
4.1 准备材料
选择材料
从安全与环保的角度出发,激光雕刻和切割对于材料的选择有以下要求:
-
- 严禁使用易燃易爆材料;
- 不得使用反光率过高的材料;
- 确保材料在高能量激光(高温加热)的作用下,不会产生有毒有害的气体或烟雾,或者产生的气体与烟雾可以被防护系统中的空气净化器吸收处理为无害物质。
另外,为保证良好的雕刻和切割效果,激光雕刻和切割对于材料的形状和尺寸也有要求。
- 支持的材料列表
经过筛选与测试,Snapmaker 为你提供了 10W 激光模组支持的雕刻材料与切割材料列表,建议根据此列表选择材料。若是你选用的材料不在此列表上,请确保你充分了解材料的属性,预防材料在激光雕刻和切割过程中可能产生的危险。
|
支持的雕刻材料 |
椴木、松木、胶合板、榉木、胡桃木、竹子、中密度纤维板、漆面金属、覆铜板、马口铁、不锈钢、阳极氧化铝、深色玻璃、板岩、砖块、陶瓷、玉、大理石、页岩、皮革、织物、帆布、瓦楞纸、硬纸板、塑料、深色亚克力(蓝色除外)等。 |
|
支持的切割材料 |
椴木、松木、胶合板、榉木、胡桃木、竹子、中密度纤维板、皮革、织物、帆布、瓦楞纸、硬纸板、塑料、深色亚克力(蓝色除外)等。 |
- 形状
10W 激光模组使用固定的焦距对材料进行雕刻和切割。为保证连贯的加工效果,建议使用圆柱形材料。

