1.首次使用设置
请阅读快速入门指南以了解包装清单、机器组装和首次使用的初始设置。你还可在我们的 YouTube 频道上观看视频教程。
1.1 组装提示
为确保呈现更好的雕刻或切割效果,推荐你检查以下组装步骤:
① 将 Y 轴对准机器底板的凹槽。
在将两个 Y 轴直线模组固定到底板上时,确保 Y 轴准确地安装在底板的凹槽上。
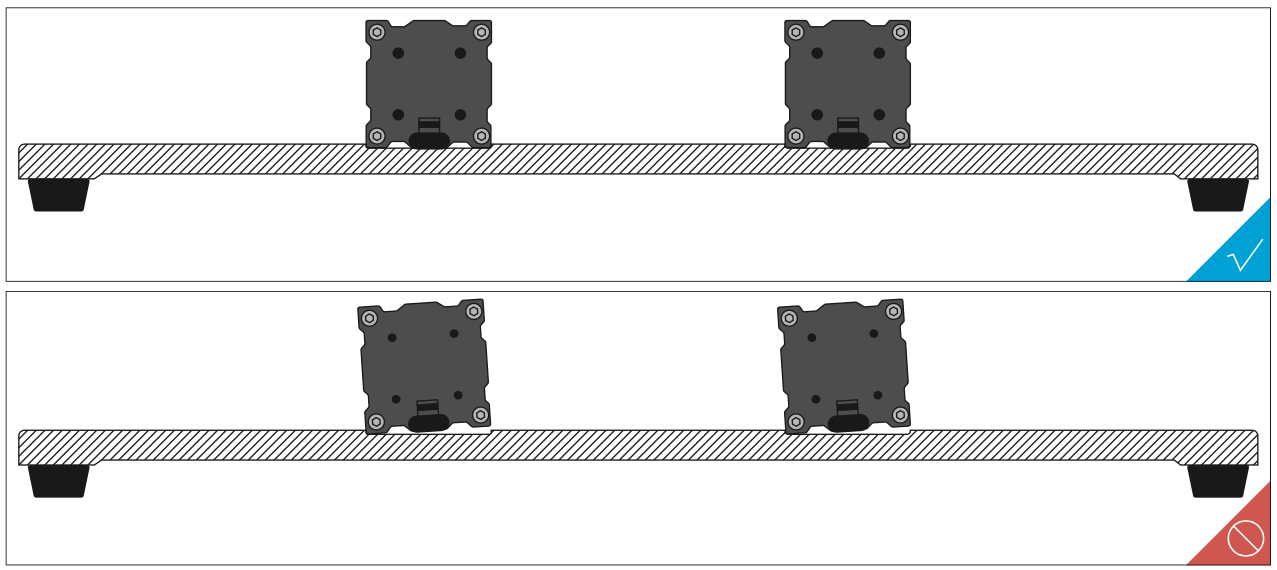
② 将 CNC 雕刻平台推至最左端或最右端。
将 CNC 雕刻平台上的所有定位螺丝稍微拧松,但不要完全脱离螺母。将 CNC 平台水平推至最左端或最右端,使其左边缘与底板平行。然后再次拧紧螺丝。
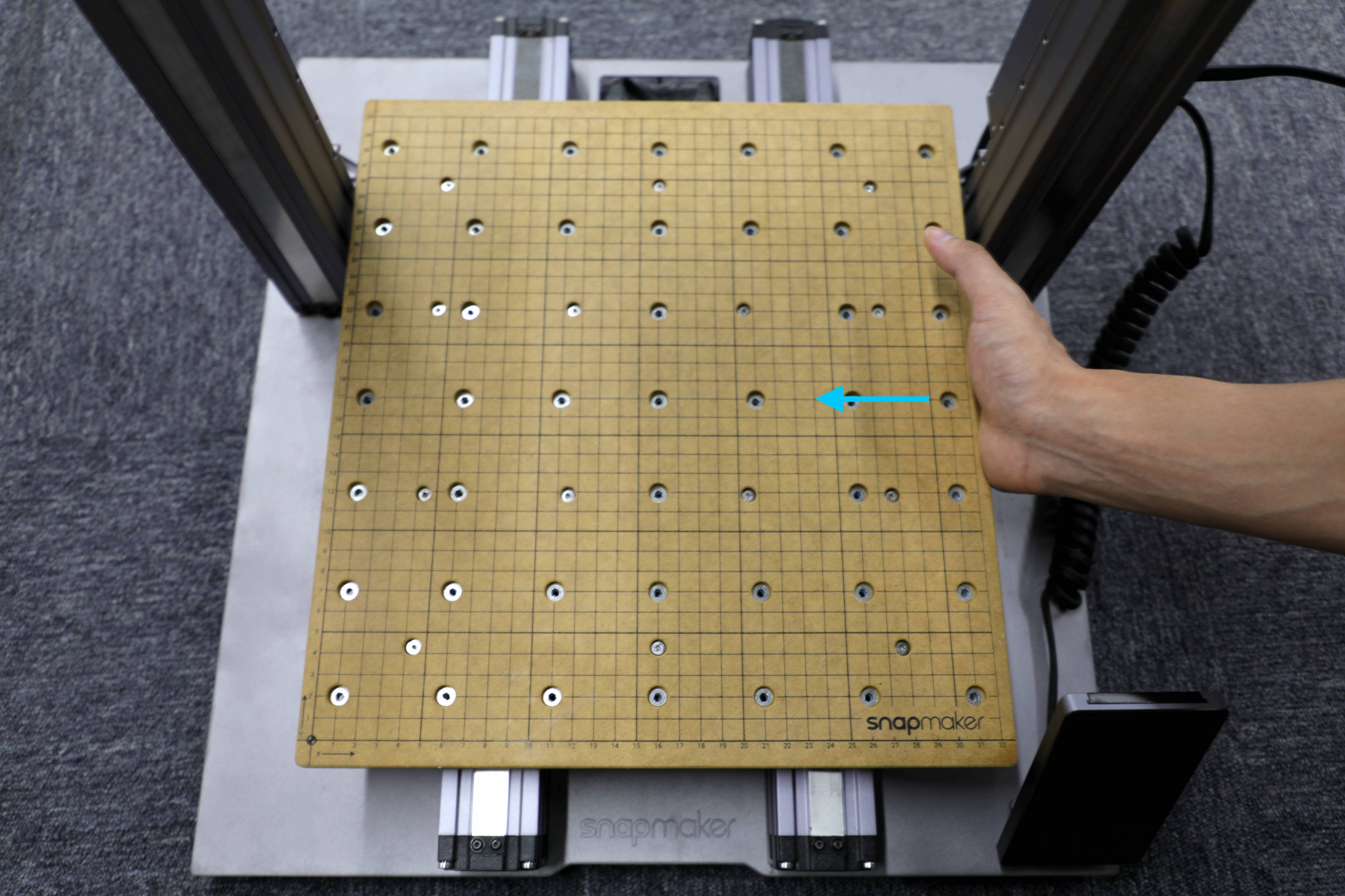
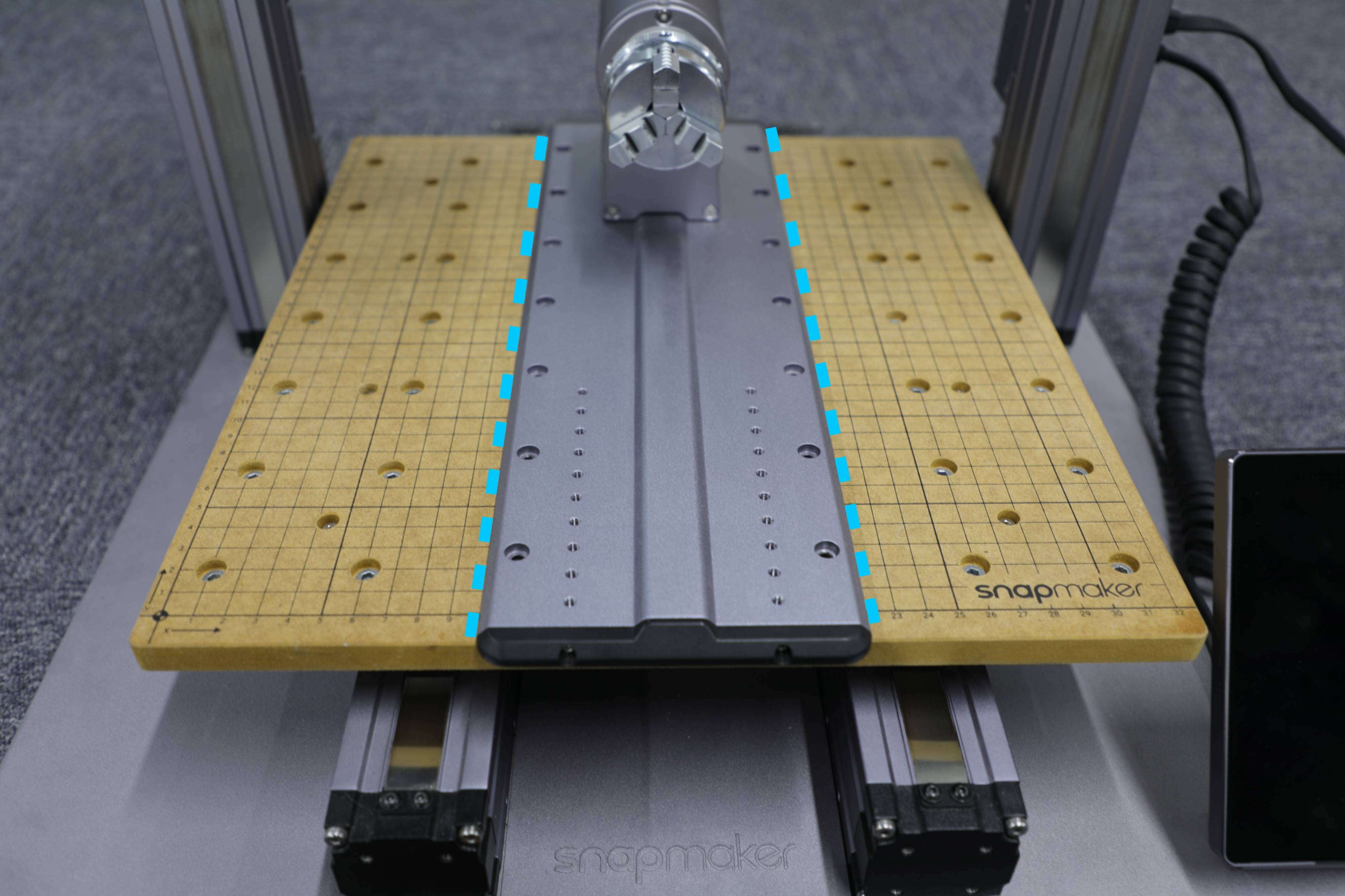
③ 将旋转模组底板对准 CNC 雕刻平台。
在将底板固定到 CNC 雕刻平台的中间时,确保底板的两条垂直边缘与 CNC 平台上绘制的垂直线条平行。

1.2 软件设置
下载软件 Snapmaker Luban(以下简称 Luban),并将其更新到 3.14.0 或更高版本。本说明书以 4.0.0 版本为例演示 G 代码文件的生成。

1.3 固件设置
组装完成后,请对触控屏的固件版本进行升级,版本要求为 1.12.0 或以上。若你的触控屏上的固件版本低于 1.9.0,请通过 U 盘来升级固件。若你的触控屏上的固件版本介于 1.9.0 与最新版本之间,你可以通过 U 盘或者 Wi-Fi 来升级固件。
![]() : 从 https://snapmaker.cn/snapmaker-2/downloads 下载最新的固件版本,并保存到 U 盘中 > 将 U 盘插入机器控制器的 USB 端口 > 打开电源开关 > 在触控屏主界面上左滑 > 点击文件 > USB > 选择固件文件进行升级。
: 从 https://snapmaker.cn/snapmaker-2/downloads 下载最新的固件版本,并保存到 U 盘中 > 将 U 盘插入机器控制器的 USB 端口 > 打开电源开关 > 在触控屏主界面上左滑 > 点击文件 > USB > 选择固件文件进行升级。
![]() : 打开机器的电源开关 > 连接机器至 Wi-Fi > 在触控屏主界面上左滑 > 点击设置 > 固件更新 > 检查更新 > 现在更新 > 完成。
: 打开机器的电源开关 > 连接机器至 Wi-Fi > 在触控屏主界面上左滑 > 点击设置 > 固件更新 > 检查更新 > 现在更新 > 完成。
2.工作流程
⇩
⇩
⇩
⇩
⇩
⇩
⇩
⇩
⇩
3.准备文件
在 Fusion 360、AutoCAD、SolidWorks 或其他软件中设计模型。你也可以从 pinterest.com、vectorstock.com 等网站上下载镜像。
对于激光雕刻和切割,Luban 支持七种文件格式:.svg、.stl、.png、.jpg、.jpeg、.bmp 和 .dxf。


