点击将 G 代码加载到工作区,将生成的G 代码文件加载到工作区。
(2) 将 USB 线的一端插入计算机,另一端插入 3D 打印机的控制器。
(3) 在Luban 上,点击工作区。在连接面板中,依次点击串行端口 > 刷新 ![]() > 在下拉列表中选择你的 3D 打印机 > 将 Luban 连接到你的 3D 打印机。
> 在下拉列表中选择你的 3D 打印机 > 将 Luban 连接到你的 3D 打印机。
![]() 如果你找不到端口,请拔掉 USB 线,再试一次。如果是初次使用,你需要从 snapmaker.com/ product/snapmaker-2/downloads 下载并安装驱动程序。
如果你找不到端口,请拔掉 USB 线,再试一次。如果是初次使用,你需要从 snapmaker.com/ product/snapmaker-2/downloads 下载并安装驱动程序。
(4) 连接后,Luban 会提示你选择机器型号和执行头。选择并点击选择以保存设置。
(5) 现在,你可以通过点击运行按钮 ![]() 以开始打印。
以开始打印。
![]() 保持 USB 线的连接,直到打印工作完成。否则,打印工作将停止。
保持 USB 线的连接,直到打印工作完成。否则,打印工作将停止。
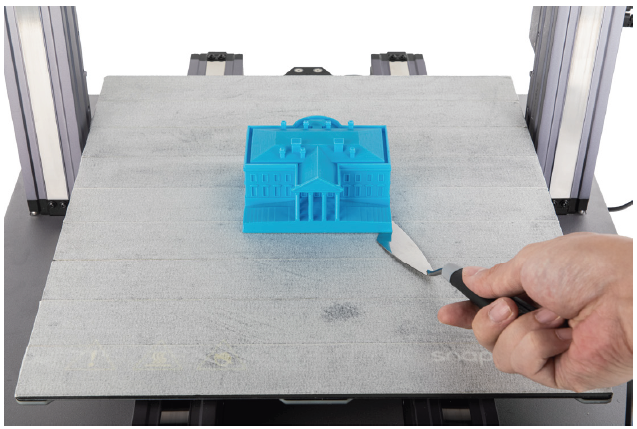
6 取下打印品
弯曲打印板
(1) 等待几分钟,直到喷嘴和热床冷却到触控屏所显示的环境温度。从热床中取出打印板,并稍微弯曲打印板,使打印边缘与打印板分离。