- 尺寸
材料的尺寸不得超过旋转模组的夹持范围。旋转模组可夹持的最大材料尺寸如下表所示。
|
|
最大材料直径 |
最大材料长度 |
|
旋转模组(A350/A350T/F350) |
136mm |
170mm |
|
旋转模组(A250/A250T/F250) |
136mm |
70mm |
测量材料尺寸
选取合适的材料后,测量材料的直径和长度。根据测量到的尺寸数据,你才能进行后续的准备 G 代码文件、开始激光雕刻和切割操作。
选择测量工具时,推荐使用游标卡尺。在测量材料的直径时,用游标卡尺卡住材料底面,测量通过底面圆心的线段长度。测量材料长度时,则需确保游标卡尺的量爪分别与材料的上下底面贴合。

4.2 准备 G 代码文件
工作原理:画布
Luban 上的画布与材料的侧面积相对应。在Luban中输入材料的直径与长度后,画布的尺寸也会随之调整。你所要雕刻和切割的对象必须放置在画布区域内,注意画布上方高亮区域要预留出来,用于三爪卡盘固定材料。
生成 G 代码文件
(1) 在电脑上打开 Luban,点击菜单栏的设置 > 机器设置,在弹出的偏好设置窗口中,选择机器型号以及激光模组类型,并点击保存。
(2) 在Luban 的首页,点击激光 > 四轴进入激光 G 代码生成器 ![]() 。