4.生成 G 代码文件
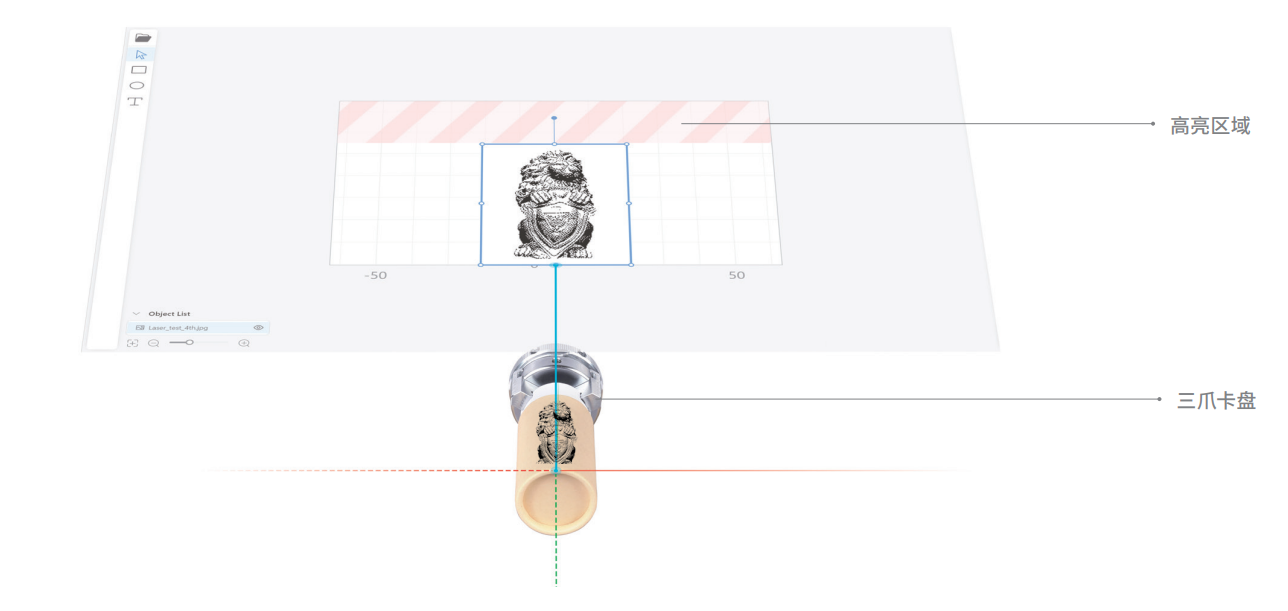
4.1 工作原理:画布
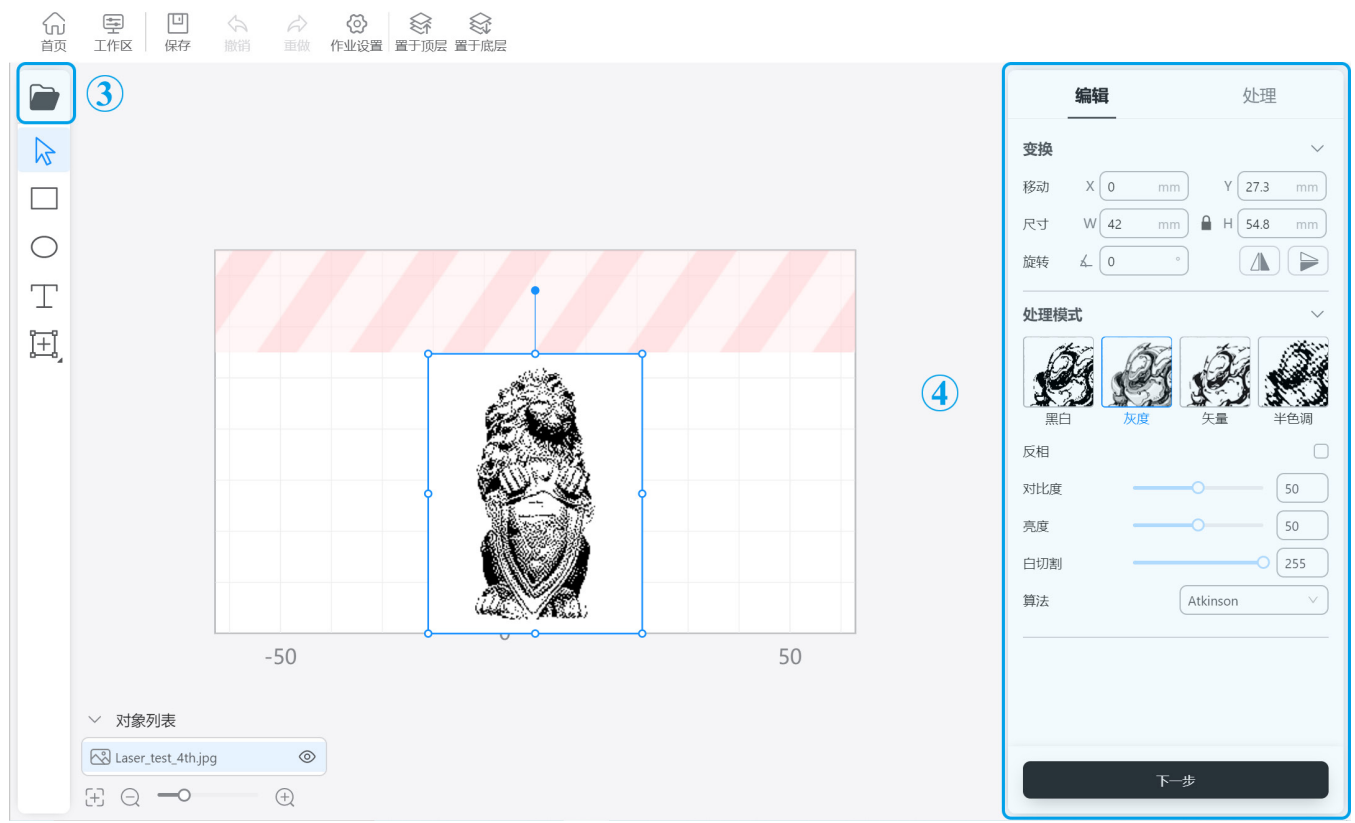
Luban 中的画布相当于材料的侧面区域。输入材料的直径和长度后,Luban 会调整画布的大小。请将对象放到画布内,注意画布上方高亮区域要预留出来,用于三爪卡盘夹持材料。
4.2 如何生成 G 代码文件
参照以下步骤用 Luban V4.0.0 生成 G 代码文件:
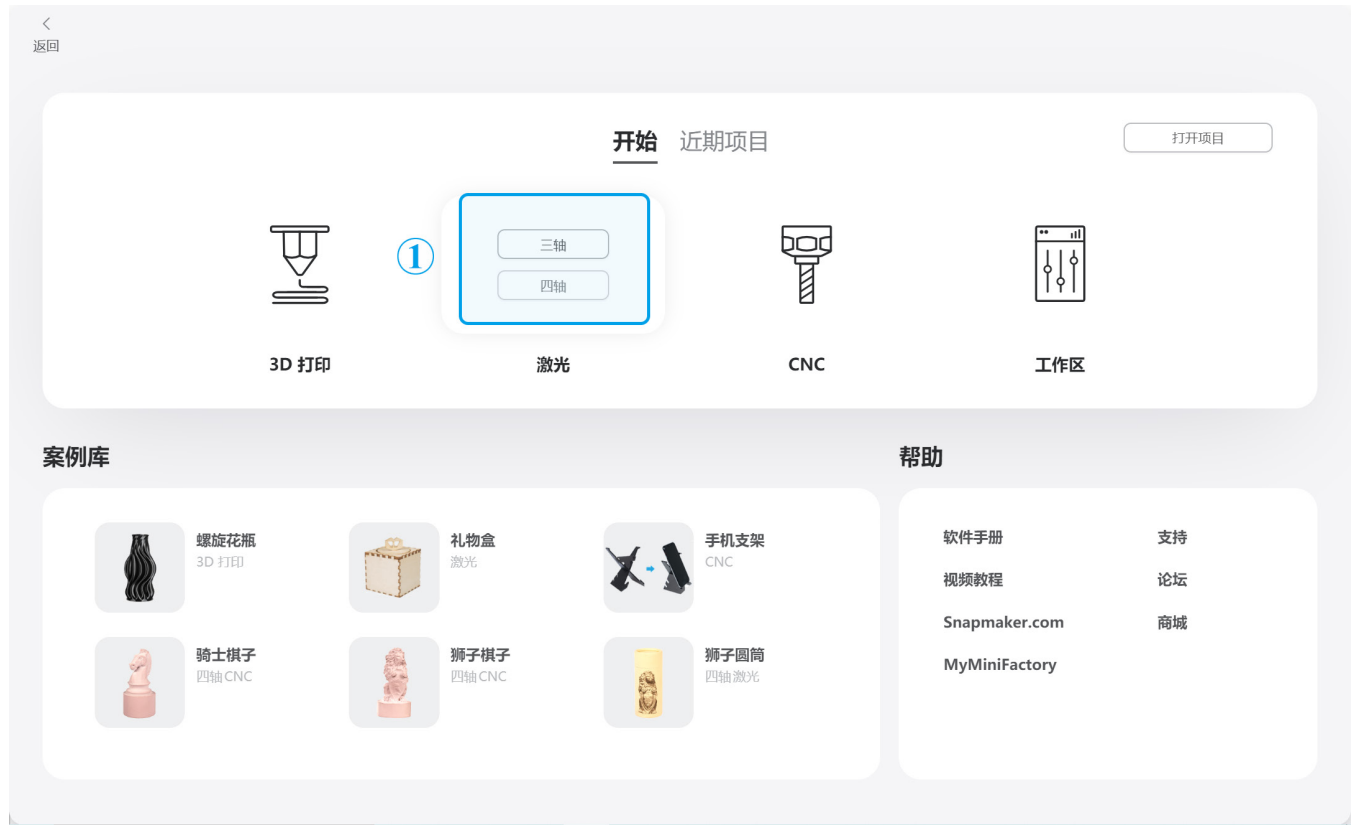
① 启动 Snapmaker Luban。在主窗口中,将选择箭头悬停在开始窗格的激光 G 代码生成器 ![]() 上方,然后点击 四轴。
上方,然后点击 四轴。
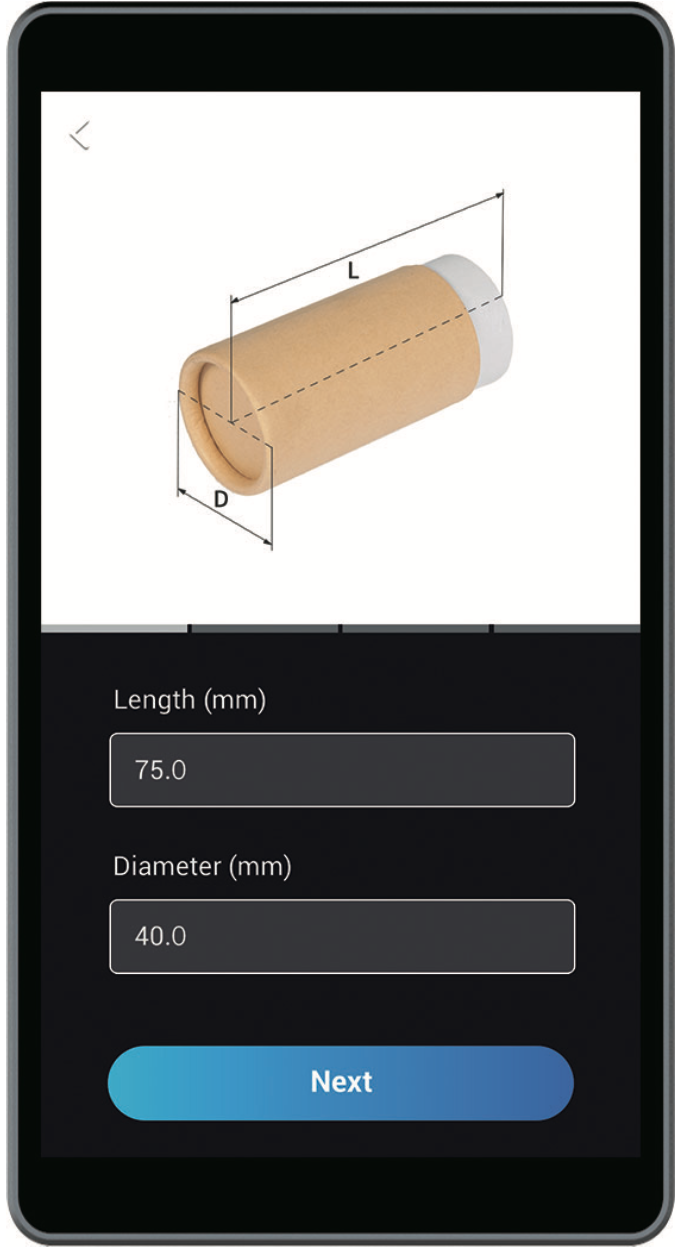
② 在作业设置弹窗中,输入材料的长度和直径,然后点击确认。

③ 在左侧工具栏上,点击 ![]() ,从本地计算机导入对象。
,从本地计算机导入对象。
④ 点击选择画布上的对象,根据需要编辑对象,然后点击下一步。
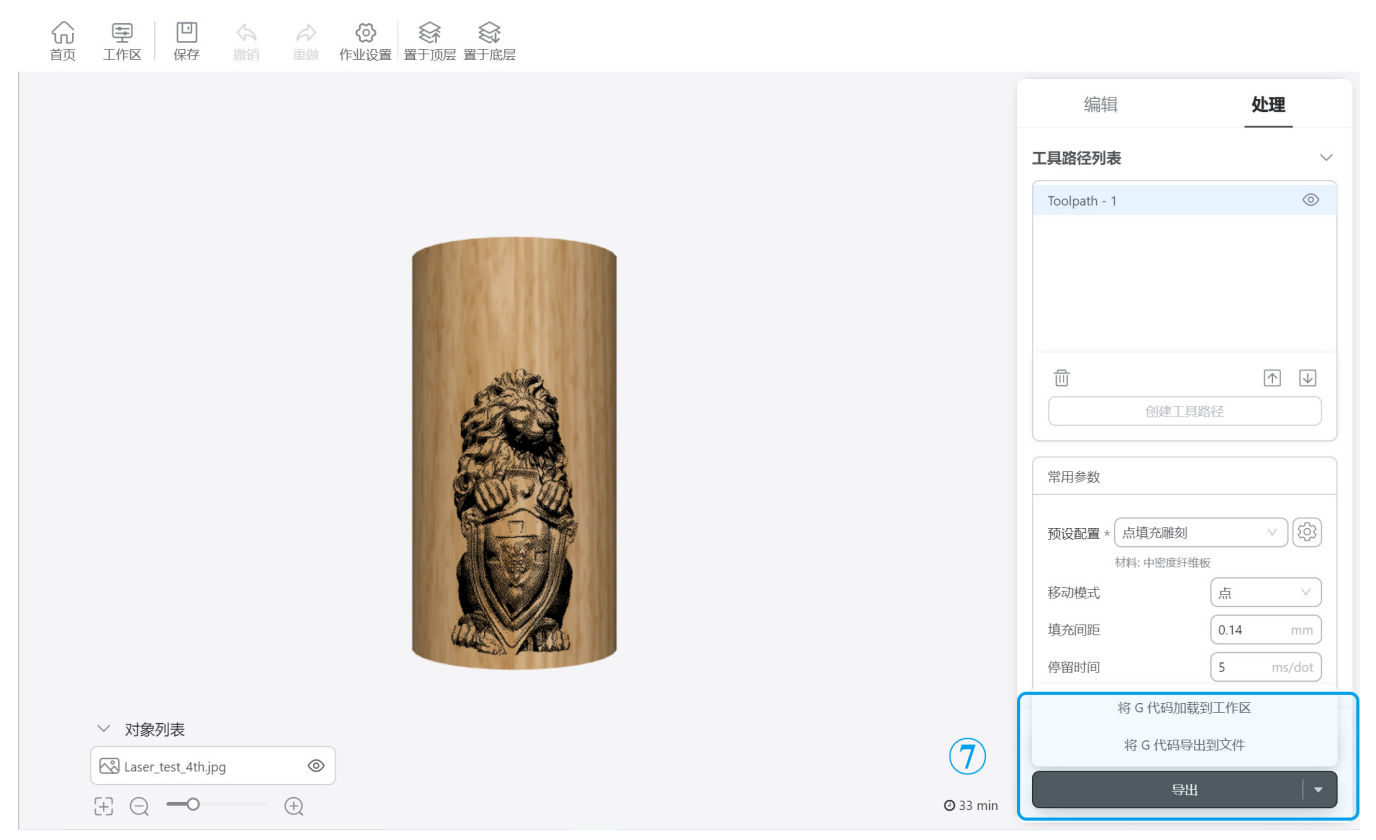
⑤ 点击选择画布上的对象,然后点击处理面板上的创建工具路径。在工具路径设置弹窗中,使用默认配置并点击保存。
⑥ 点击生成 G 代码并预览,检查工具路径。