![]() 请勿过度弯曲打印板;否则,可能会影响首层的粘附力。
请勿过度弯曲打印板;否则,可能会影响首层的粘附力。
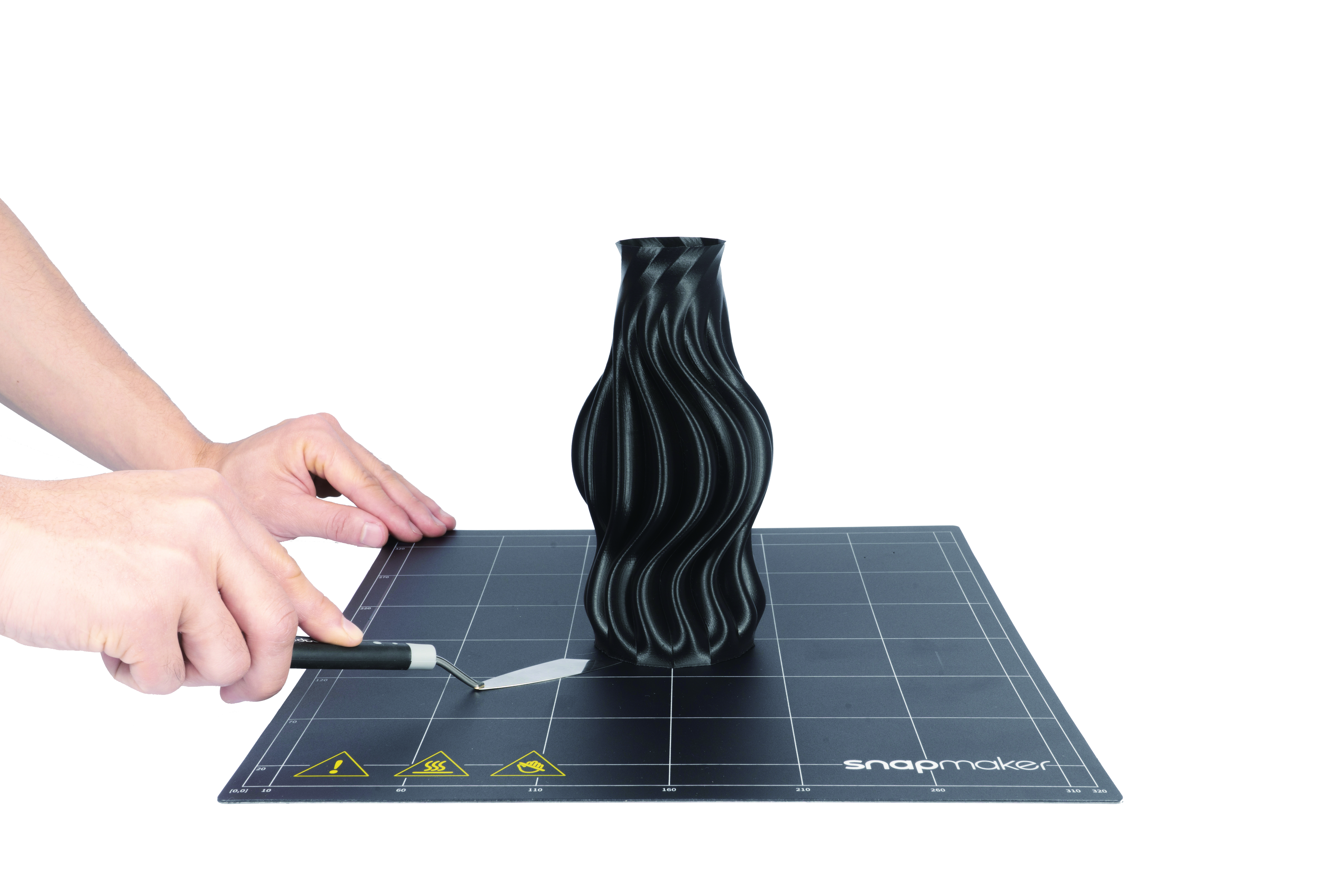
(2) 将打印板放在一个稳定而平整的工作台上。用打印品的锋利边缘轻轻地刮擦打印品。
粘住打印板
要轻松取下打印品,你可以在打印前用胶带粘住打印板。
(1) 用酒精清洁打印板表面。

(2) 使用耐高温的胶带(≥ 1 mm) 粘住打印板。使用平刃对胶带施压,以消除下方的气泡。
(3) 修剪胶带,使其适合打印板边缘。

(4) 粘住整个打印板。确保所有胶带的两侧紧密贴合,没有任何间隙。
(5) 由于打印将在胶带上进行,因此在打印前应重新校准热床。

(6) 打印工作完成后,等待热床冷却。用铲刀轻轻地将打印品从胶带上刮下来。打印板上的胶带可用于下一次打印工作。
取下支撑结构
有些 3D 打印在没有支撑结构的情况下也能顺利完成,但有些打印确实需要支撑结构。如果你在G 代码文件中添加支撑结构,以下提示可能会有所帮助。
设置合适的支撑结构
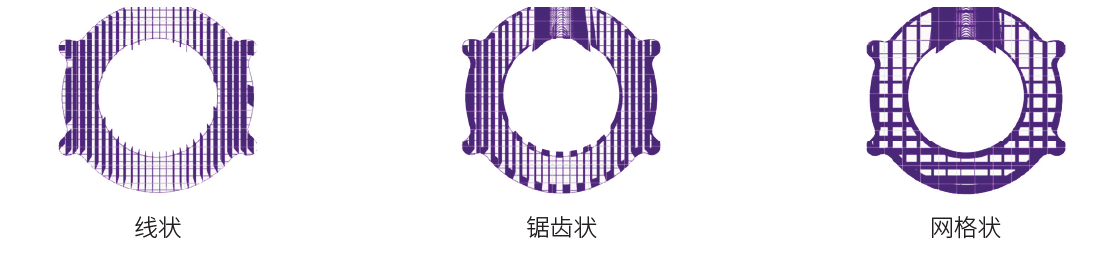
Luban 有三种类型的支撑结构――线状、锯齿状和网格状。生成支撑结构可以防止悬垂的模型零部件在打印过程中折叠。设置合适的支撑图案及其相关参数将有助于取下支撑结构。
一般来说,线状是最容易取下的图案,而网格状是最难取下的图案。线状通常用于悬垂物较少的打印品,只需要轻微的支撑。网格状适用于悬垂物较多的打印品,如果没有底盘的任何支撑,此类打印品在未固化的耗材被挤出的瞬间就会折叠。
使用工具
一般来说,你应该总是缓慢而谨慎地取下支撑结构。
斜口钳
由 Snapmaker 提供。带有宽钳口的斜口钳通常用于切断外部零部件,但不太适合用于嵌入模型深处的零部件。