。
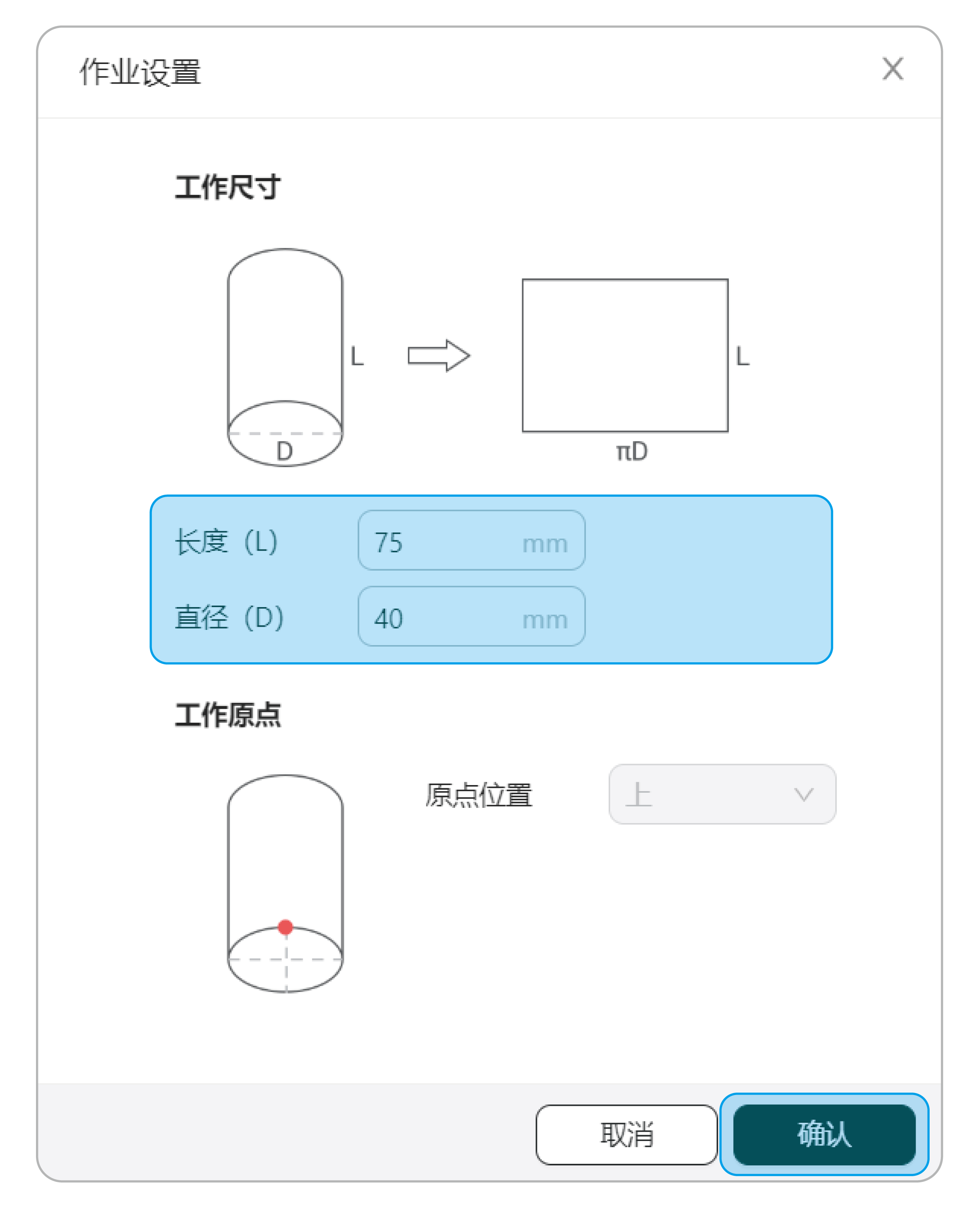
(3) 进行作业设置。输入材料的长度与直径,点击确认。
(4) 添加激光雕刻和切割对象。点击左侧工具栏中的  ,从你的电脑中选择对象文件,导入文件,将对象移动到画布区域内。
,从你的电脑中选择对象文件,导入文件,将对象移动到画布区域内。
![]() 当前,对于四轴激光雕刻和切割,Luban 上的激光 G 代码生成器支持处理以下格式的对象文件:.svg、.png、.jpg、.jpeg、.bmp、.dxf。
当前,对于四轴激光雕刻和切割,Luban 上的激光 G 代码生成器支持处理以下格式的对象文件:.svg、.png、.jpg、.jpeg、.bmp、.dxf。
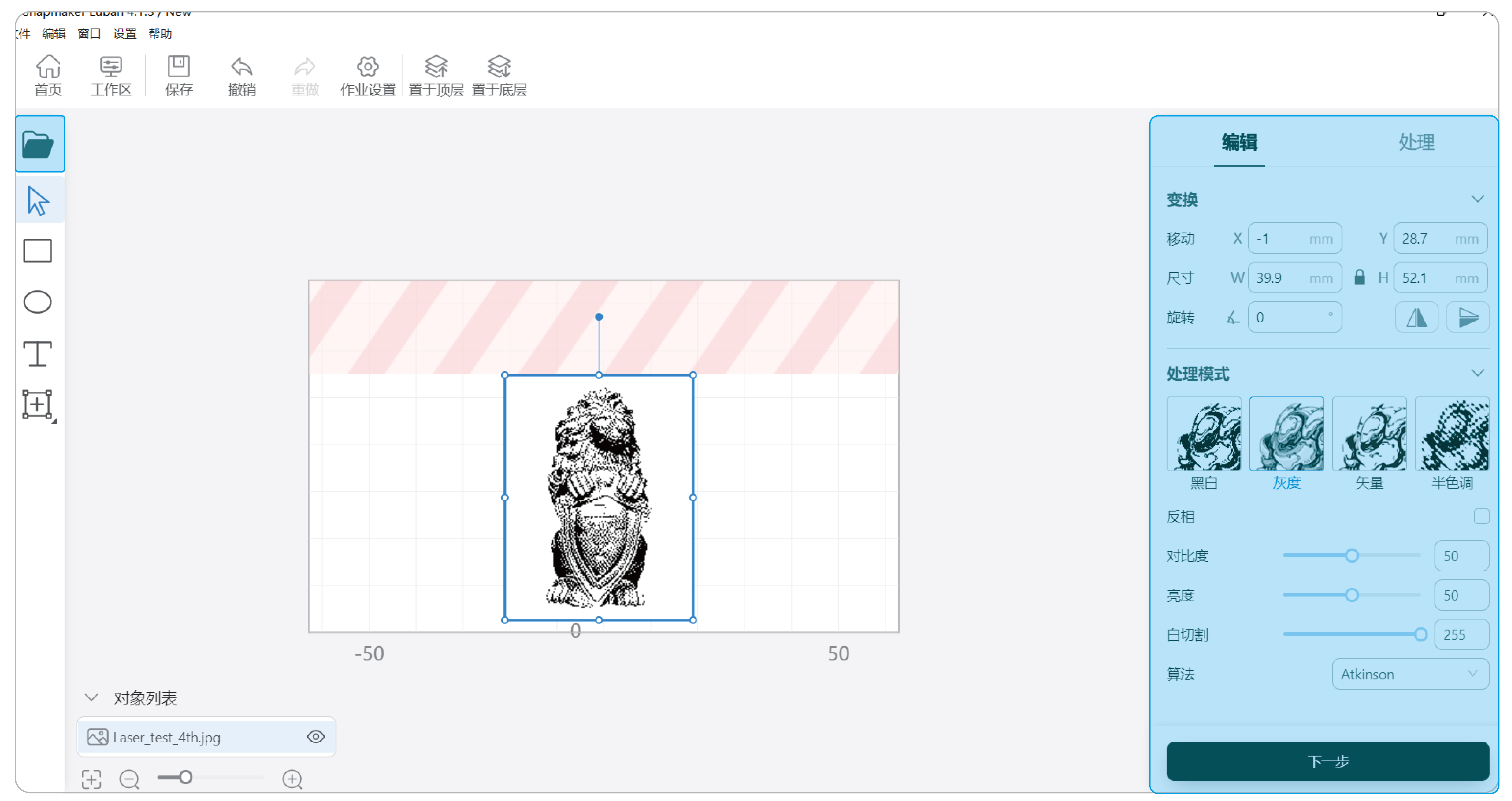
(5) 编辑激光雕刻和切割对象。在对象列表中,单击以选择对象,在画布右侧的编辑面板中,设置对象的位置、尺寸、旋转角度、处理模式等参数,完成后点击下一步。
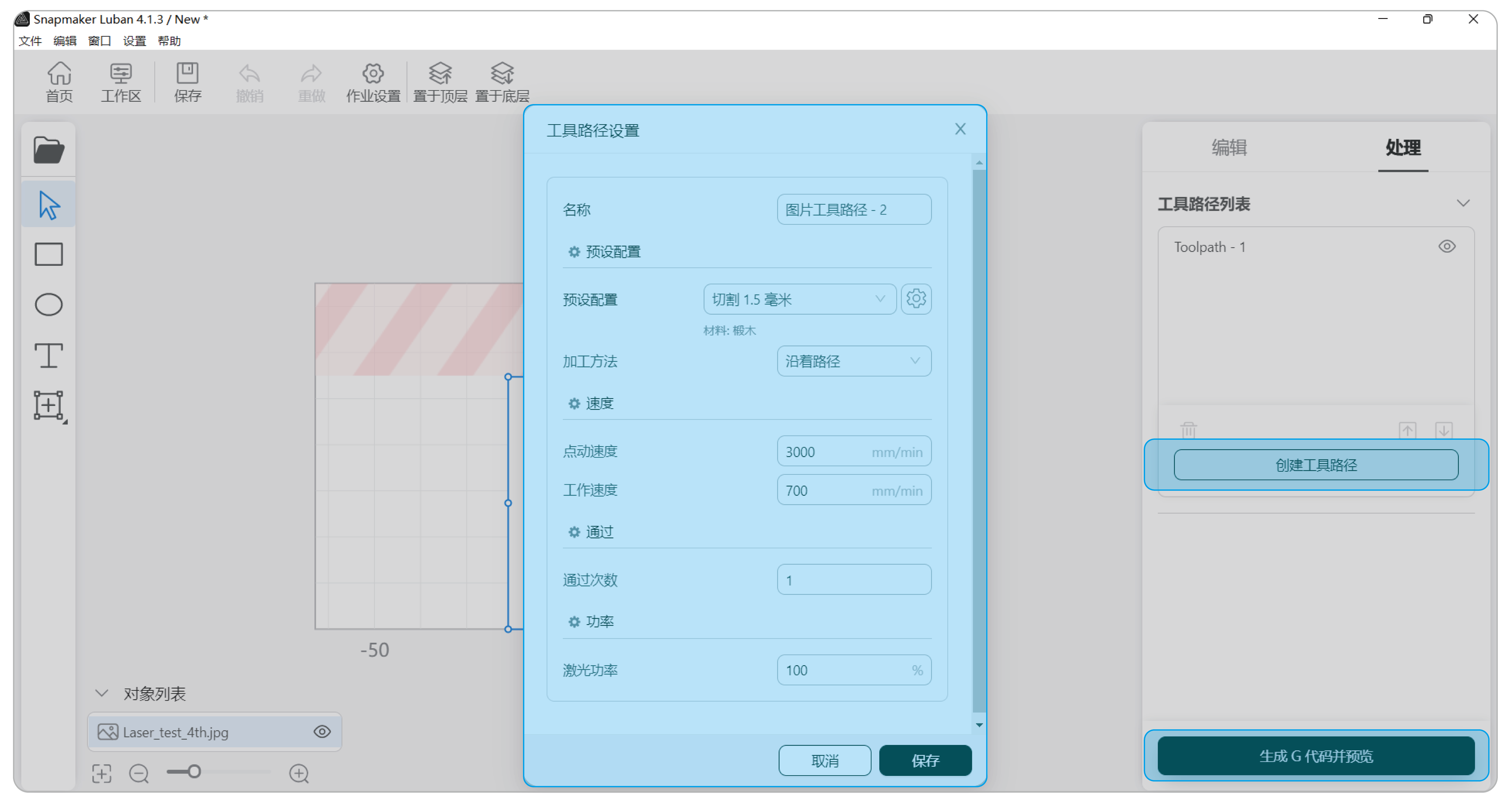