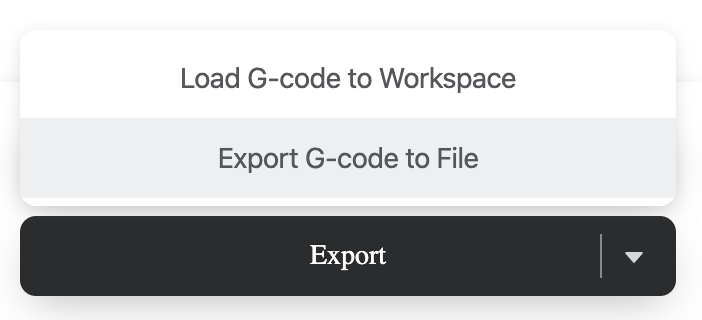
⑦ 点击导出 > 将 G 代码导出到文件,将 G 代码文件保存到 U 盘。
![]() 如果机器已打开,你还可以通过 Wi-Fi 将 G 代码文件发送到机器上。完成步骤 ⑥ 后,点击导出 > 将 G 代码加载到工作区 > 通过 Wi-Fi 将 Luban 连接到机器 > 通过 Wi-Fi 发送到设备 > 在触控屏上接收 G 代码文件。
如果机器已打开,你还可以通过 Wi-Fi 将 G 代码文件发送到机器上。完成步骤 ⑥ 后,点击导出 > 将 G 代码加载到工作区 > 通过 Wi-Fi 将 Luban 连接到机器 > 通过 Wi-Fi 发送到设备 > 在触控屏上接收 G 代码文件。
![]() 有关参数的介绍,请参阅 Snapmaker Luban 4.0 用户手册。
有关参数的介绍,请参阅 Snapmaker Luban 4.0 用户手册。
5.传输文件
点击导出之后,你可以点击将 G 代码加载到工作区或将 G 代码导出到文件,开始传送 G 代码文件。触控屏将向你指示如何固定材料、校准焦距以及设置工作原点。因此,如果你是新手,我们推荐你将文件传送到触控屏。如果你不是新手,也可以选择 Luban 开始作业。
要将文件发送到触控屏,请参阅 5.1 将 G 代码传送到触控屏;要将文件保存在 Luban,请参阅 5.2 将 G 代码保存在 Luban。
5.1 将 G 代码传输到触控屏
打开机器的电源开关。通过 Wi-Fi 或 U 盘将 G 代码文件传送到触控屏。
5.1.1 通过 Wi-Fi 传输
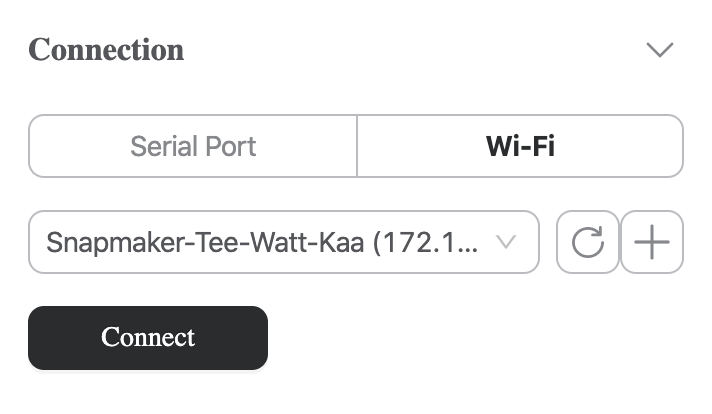
![]() :点击将 G 代码加载到工作区 > Wi-Fi > 刷新
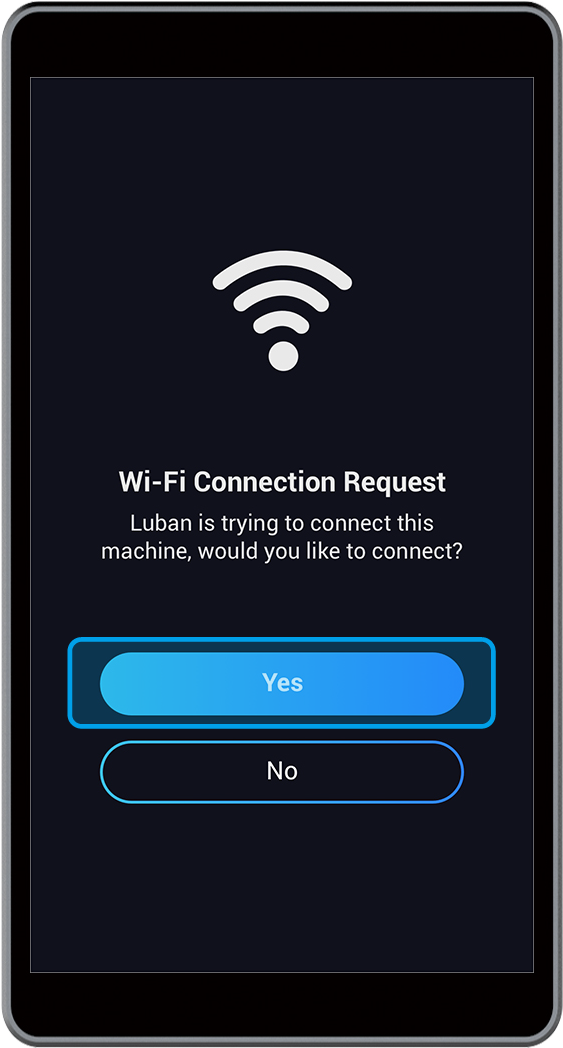
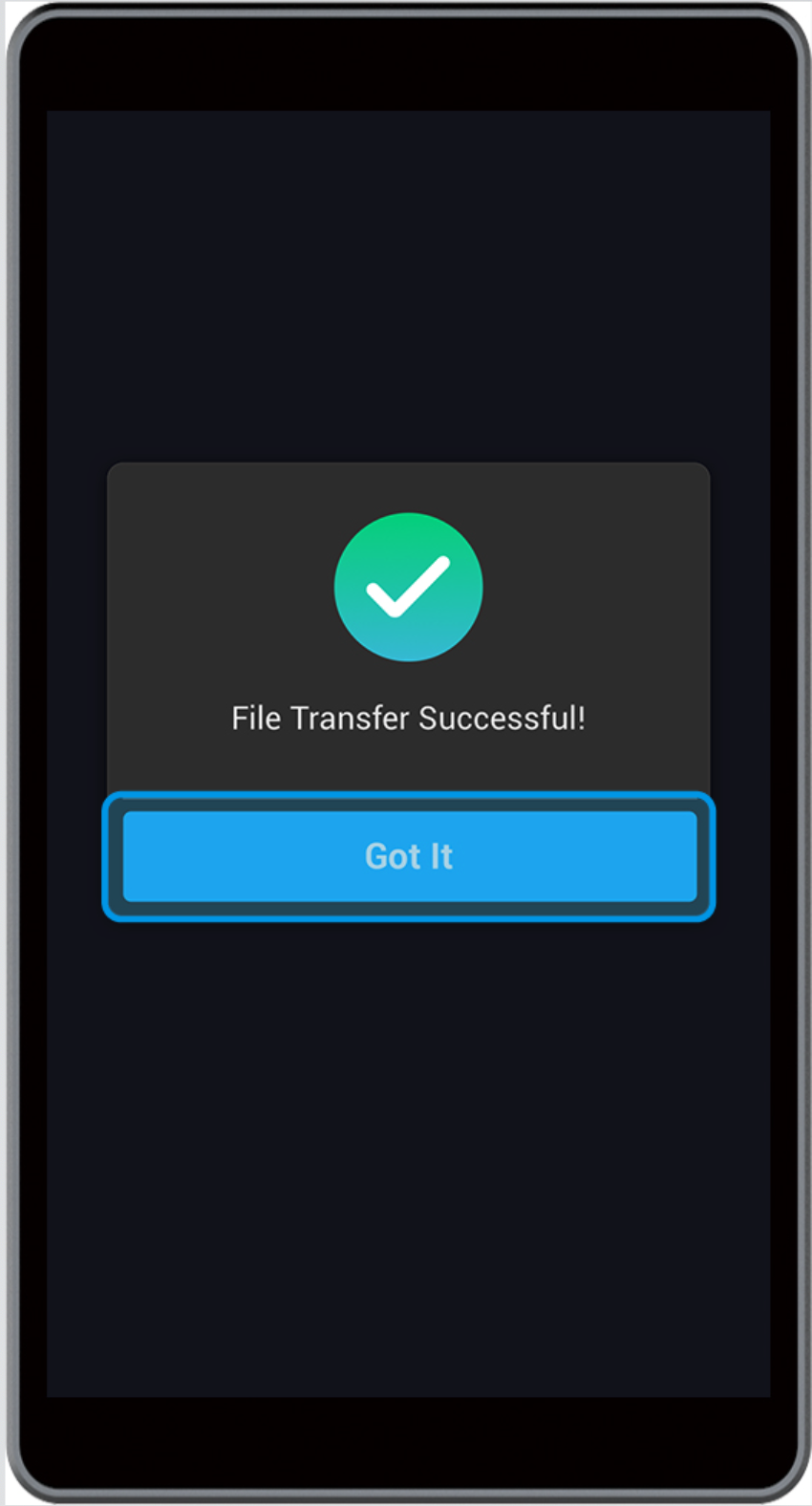
:点击将 G 代码加载到工作区 > Wi-Fi > 刷新 ![]() > 在下拉列表中选择机器 > 点击连接 > 在触控屏上点击是来授权 Wi-Fi 连接 > 在 Luban 中点击通过 Wi-Fi 发送到设备 > 在触控屏上点击确认来接收 G 代码文件。G 代码文件传送完成后,请参阅 6.校准焦距。
> 在下拉列表中选择机器 > 点击连接 > 在触控屏上点击是来授权 Wi-Fi 连接 > 在 Luban 中点击通过 Wi-Fi 发送到设备 > 在触控屏上点击确认来接收 G 代码文件。G 代码文件传送完成后,请参阅 6.校准焦距。
![]()
![]()
![]()
![]()
![]()
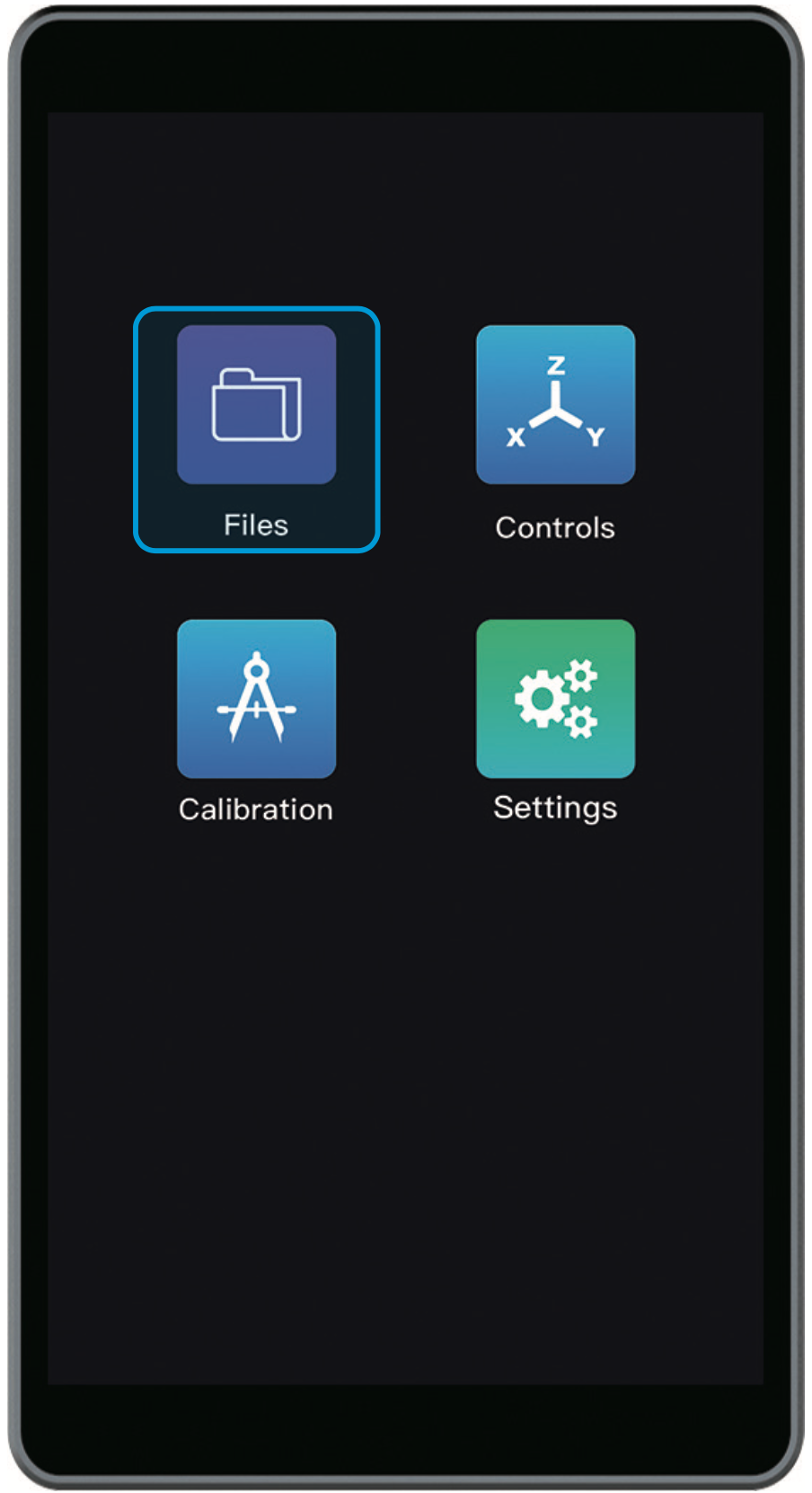
![]() 你可以在触控屏上找到该文件:在主界面上左滑 > 文件 > 本地。
你可以在触控屏上找到该文件:在主界面上左滑 > 文件 > 本地。
5.1.2 通过 U 盘传输
![]() :点击将 G 代码导出到文件 > 将 G 代码文件保存到 U 盘中 > 将 U 盘插入控制器。G 代码文件传送完成后,请参阅 6.校准焦距。
:点击将 G 代码导出到文件 > 将 G 代码文件保存到 U 盘中 > 将 U 盘插入控制器。G 代码文件传送完成后,请参阅 6.校准焦距。
![]()