尖嘴钳
未提供。长而窄的尖嘴钳通常用于快速抓取零部件,但不太适合用于需要精确控制的零部件。

精密刀具
未提供。精密刀具通常用于切割需要精确控制的精细零部件。

取下残余的耗材
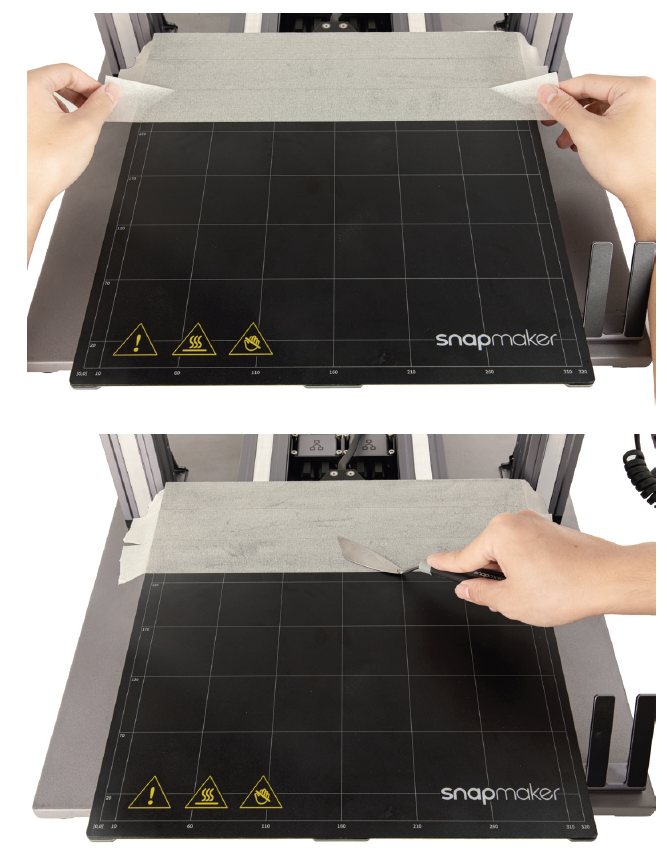
刮取前加热热床
为了便于取下固化的耗材,将热床加热到 70℃ (158 ℉ )。等待热床固化耗材,然后用铲刀的锋利边缘刮去残余的耗材。
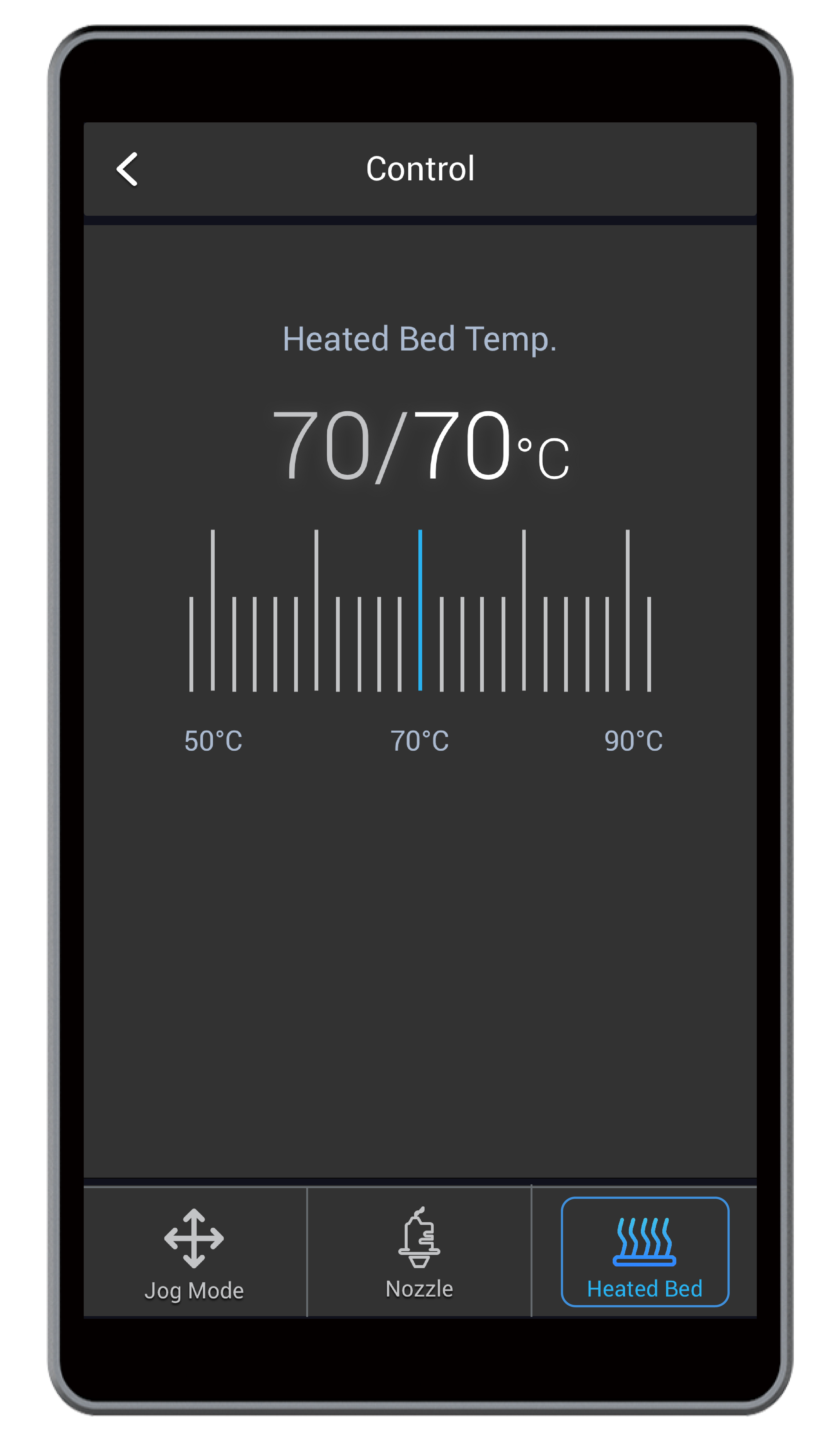
![]() 请勿徒手触摸热床。
请勿徒手触摸热床。