(6) 单击以选择对象,然后点击创建工具路径。你可以在预设配置中选择对应的材料和加工方法,然后使用 Luban 推荐的工作参数,也可以自定义参数数值,然后点击保存 > 生成 G 代码并预览。
(7) 点击导出,选择将 G 代码加载到工作区或者将 G 代码导出到文件。
- 若选择将 G 代码加载到工作区,则在 Luban 与机器通过 Wi-Fi 连接的情况下,你可以在工作区将 G 代码发送到机器,或者在 Luban 上启动激光雕刻与切割。
- 若选择将 G 代码导出到文件,则你可以将 G 代码文件保存到本地计算机上。
4.3 开始激光雕刻和切割
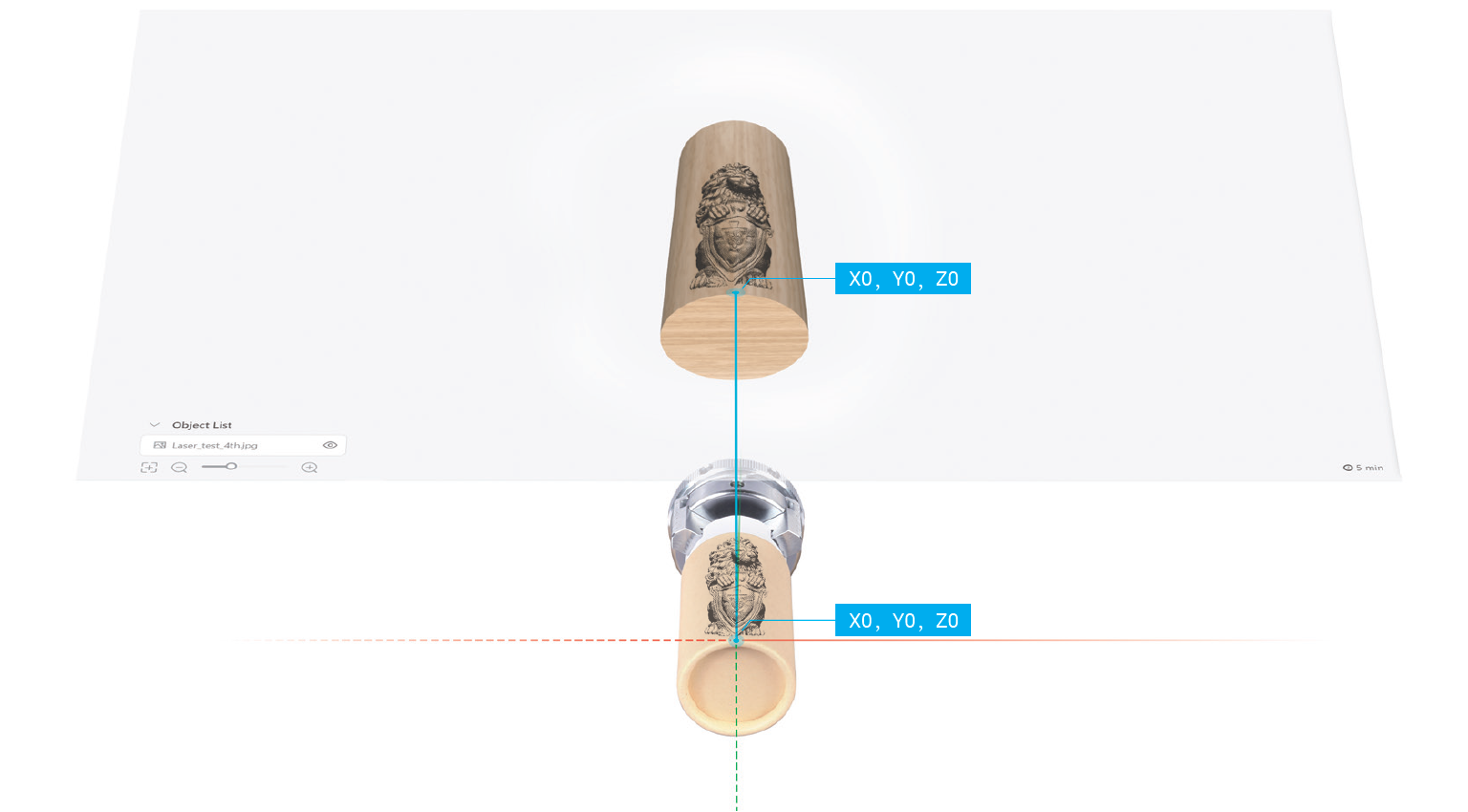
工作原理:工作原点
工作原点与 Luban 上的坐标原点(0,0,0)相对应。通过设置工作原点和跑边框,你可以确定激光雕刻和切割的位置。
在触控屏上开始激光雕刻和切割
(1) 将 G 代码文件传输到机器上,具体操作参见 3.7 传输 G 代码文件。
(2) 在触控屏的主界面上,点击开始。
(3) 从本地或 USB 的文件列表中,点击以选择你准备雕刻和切割的 G 代码文件。
(4) 预览雕刻和切割对象,检查激光功率、工作速度和预估时间等参数,点击准备。
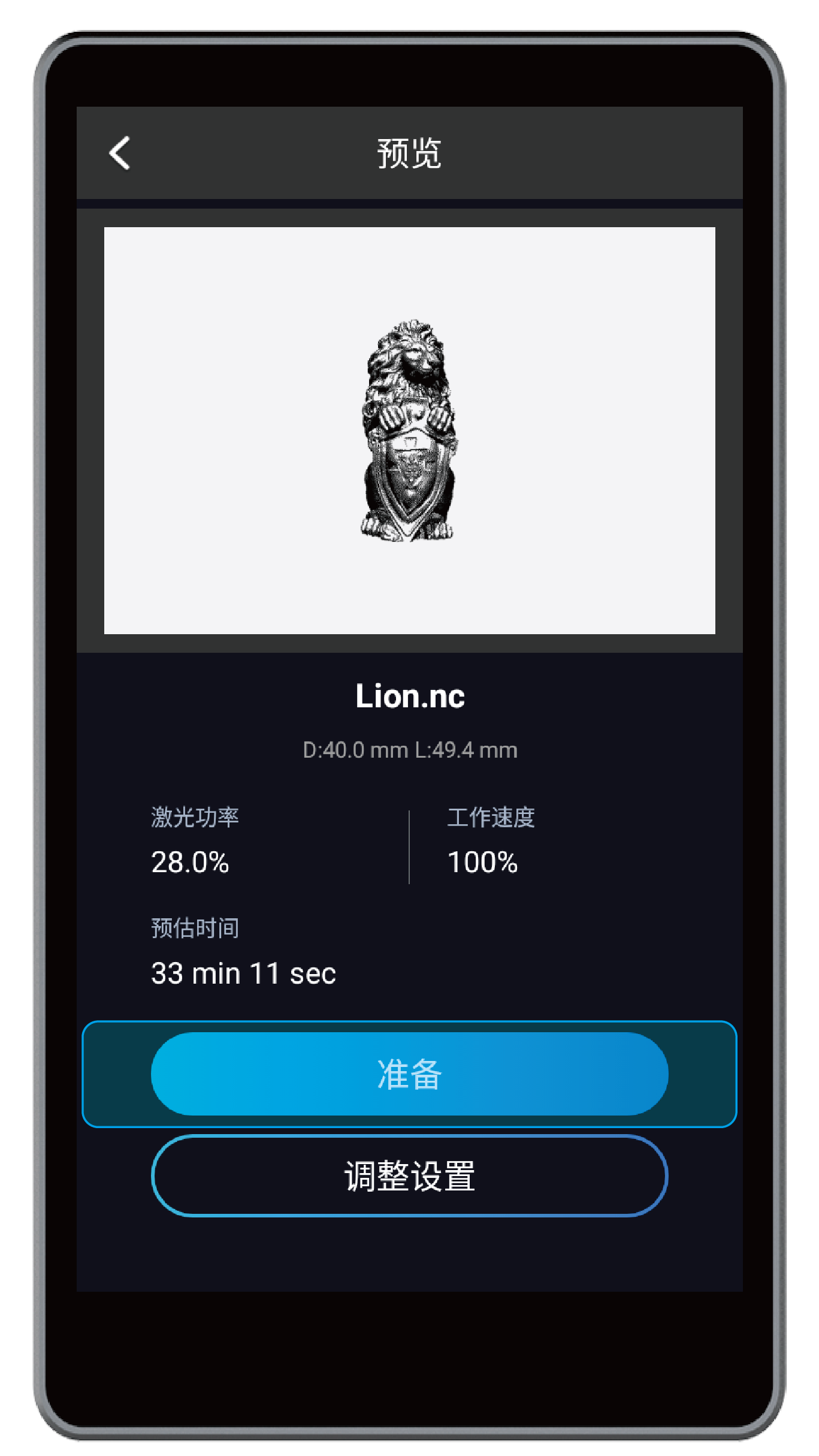