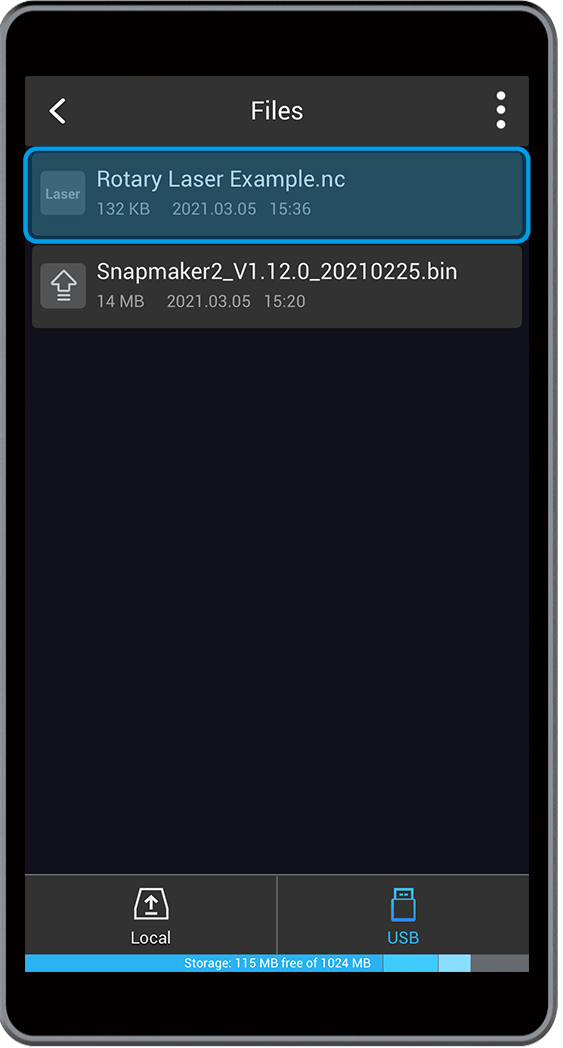
![]() 你可以在触控屏上找到该文件:在主界面上左滑 > 文件 > USB。
你可以在触控屏上找到该文件:在主界面上左滑 > 文件 > USB。
5.2 将 G 代码保存在 Luban
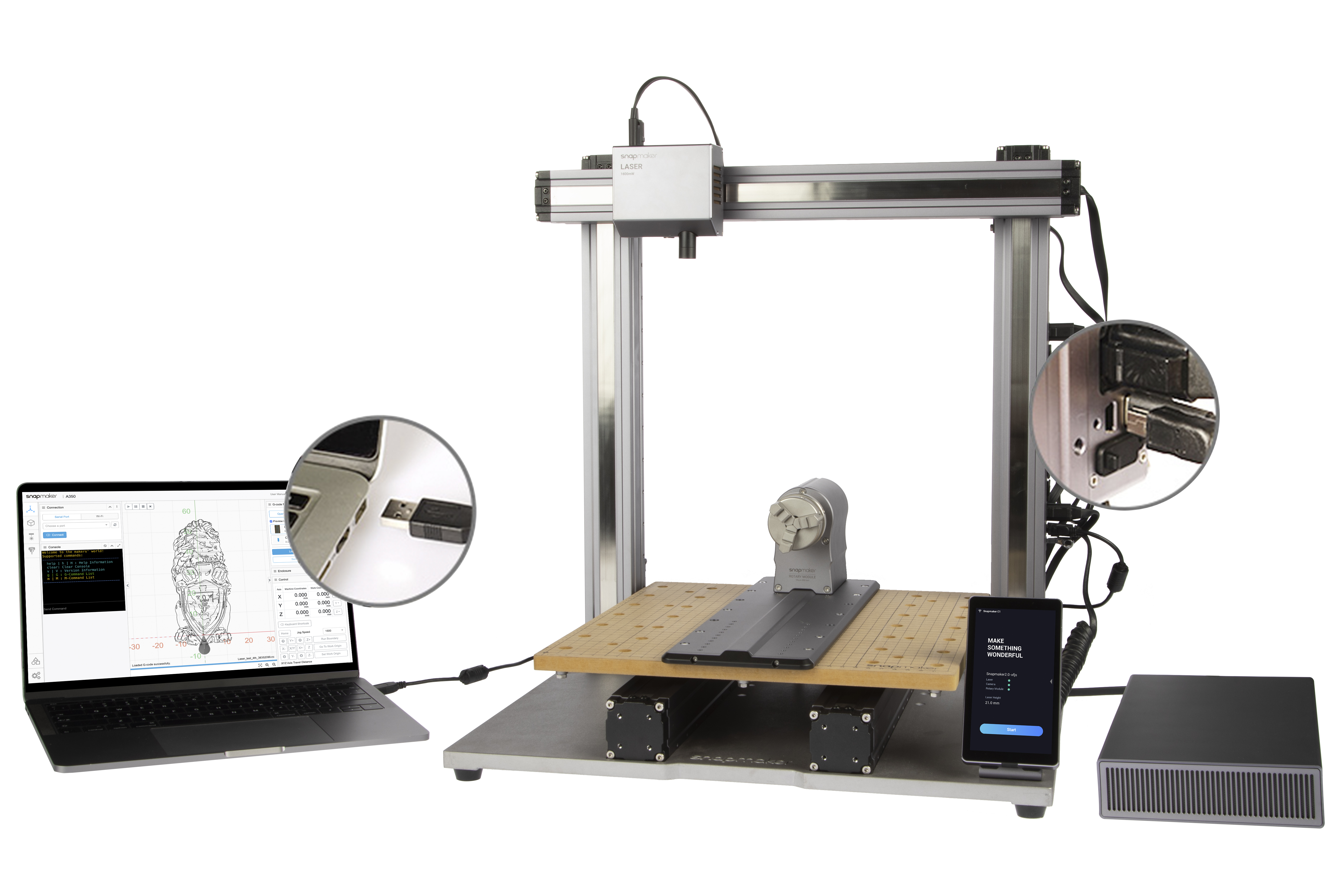
5.2.1 将 Luban 连接到机器
如果你将 G 代码文件保存在 Luban 中,可以通过 Wi-Fi 或 USB 线连接机器,在 Luban 中设置工作原点并开始雕刻。
![]() :点击将 G 代码加载到工作区 > Wi-Fi > 刷新
:点击将 G 代码加载到工作区 > Wi-Fi > 刷新 ![]() > 在下拉列表中选择机器 > 连接 Luban 到机器 > 在触控屏上点击是来授权 Wi-Fi 连接。
> 在下拉列表中选择机器 > 连接 Luban 到机器 > 在触控屏上点击是来授权 Wi-Fi 连接。
![]()
![]()
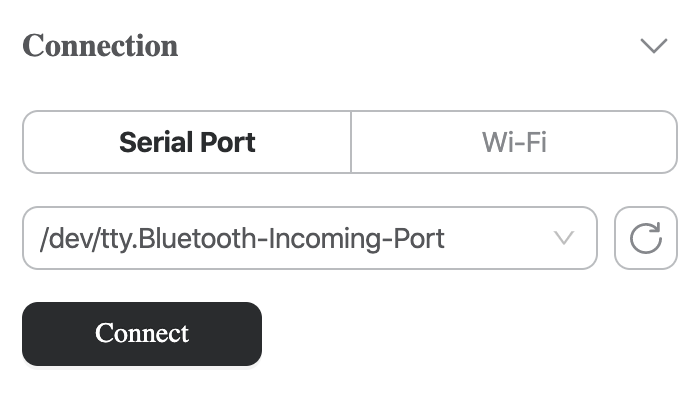
![]() :将 USB 线插入计算机和机器 > 点击将 G 代码加载到工作区 > 串行端口 > 刷新 > 在下拉列表中选择端口 > 连接 Luban 到机器。
:将 USB 线插入计算机和机器 > 点击将 G 代码加载到工作区 > 串行端口 > 刷新 > 在下拉列表中选择端口 > 连接 Luban 到机器。
![]()
![]()
5.2.2 设置工作原点并开始雕刻
固定材料并佩戴激光护目镜。
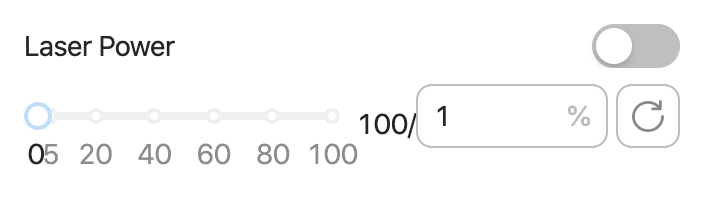
机器连接到 Luban 后,将激光功率设置为较低值(例如 1%)以避免激光损伤。打开激光功率开关。
调整 Z 轴偏移量以校准焦距。小心地将激光光斑向下移到材料表面,直到光束聚集成最小的光斑。然后,调整 X、Y 和 B 轴偏移量,设置工作原点,并点击跑边框,检查工作区域。如果工作区域不合适,请重置工作原点。
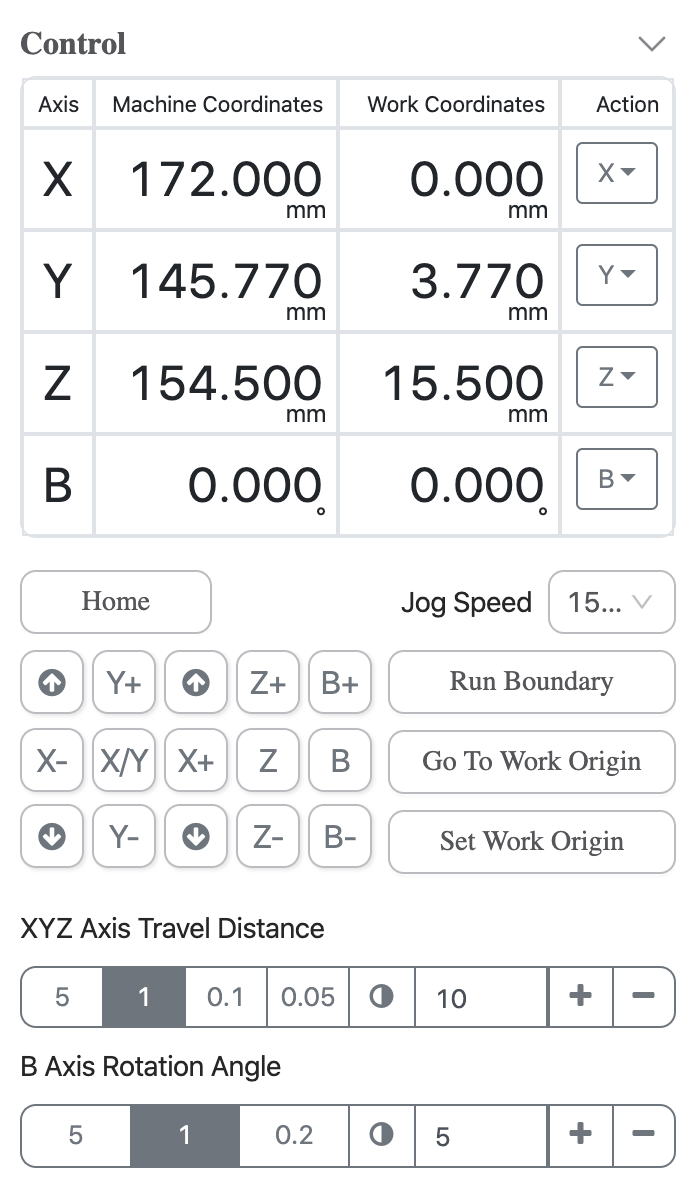
如果材料很长或很重,请参阅 7.3 固定尾座。现在一切准备就绪。在工作区 ![]() 中点击运行
中点击运行 ![]() ,开始雕刻。
,开始雕刻。
![]() 如果通过 Wi-Fi 连接,即使 Wi-Fi 中途断开,机器也不会停止雕刻。如果通过 USB 线连接,请在整个雕刻过程中保持计算机和机器的连接。
如果通过 Wi-Fi 连接,即使 Wi-Fi 中途断开,机器也不会停止雕刻。如果通过 USB 线连接,请在整个雕刻过程中保持计算机和机器的连接。
6.校准焦距
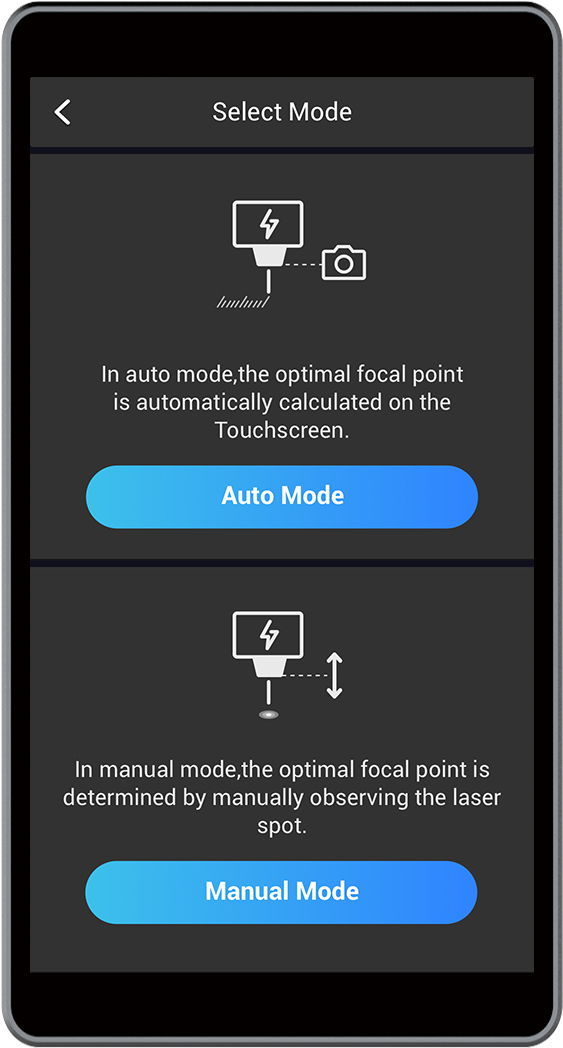
6.1 校准模式
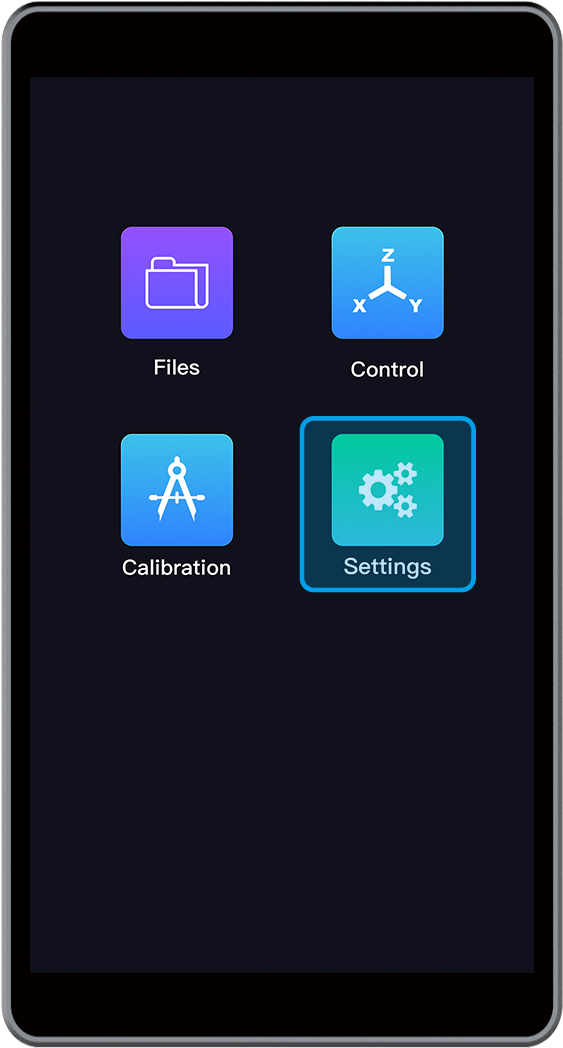
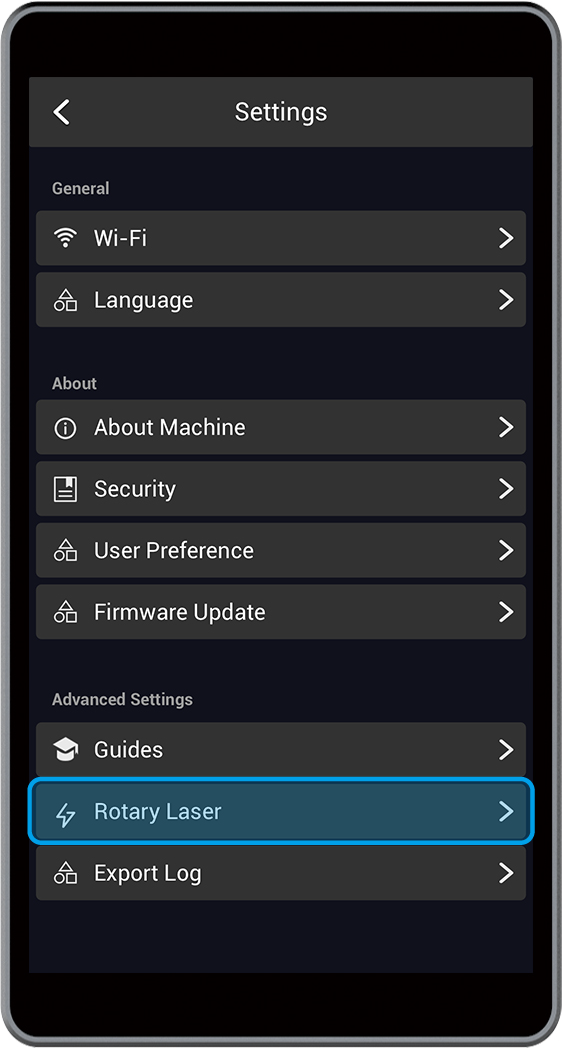
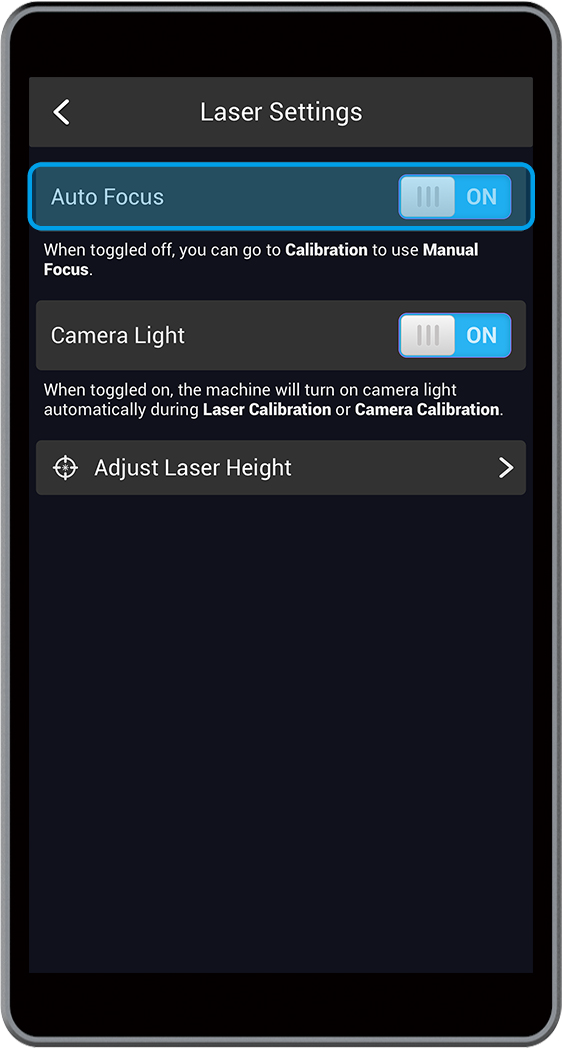
有两种校准模式可用。在触控屏上左滑,然后点击设置 > 旋转模组,通过打开或关闭自动对焦来选择模式。
两种模式都会引导你雕刻一组线条。在自动对焦模式下,机器会在雕刻线条后自动识别并保存最佳 Z 轴高度。在手动对焦模式下,你需要选择雕刻的最细线条,并保存对应的 Z 轴高度。
![]()
![]()
![]() 如果你已校准焦距,请前往 7.开始雕刻和切割。校准中设置的焦距可以重复使用。
如果你已校准焦距,请前往 7.开始雕刻和切割。校准中设置的焦距可以重复使用。
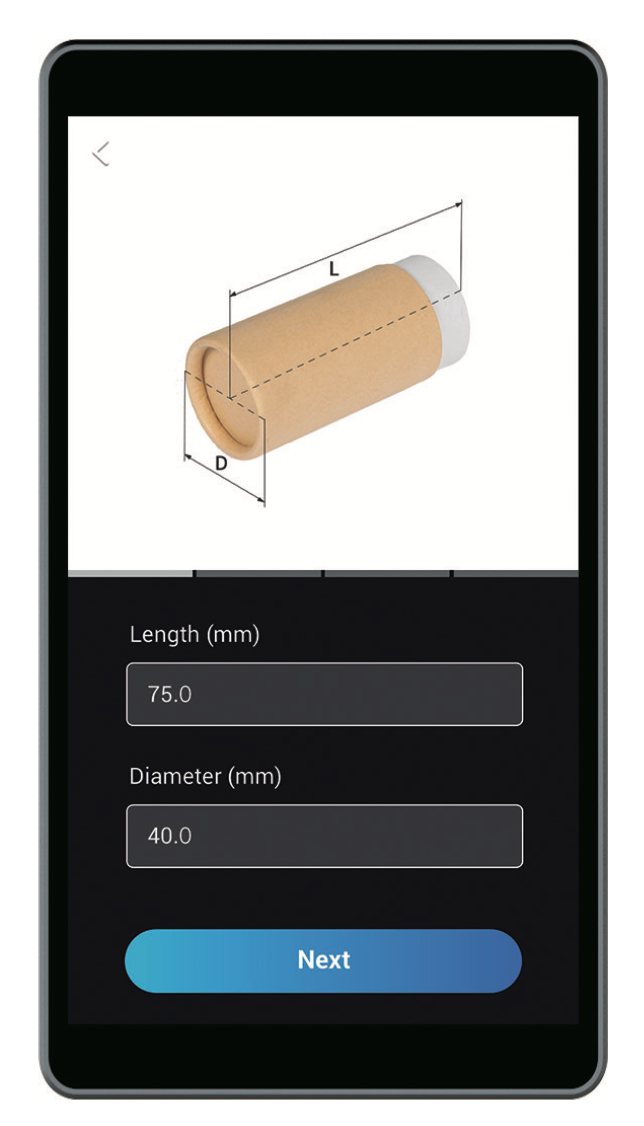
6.2 材料设置
点击应用列表中的校准。输入材料的长度和直径。
6.3 固定材料
转动两个卡盘扳手,逆时针松开三爪卡盘。将材料的一端插入三阶梯卡爪,然后顺时针锁紧卡盘。
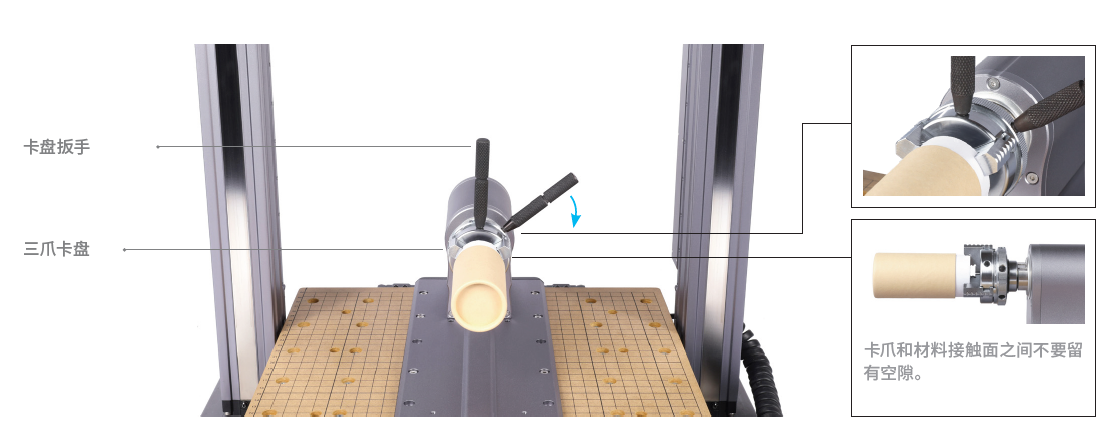
![]() 卡爪非常锋利,请小心操作。用两个卡盘扳手来松开或锁紧卡爪。暂时不要拧紧尾座。
卡爪非常锋利,请小心操作。用两个卡盘扳手来松开或锁紧卡爪。暂时不要拧紧尾座。
6.4 校准焦距
6.4.1 自动对焦
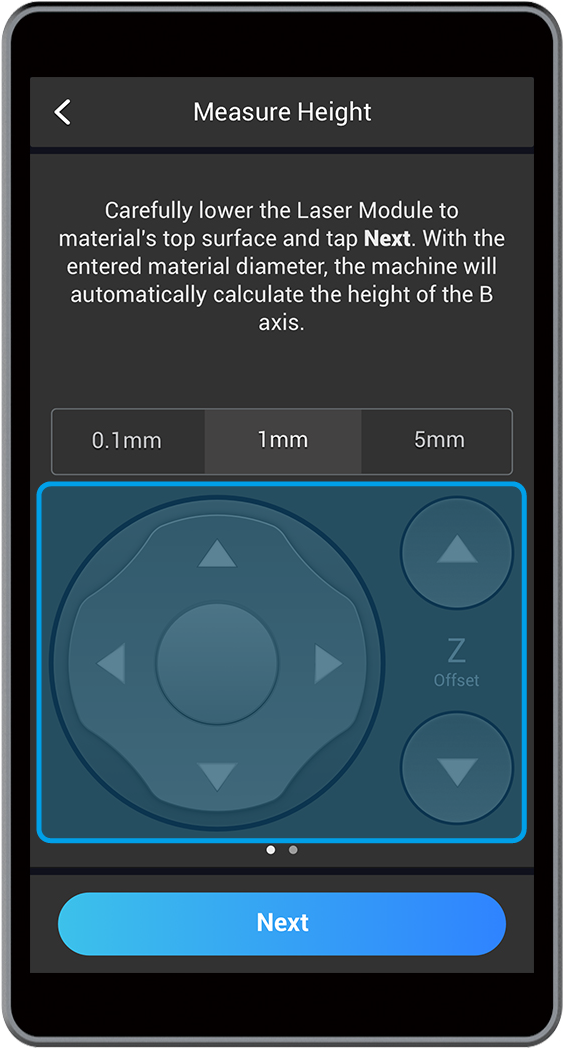
通过 X、Y、Z 和 B 轴偏移量来下移激光模组,直到其遮光罩触碰到弯曲材料的顶面。这一步可帮助机器了解材料表面的高度,并计算 Z 轴高度范围以雕刻线条。点击下一步,并佩戴激光护目镜。
通过 X、Y 和 B 轴偏移量来设置工作原点。点击跑边框,检查工作区域。如果工作区域不合适,请重置工作原点。然后,点击开始,开始雕刻线条。