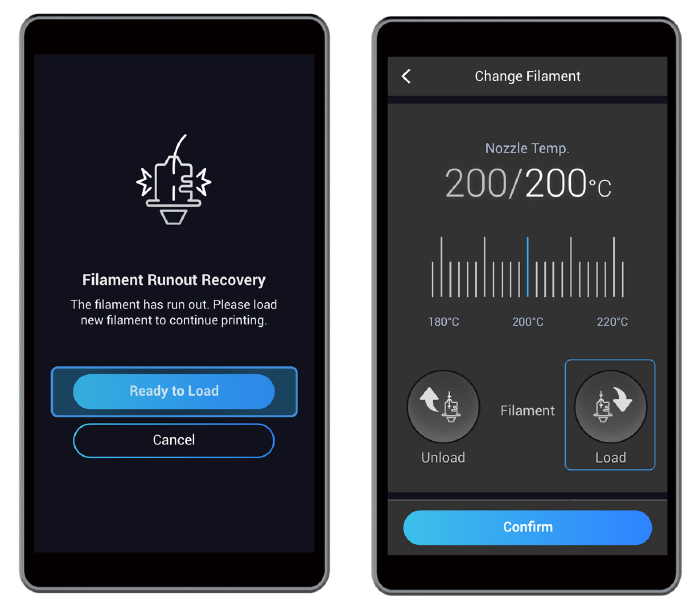
7 断料续打
在打印过程中,如果耗材消耗完毕,3D 打印机会暂停打印,并提示你更换耗材。
在这种情况下,依次点击可进料和进料以更换耗材(请参阅 3.3 装料)。重新进料后,点击继续以恢复打印。
8 断电续打
如果电源模组关闭,要恢复打印工作:
(1) 打开电源开关。
(2) 3D 打印机重新启动后,点击触控屏上的恢复。
如果 AC 电源线被拔掉,要恢复打印工作:
(1) 关闭电源开关。
(2) 插上 AC 电源线。
(3) 打开电源开关。
(4) 3D 打印机重新启动后,点击触控屏上的恢复。