![]() 你也可以点击调整设置来修改激光功率和工作速度。
你也可以点击调整设置来修改激光功率和工作速度。
![]() 若机器开机后没有执行过返回原位的操作,则需要先按照屏幕的提示,使执行头返回到 X、Y、Z 轴的初始位置。
若机器开机后没有执行过返回原位的操作,则需要先按照屏幕的提示,使执行头返回到 X、Y、Z 轴的初始位置。
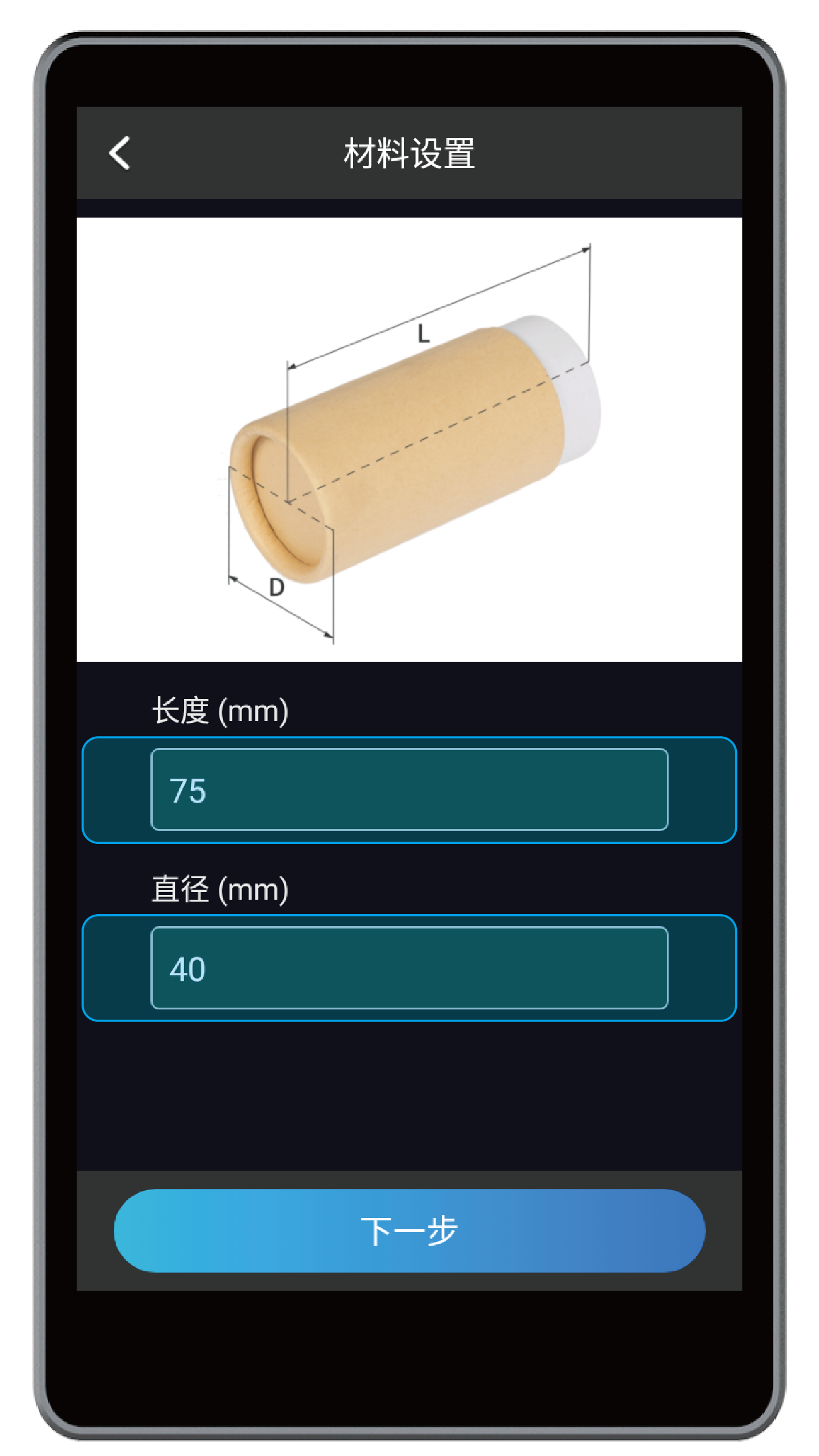
(5) 材料设置。输入材料的长度和直径,然后点击下一步。
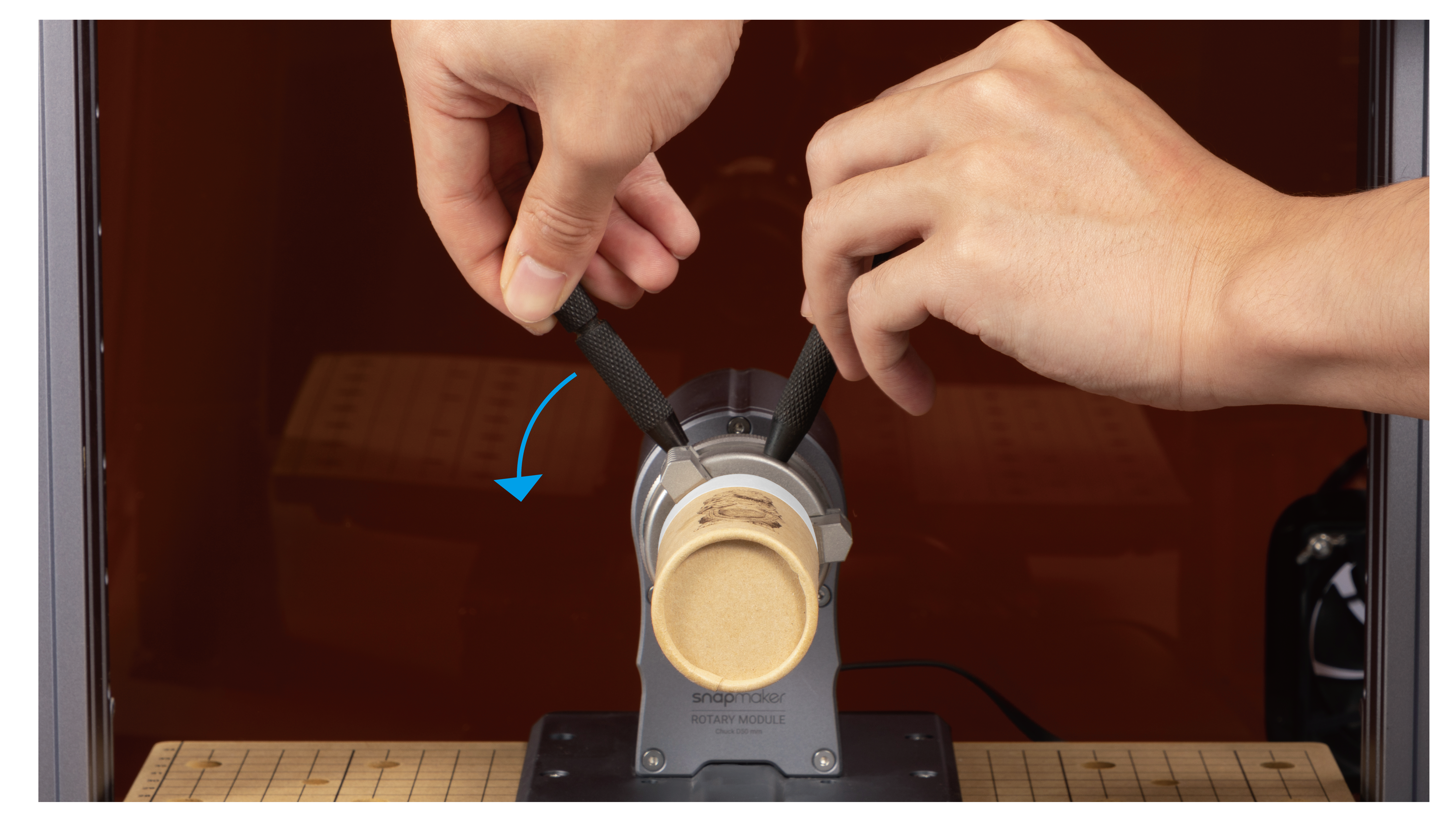
(6) 固定材料。先用两个卡盘扳手将三爪卡盘拧松,然后把材料的一端插入三爪卡盘中,再拧动卡盘扳手将材料卡紧。固定完成后,点击下一步。
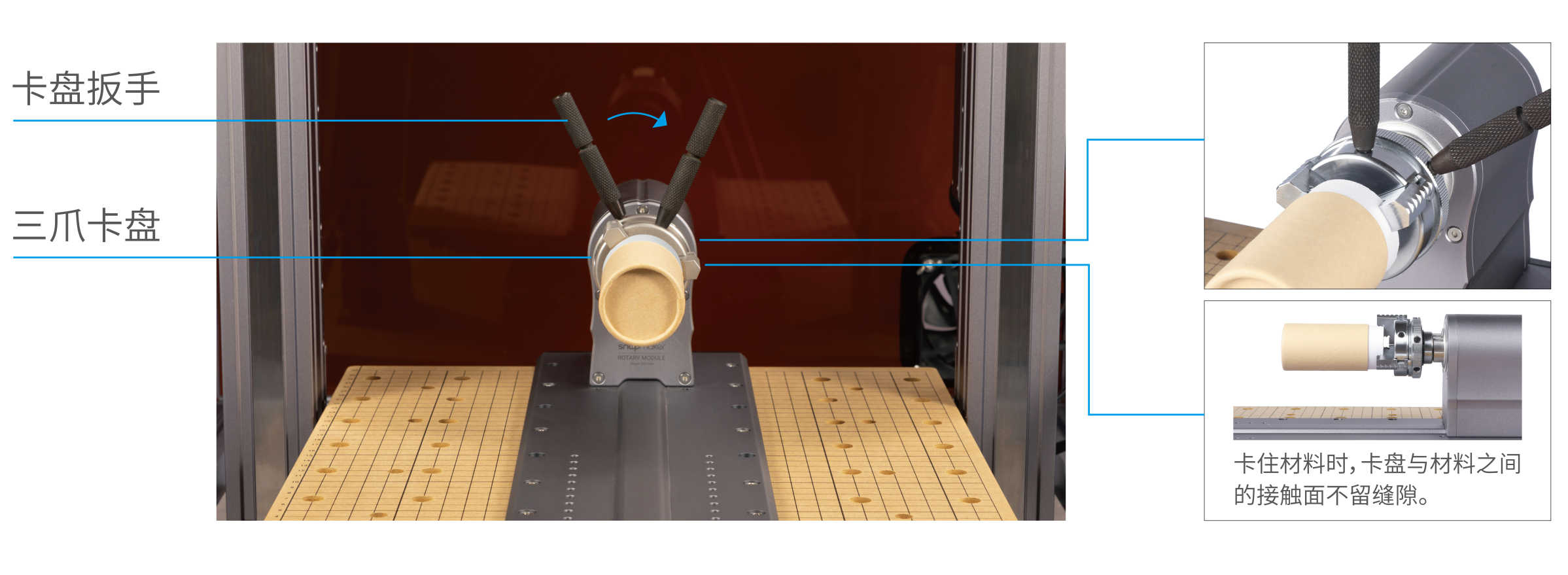
![]() 卡爪尖锐,小心使用。务必用卡盘扳手调整卡爪。
卡爪尖锐,小心使用。务必用卡盘扳手调整卡爪。
(7) 测量高度。点击下一步,执行头将移动到材料上方。点击X-/X+/Y-/Y+/Z-/Z+ 移动执行头,使聚风罩贴合材料上表面,然后点击下一步,激光模组将进行自动对焦。

(8) 确保操作者和旁观者均正确佩戴激光护目镜,然后点击下一步。