![]() 如果遮光罩碰到机器,请立即关闭机器或按下急停开关
如果遮光罩碰到机器,请立即关闭机器或按下急停开关 ![]() 。
。
点击完成,完成校准。
6.4.2 手动对焦
通过 X、Y、Z 和 B 轴偏移量来下移激光模组,直到其遮光罩触碰到弯曲材料的顶面。这一步可帮助机器了解材料表面的高度,并计算 Z 轴高度范围以雕刻线条。点击下一步,并佩戴激光护目镜。
将一张纸放在材料的最上面。调整 Z 轴偏移量,直到呈现最小的激光光斑。
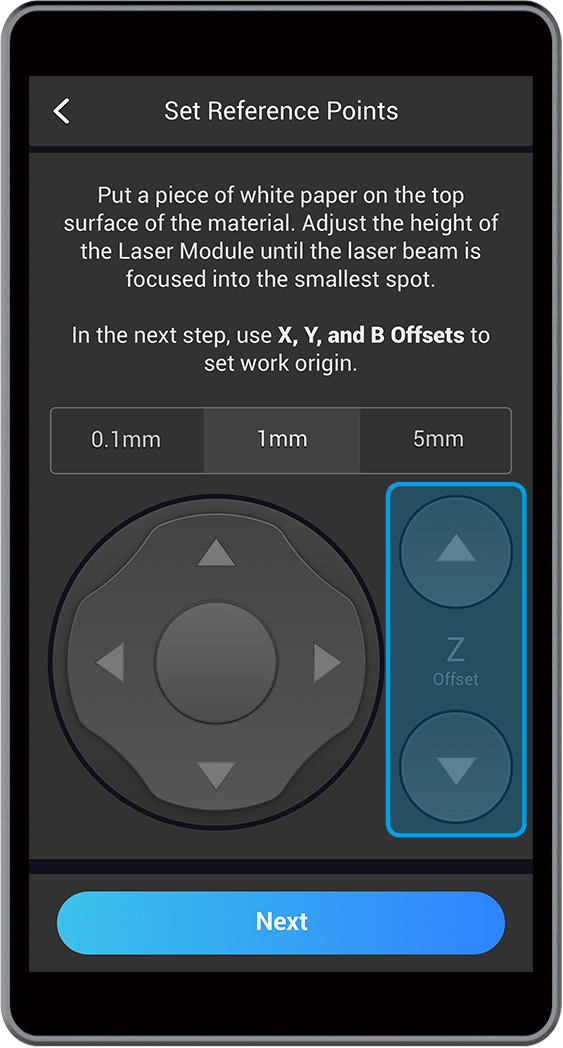
通过 X、Y 和 B 轴偏移量来设置工作原点。点击跑边框,检查工作区域。如果工作区域不合适,请重置工作原点。然后,点击开始,开始雕刻线条。
![]() 如果遮光罩碰到机器,请立即关闭机器或按下急停开关
如果遮光罩碰到机器,请立即关闭机器或按下急停开关 ![]() 。
。
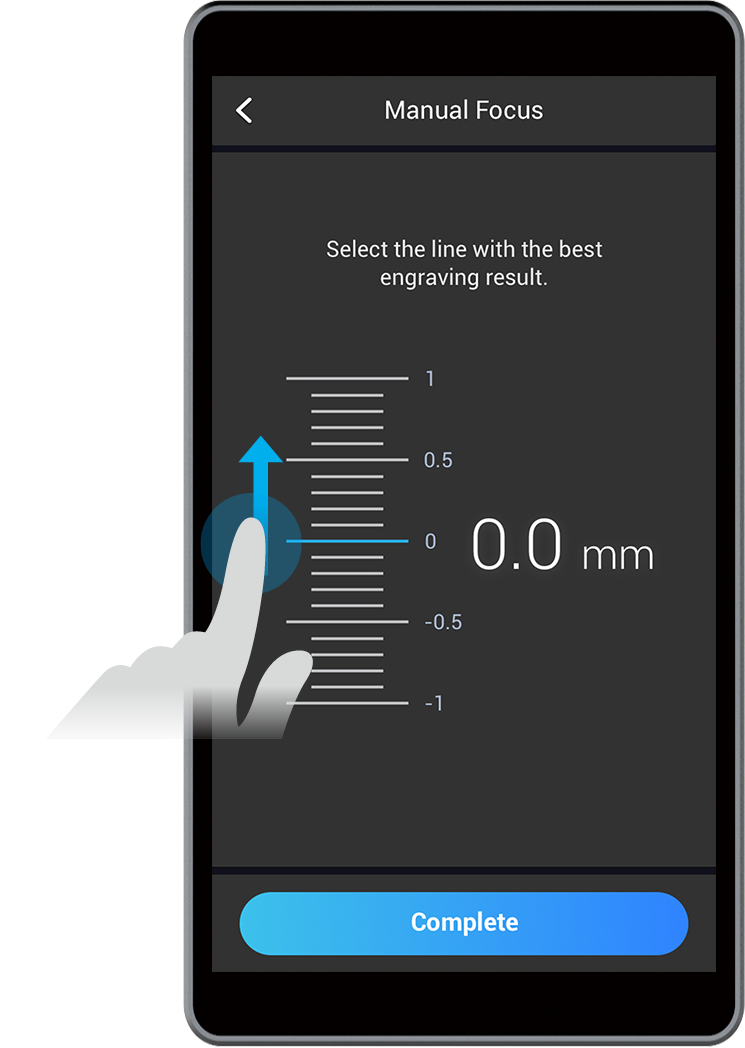
识别材料上雕刻的最细线条,然后在触控屏上向上或向下滚动,选择对应的线条。点击完成,完成校准。
7.开始雕刻和切割
工作原理:工作原点
设置工作原点有助于机器确定如何雕刻或切割材料。材料上的工作原点(X0,Y0)对应于 Luban 中的坐标原点(X0,Y0)。
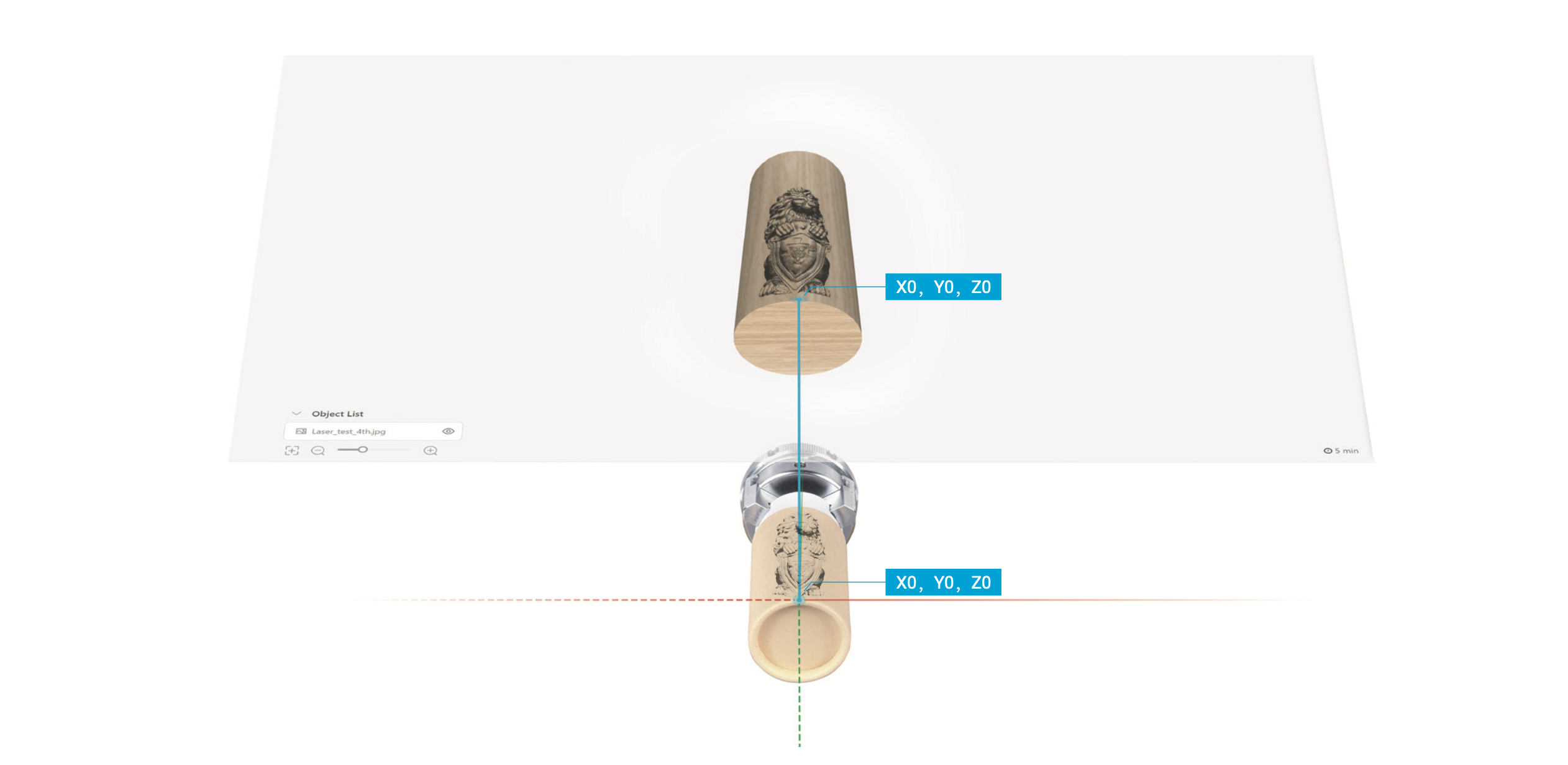
如何设置工作原点
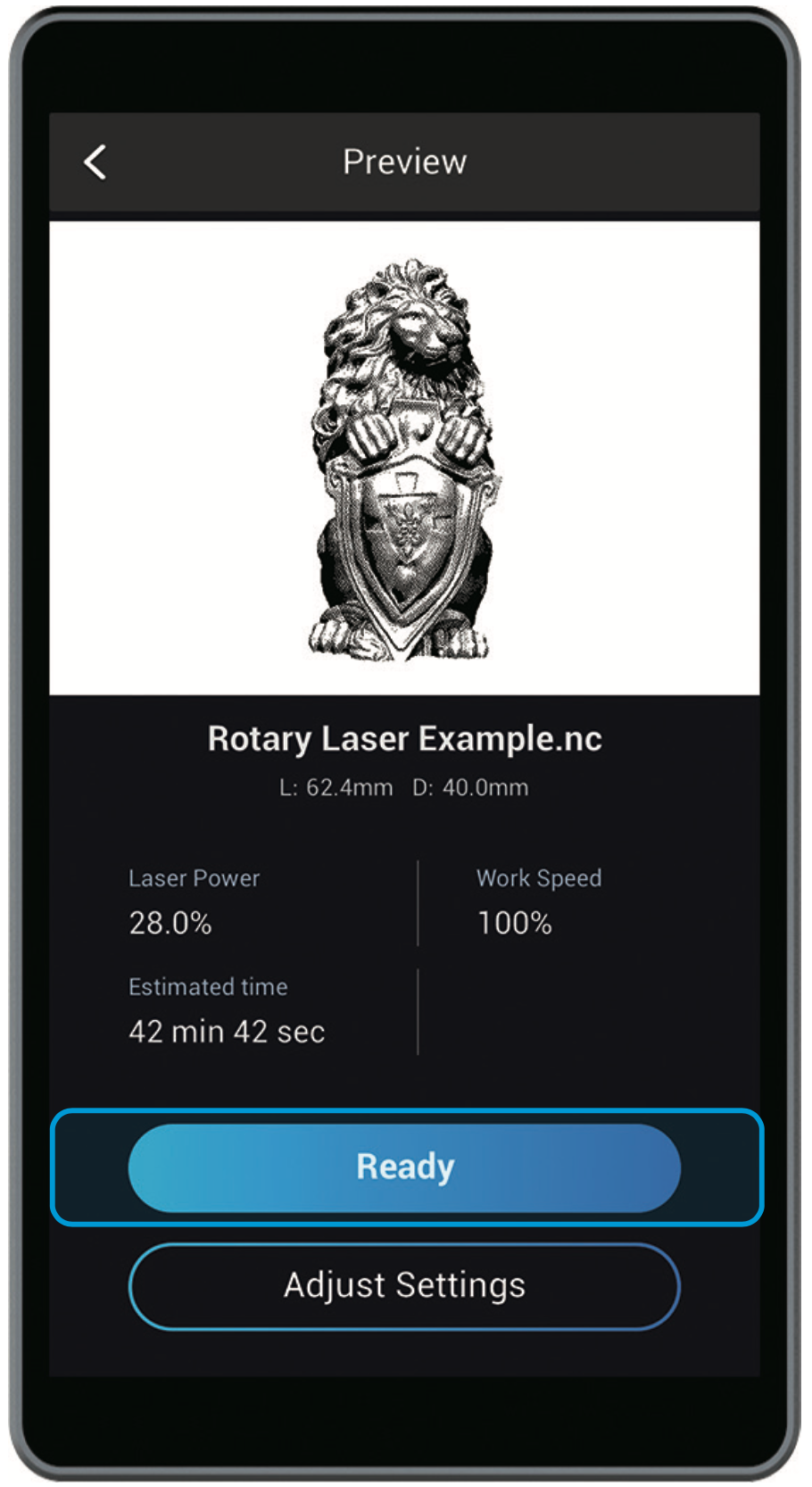
7.1 预览文件
G 代码文件传送完成后,点击文件,并从 USB 或本地中选择 G 代码文件。预览文件,然后点击准备就绪。
![]()
![]()
7.2 选择模式
选择一种模式来设置工作原点。在自动模式下,你将了解如何更换材料和设置工作原点。手动模式没有分步说明,适合那些熟悉工作原点操作步骤的用户。
7.2.1 自动模式
选择自动模式。按照屏幕上的说明来固定材料。请务必佩戴激光护目镜。校准中设置的焦距在自动模式下是固定的,因此你无法在此步骤中调整 Z 轴偏移量。通过 X、Y 和 B 轴偏移量来设置工作原点,然后点击跑边框,检查工作区域。暂时不要点击开始。
![]()

![]()

7.2.2 手动模式
选择手动模式。固定材料,并务必佩戴激光护目镜。
校准中设置的焦距在手动模式下也可以重复使用,但你仍然可以通过点击 Z 轴偏移量来调整 Z 轴高度(焦距)。通过 X、Y、Z 和 B 轴偏移量来设置工作原点,然后点击跑边框,检查工作区域。暂时不要点击开始。