(9) 设置工作原点。在触控屏上点击 X-/X+/Y-/Y+ 调整执行头位置,在执行头控制区域左滑,点击 B 偏移量 调整旋转模组位置。当激光光斑移动到原点位置时,点击设置工作原点 > 跑边框,确定激光雕刻和切割的区域。


![]() 若跑边框过程中,聚风罩与机器其他部位发生碰撞,请立即关闭机器或者按压急停开关
若跑边框过程中,聚风罩与机器其他部位发生碰撞,请立即关闭机器或者按压急停开关 ![]() 。
。
(10) 关闭外罩门,点击开始来进行激光雕刻和切割。

![]() 若你以 100% 的激光功率切割材料,建议连续切割时间不要超过 8 小时。否则,10W 激光器的使用寿命可能会受到影响。
若你以 100% 的激光功率切割材料,建议连续切割时间不要超过 8 小时。否则,10W 激光器的使用寿命可能会受到影响。
![]() 在激光雕刻和切割过程中,你可以进行以下操作:
在激光雕刻和切割过程中,你可以进行以下操作:
- 向左滑动屏幕来修改激光功率和工作速度。
- 点击暂停按钮暂停激光作业,点击恢复继续激光作业。
- 点击停止,机器结束激光作业,无法恢复。
(11) 取下作品。雕刻和切割作业完成后,使用卡盘扳手拧松三爪卡盘,再将材料取下。
在 Luban 上开始激光雕刻和切割
(1) 将G 代码加载到工作区。
- 如果你在Luban 上生成G 代码,在激光 G 代码生成器中,点击导出 > 将 G 代码加载到工作区。
- 如果你要使用本地 G 代码文件,在工作区的 G 代码文件面板中,点击 + G 代码文件。从你的电脑中选择一个 G 代码文件(.nc 格式), 然后点击打开。
(2) 将机器与 Luban 连接,操作详情参见 3.5 连接机器与 Luban。
(3) 固定材料。先用两个卡盘扳手将三爪卡盘拧松,然后把材料的一端插入三爪卡盘中,再拧动卡盘扳手将材料卡紧。
![]() 卡爪尖锐,小心使用。务必用卡盘扳手调整卡爪。
卡爪尖锐,小心使用。务必用卡盘扳手调整卡爪。
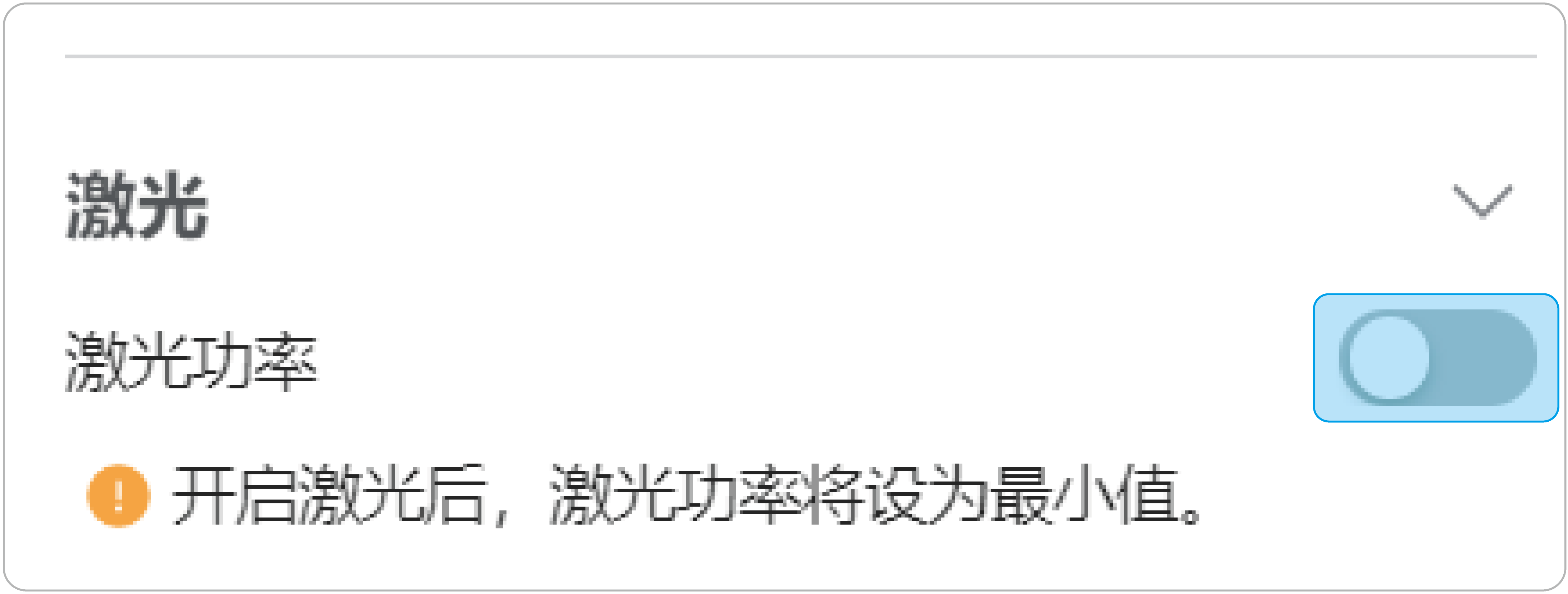
(4) 确保操作者和旁观者均正确佩戴激光护目镜,然后在工作区左侧的激光面板中,打开激光功率。
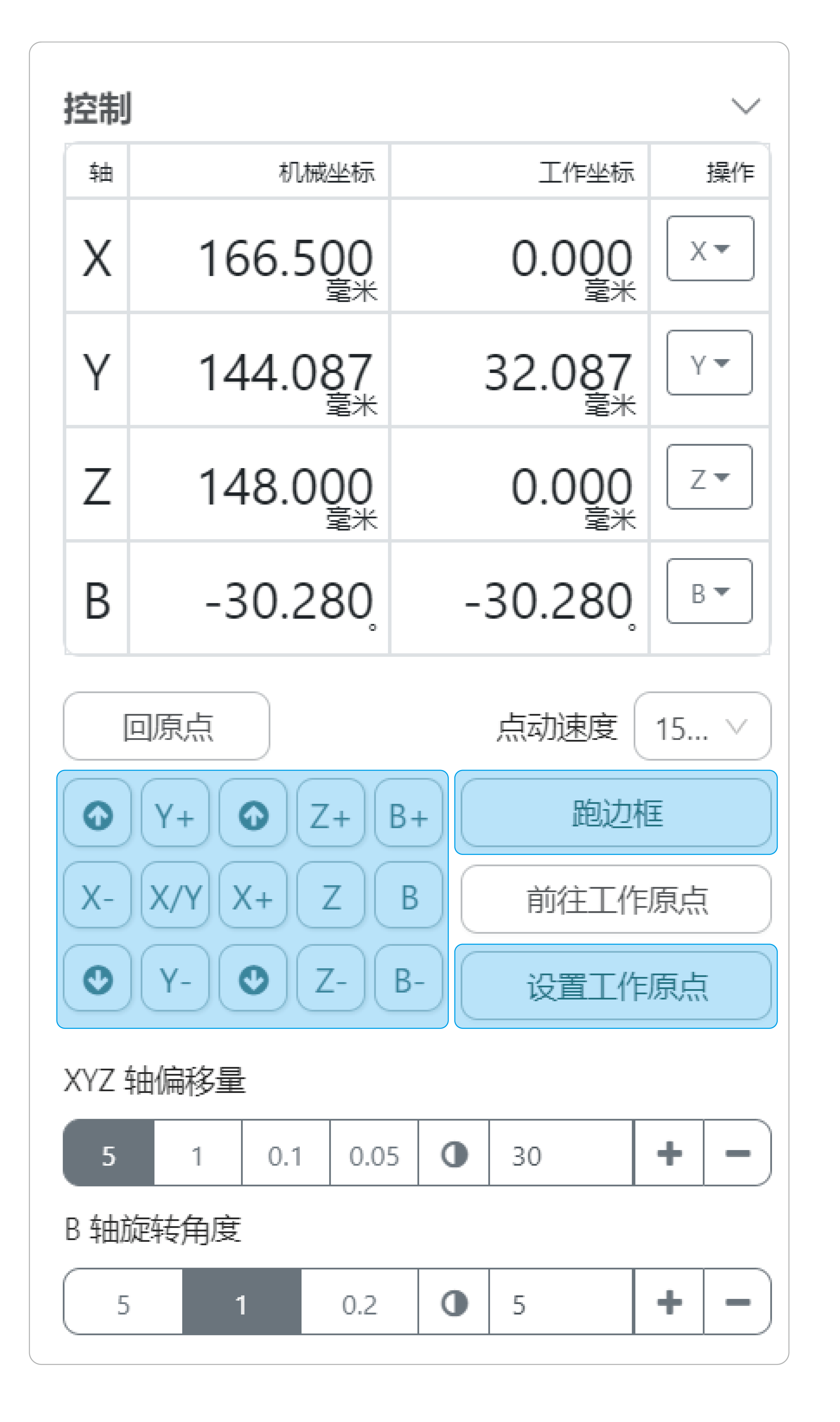
(5) 在工作区右侧的控制面板中,点击X-/X+/Y-/Y+/Z-/Z+/B 偏移量 调整执行头和旋转模组的位置。当激光光斑移动到原点位置,且激光光束聚焦在材料上表面形成最小光斑时,点击设置工作原点 > 跑边框,确定激光雕刻和切割的区域。