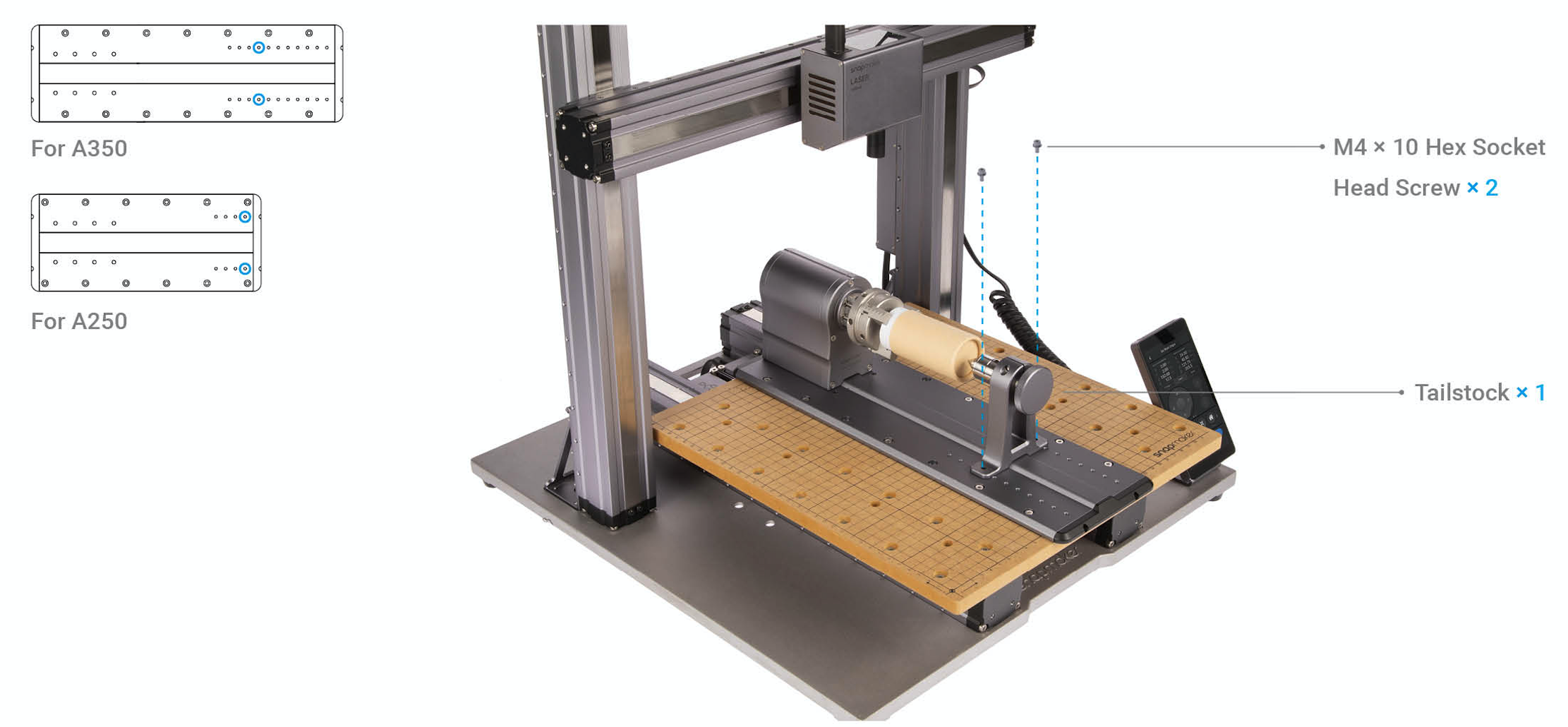
7.3 固定尾座(可选)
使用卡盘和尾座来夹持材料,可提高稳定性和精度。如果材料很长或很重,请使用尾座。
选择底板上的两个孔来固定尾座。
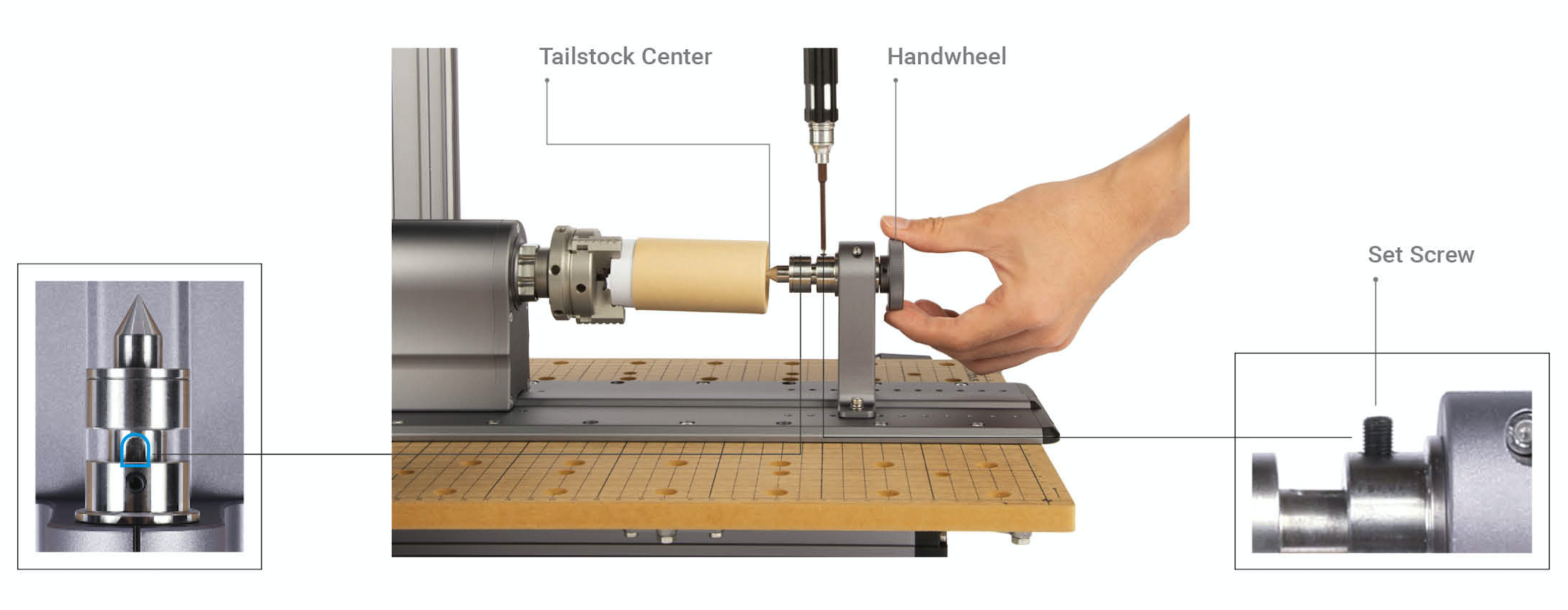
使用 H2.0 螺丝刀头松开机米螺丝,将手轮往前拧,直到顶尖正好压在材料底面的中心点上。将顶尖上的凹槽对准机米螺丝,然后锁紧机米螺丝。
7.4 雕刻前检查
雕刻和切割前须检查以下几点:

如果一切准备就绪,点击触控屏上的开始。

8.取下作品
转动两个卡盘扳手,取下作品。

9.提示和技巧
9.1 如何使用三爪卡盘
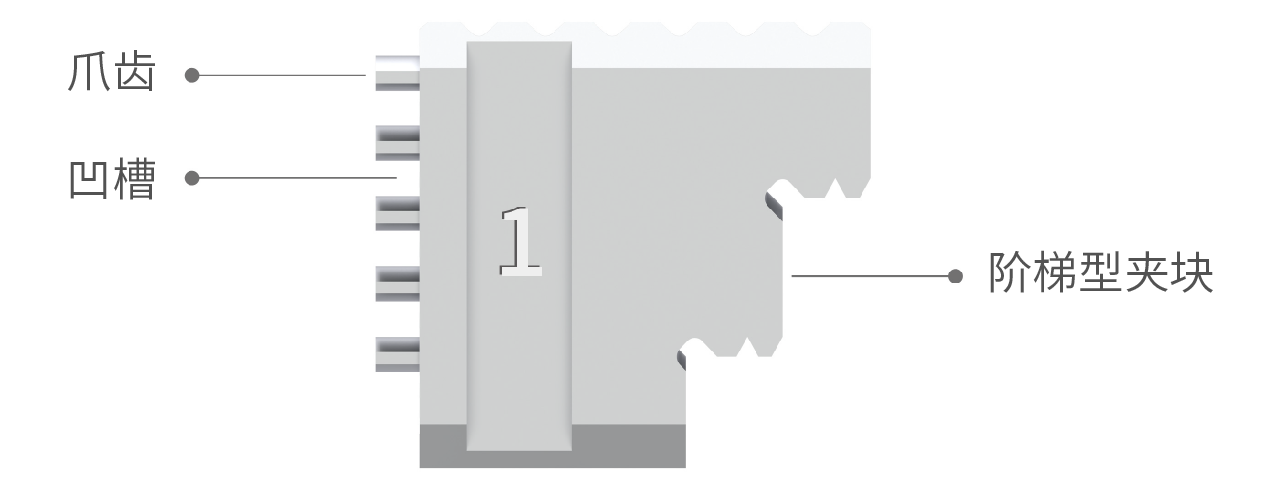
三爪卡盘由三个可翻转的卡爪组成,每个卡爪都可按照任一方向安装。安装卡爪的方向会影响卡盘夹持材料的方式。在本节中,你将学习如何安装和使用卡爪,为你的创造之旅增添更多乐趣。
![]() 卡爪非常锋利,在安装和使用过程中,请小心操作。
卡爪非常锋利,在安装和使用过程中,请小心操作。
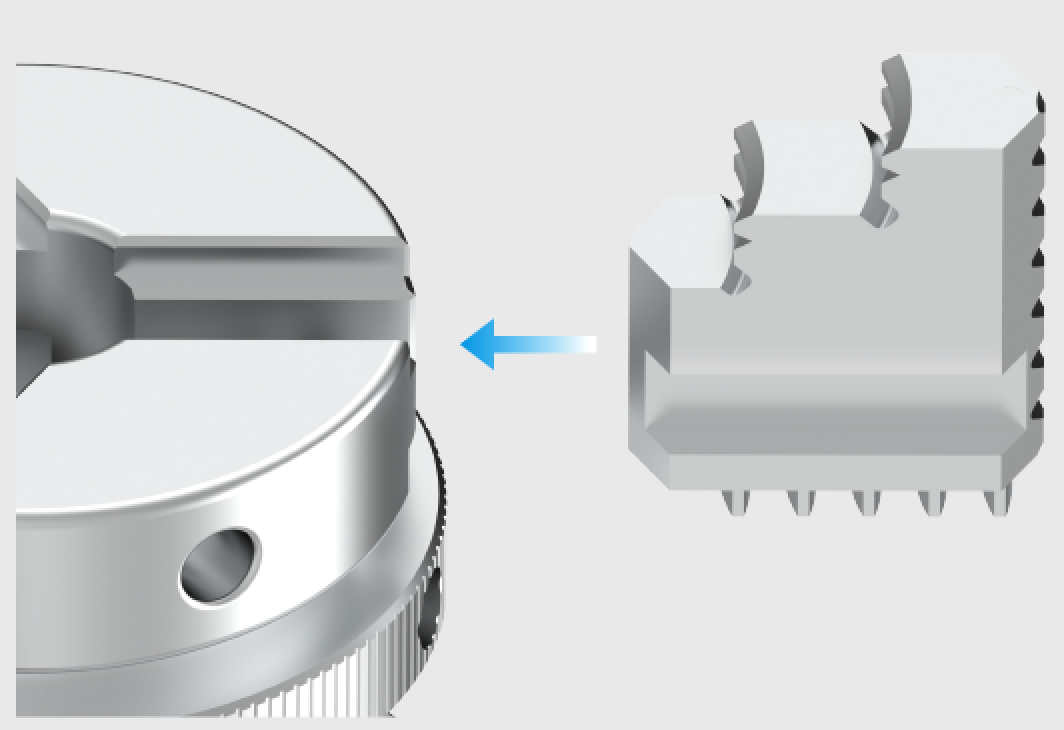
9.1.1 如何安装卡爪
默认情况下,卡爪安装后可用于内夹。如果要重新安装以用于外撑,请先松开三个卡爪,然后参阅 (2) 外撑。
内夹 外撑
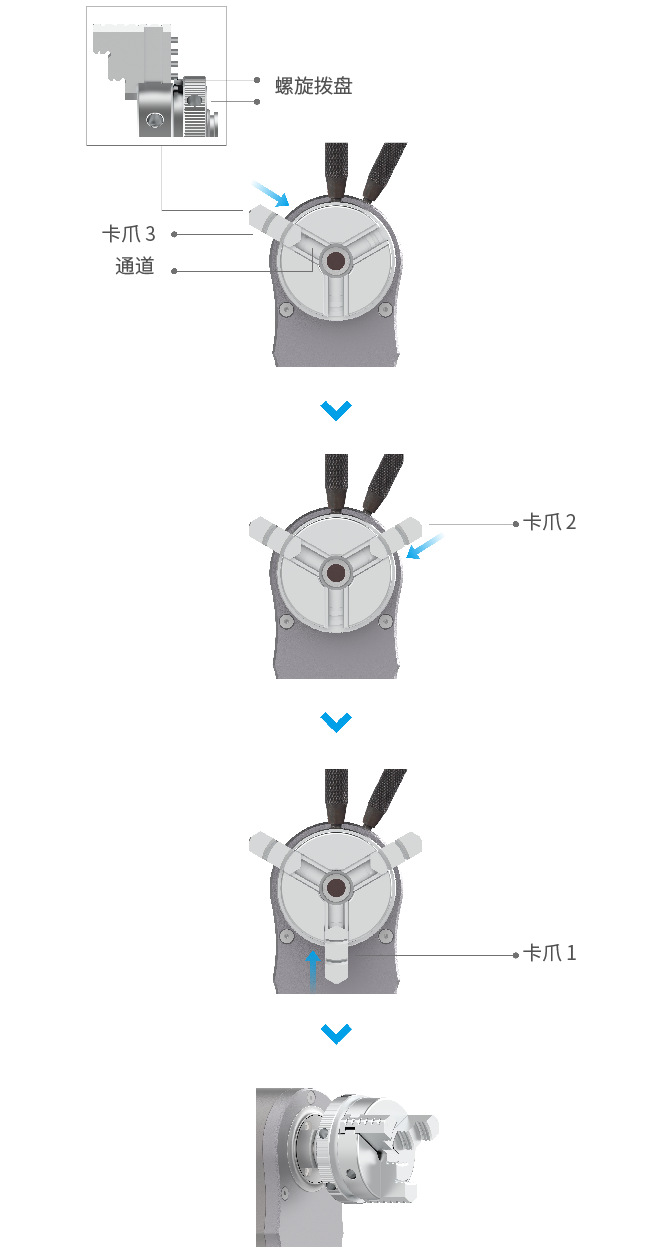
(1) 内夹
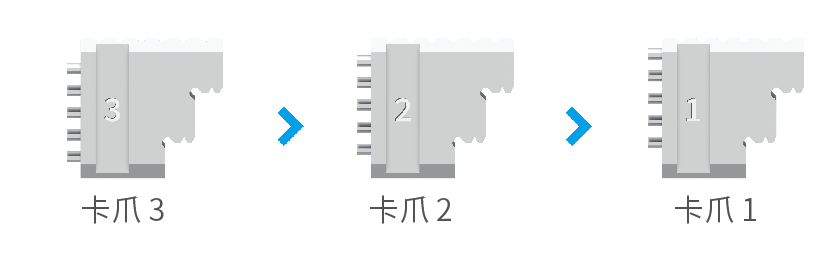
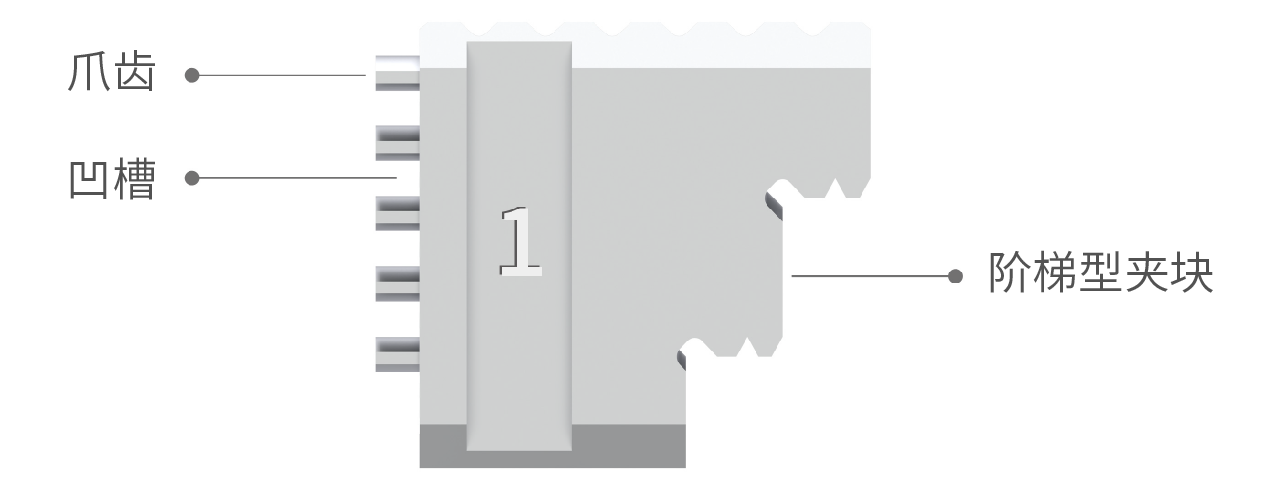
- 卡爪有编号,我们按编号从大到小的顺序进行安装(3 → 2 → 1)。
- 将卡爪 3 滑入通道,然后向内按压。通过齿间的凹槽转动拨盘上的螺旋圈。
- 将拨盘向前推,对卡爪 2 和卡爪 1 重复相同的操作。将所有卡爪滑入通道,并继续转动卡盘扳手,直到所有卡爪在中心闭合。
![]()
![]()
![]()
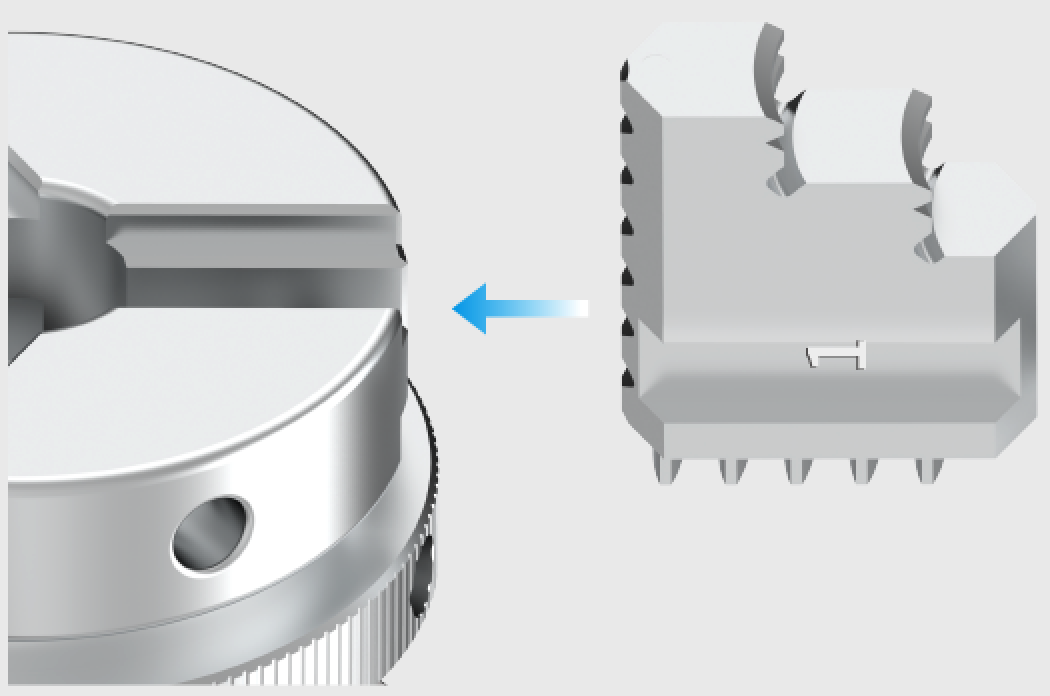
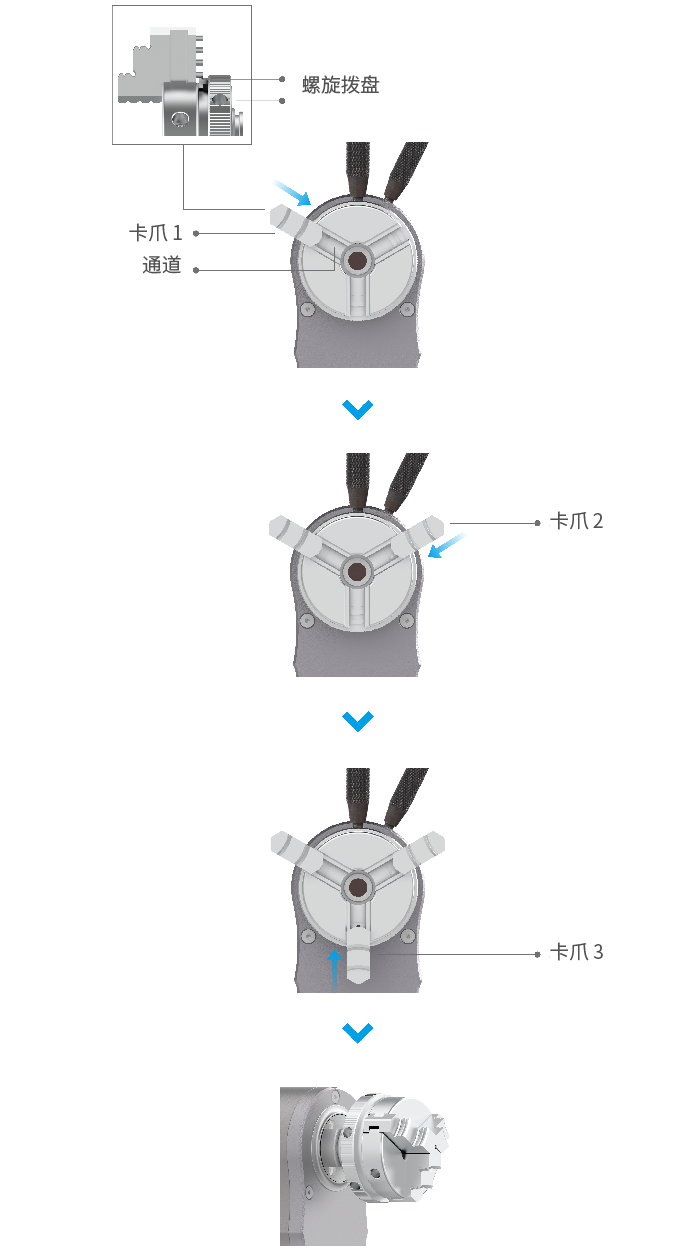
(2) 外撑
- 卡爪有编号,我们按编号从小到大的顺序进行安装(1 → 2 → 3)。
- 将卡爪 1 滑入通道,然后向内按压。通过齿间的凹槽转动拨盘上的螺旋圈。
- 将拨盘向前推,对卡爪 2 和卡爪 3 重复相同的操作。将所有卡爪滑入通道,并继续转动卡盘扳手,直到所有卡爪在中心闭合。
![]()
![]()
![]()
9.1.2 如何使用卡盘
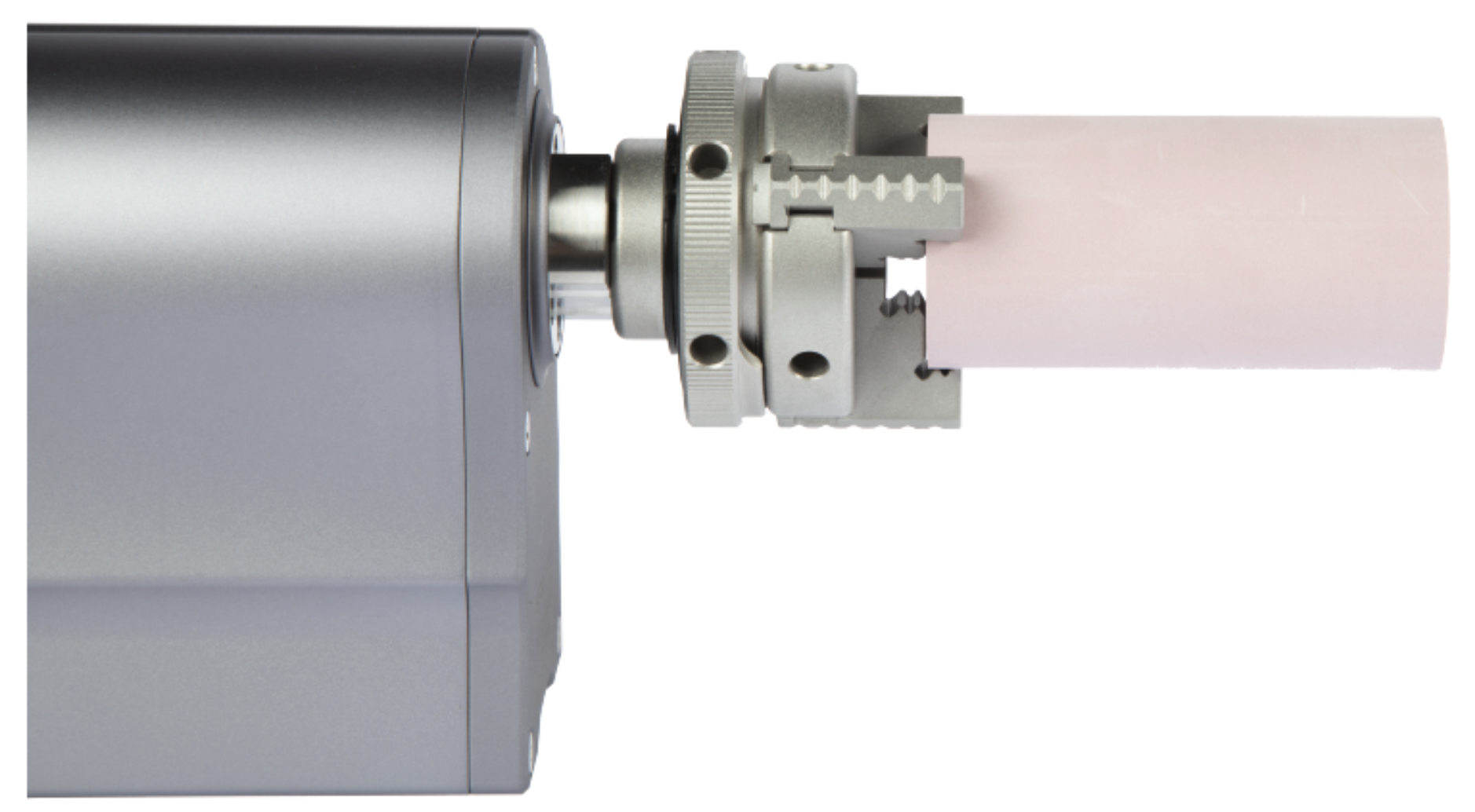
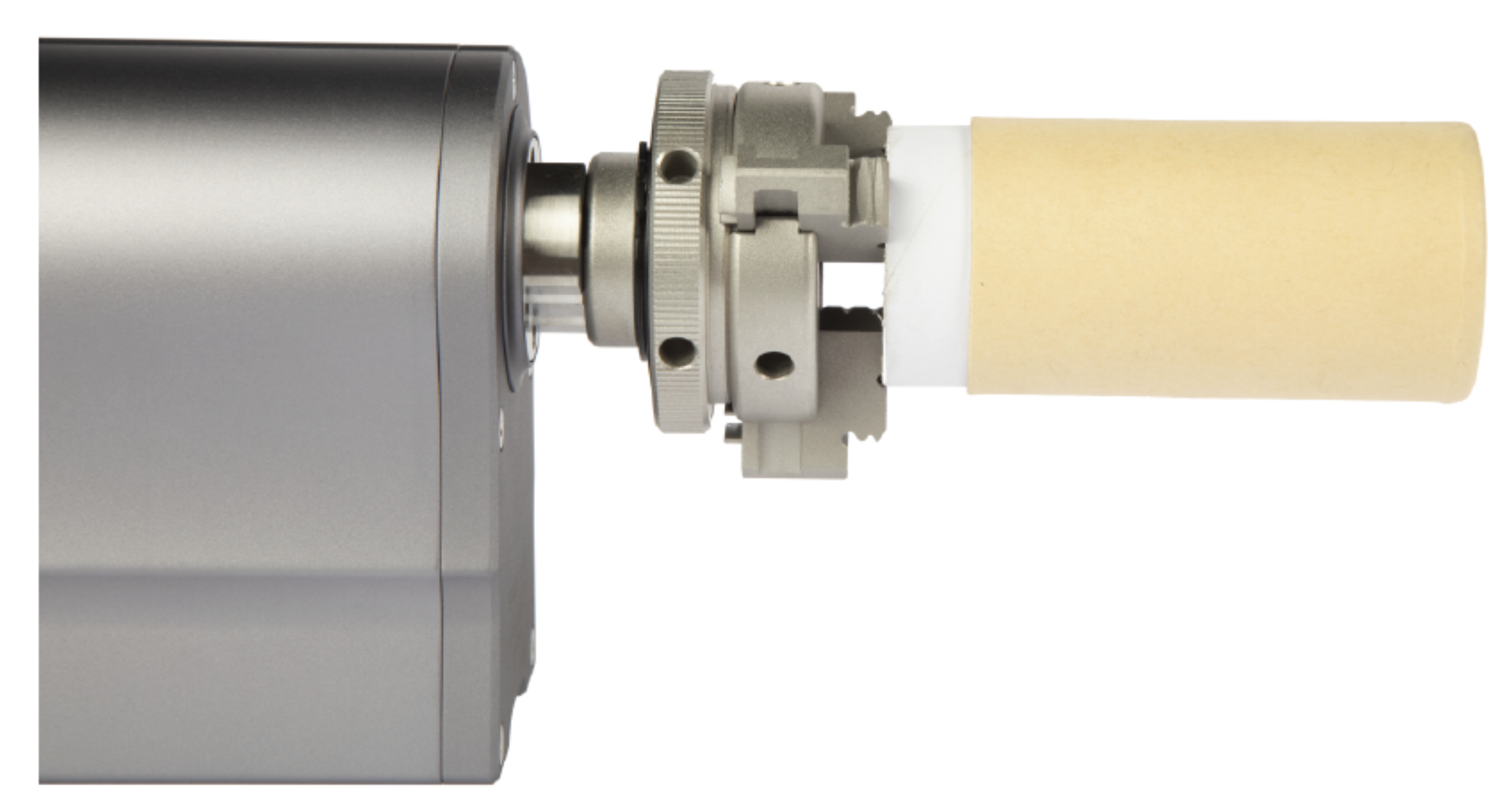
内夹主要用于夹持工件的外表面,外撑主要用于支撑内表面。换言之,内夹可以夹持实心和空心工件,而外撑只适用于空心工件。
内夹:夹持实心 CNC 材料
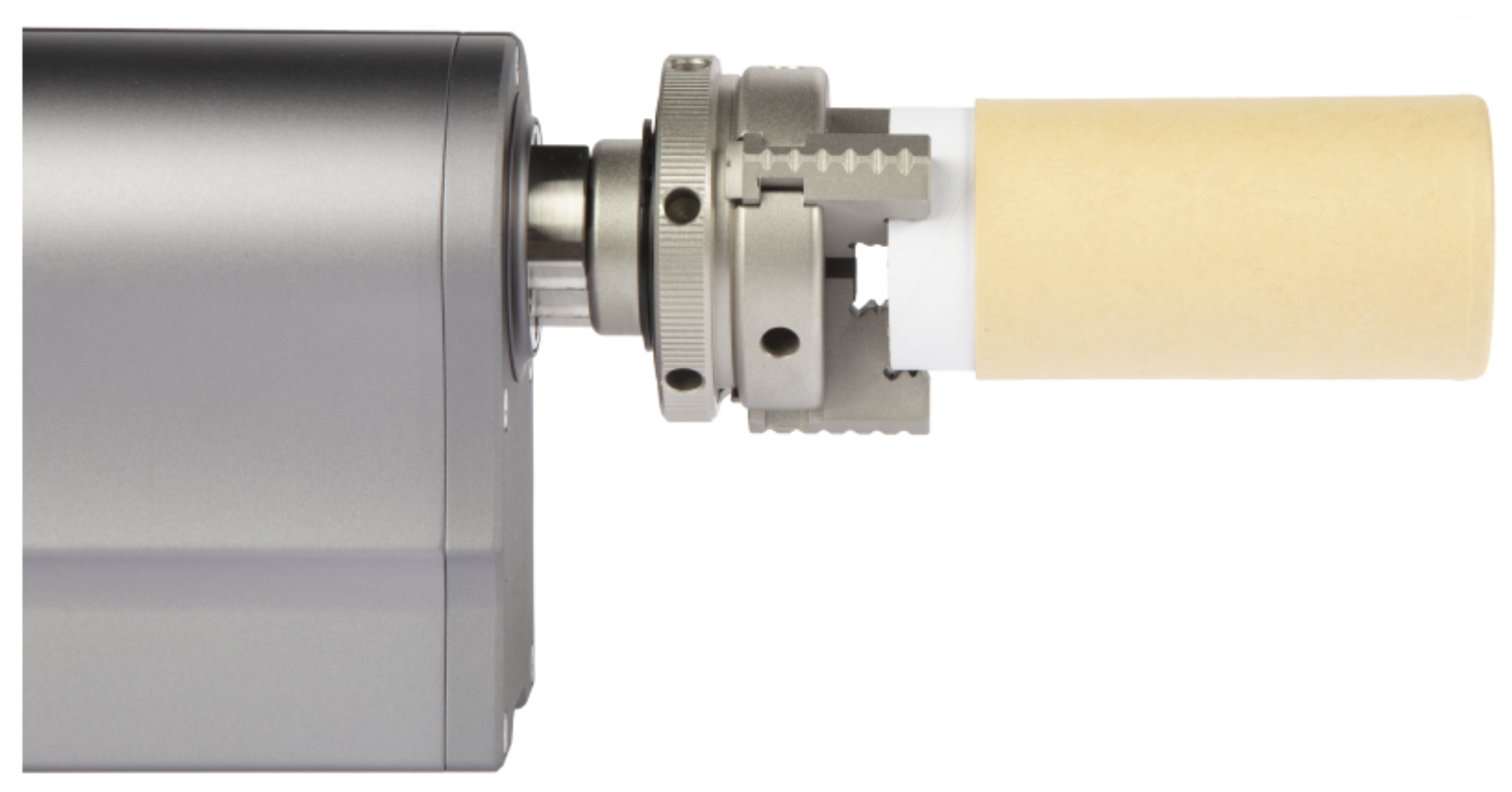
内夹:夹持空心激光材料
外撑:夹持空心激光材料
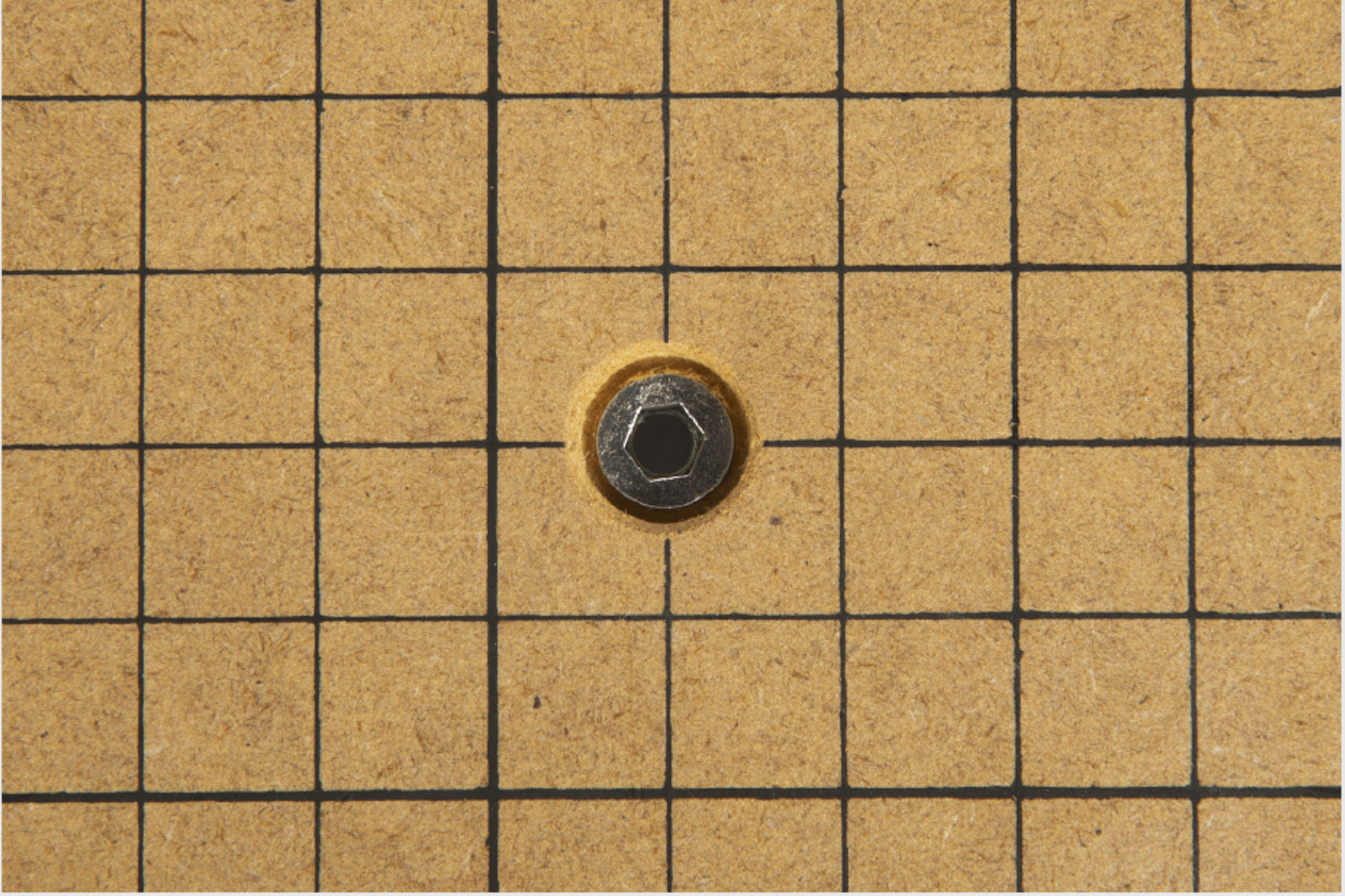
9.2 如何将螺母粘合到 CNC 平台上
如果螺母从 CNC 雕刻平台上脱落,请按以下步骤将其粘回。
![]() 使用 AB 胶前,请戴上防护手套,防止接触有毒的 AB 胶。戴上我们提供的口罩,以免吸入胶水的刺鼻气味。切勿混淆 A 胶和 B 胶的盖子。
使用 AB 胶前,请戴上防护手套,防止接触有毒的 AB 胶。戴上我们提供的口罩,以免吸入胶水的刺鼻气味。切勿混淆 A 胶和 B 胶的盖子。
① 清理螺母上的切屑。