![]() 若跑边框过程中,聚风罩与机器其他部位发生碰撞,请立即关闭机器或者按压急停开关
若跑边框过程中,聚风罩与机器其他部位发生碰撞,请立即关闭机器或者按压急停开关 ![]() 。
。
(6) 关闭外罩门。在右侧 G 代码文件面板中,选择用于雕刻和切割的 G 代码文件,点击在线作业 > 开始。
![]() 若你以 100% 的激光功率切割材料,建议连续切割时间不要超过 8 小时。否则,10W 激光器的使用寿命可能会受到影响。
若你以 100% 的激光功率切割材料,建议连续切割时间不要超过 8 小时。否则,10W 激光器的使用寿命可能会受到影响。
![]() 四轴激光雕刻和切割无法使用自动模式。
四轴激光雕刻和切割无法使用自动模式。
![]() 在激光雕刻和切割过程中,你可以进行以下操作:
在激光雕刻和切割过程中,你可以进行以下操作:
- 在左侧激光面板中修改激光功率和工作速度:输入新的激光功率和工作速度参数后,点击刷新按钮,则新的参数将被运用于当前的激光作业中。
- 在右侧作业状态面板中,点击暂停按钮暂停激光作业,点击运行继续激光作业。
- 在右侧作业状态面板中,点击停止,机器结束激光作业,无法恢复。
(7) 取下作品。雕刻和切割作业完成后,使用卡盘扳手拧松三爪卡盘,再将材料取下。