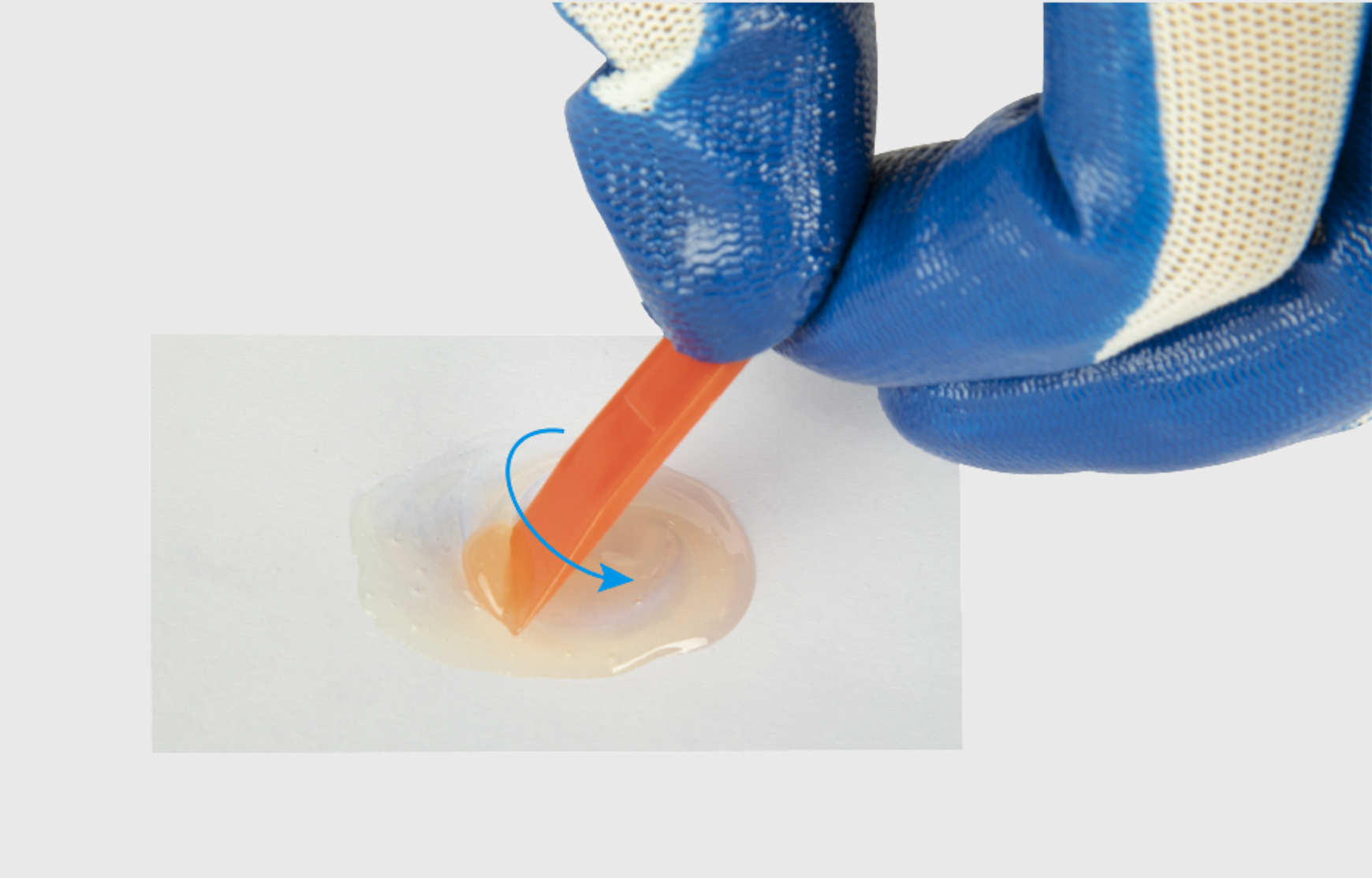
② 按 1:1 的比例挤出 A 胶和 B 胶。

③ 用红色搅拌棒将 A 胶和 B 胶混合在一起并搅拌均匀。
④ 用镊子取出螺母,将混合胶水涂在螺母底部的螺纹上。
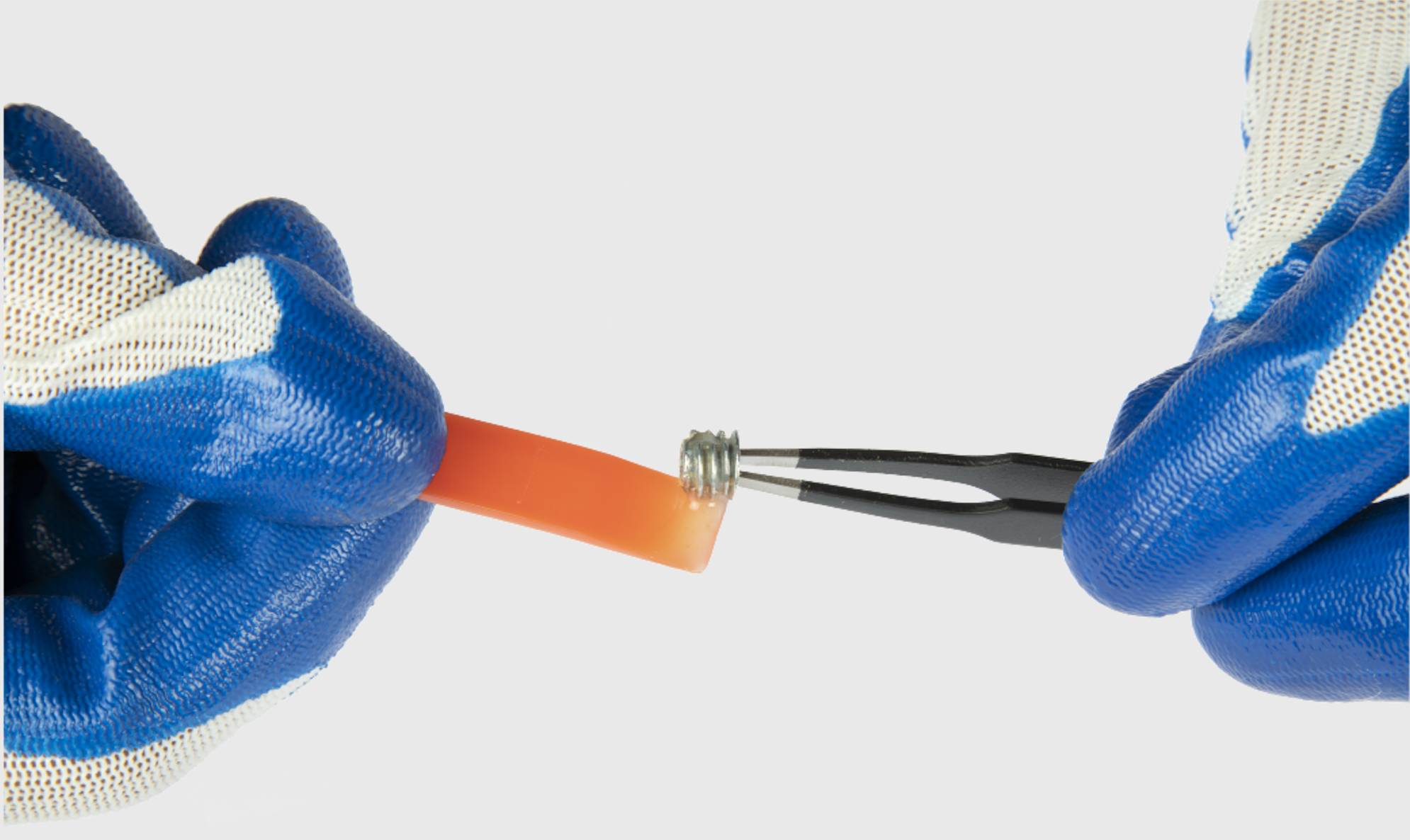
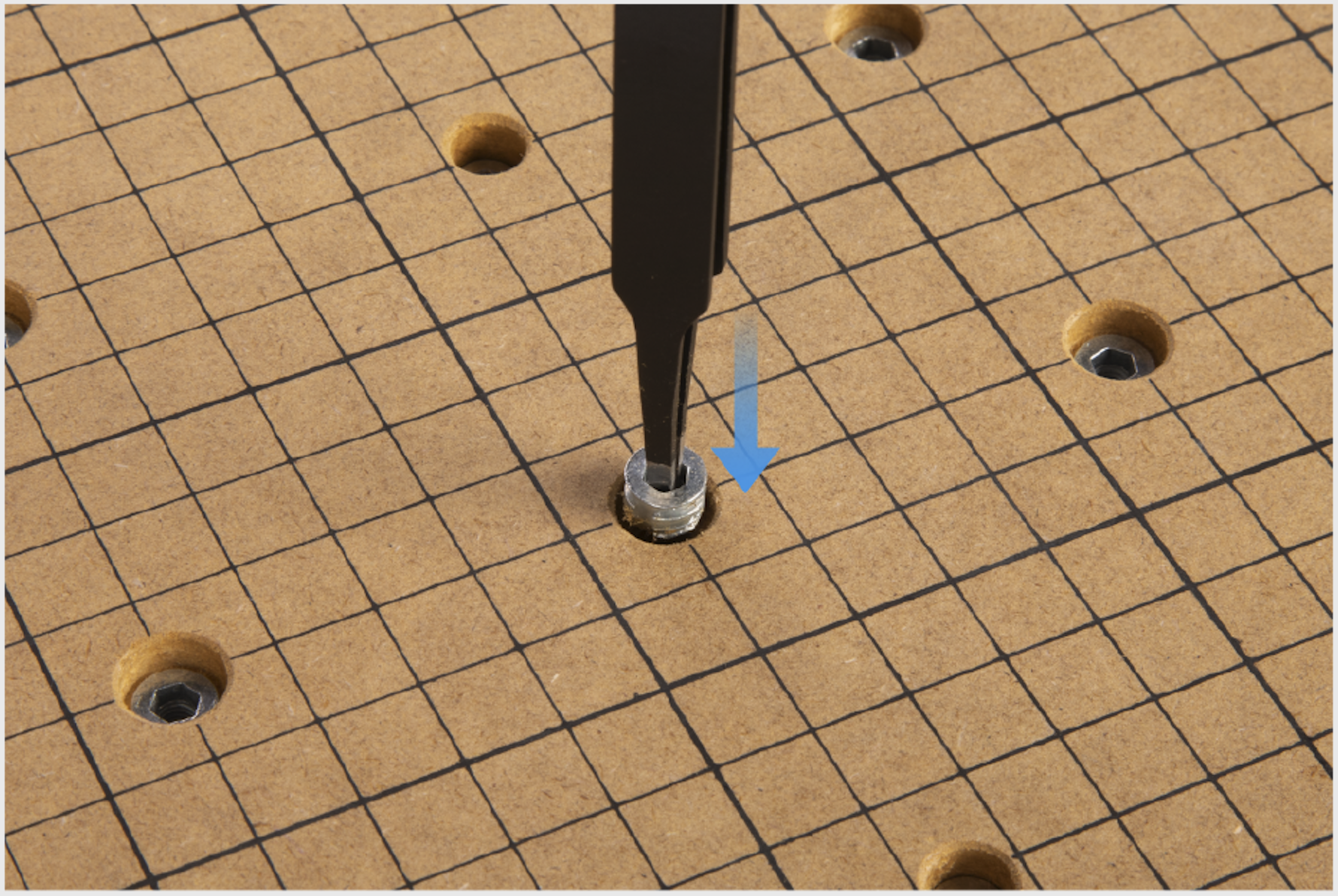
⑤ 用镊子将螺母放回 CNC 雕刻平台的孔中,并按压一会儿。
⑥ 等待至少 24 小时,确保混合胶水固化后再使用。