3.1 校准执行头焦距
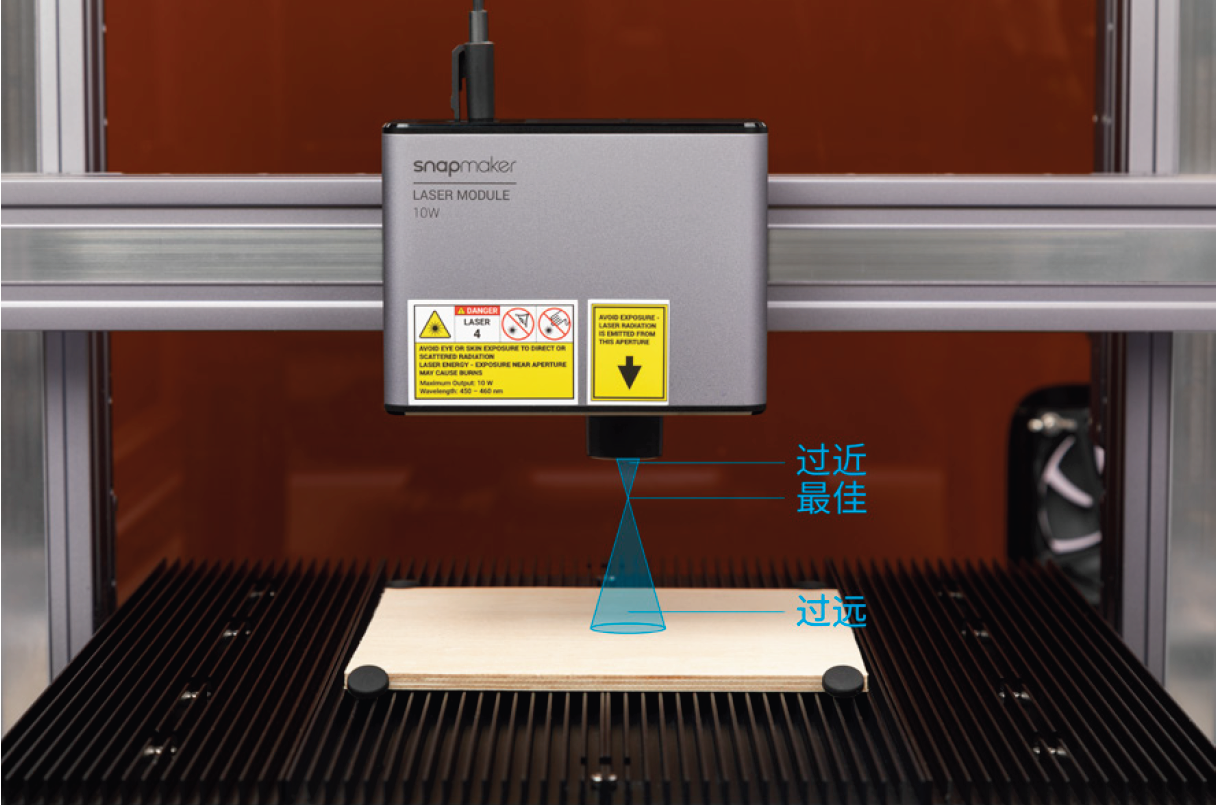
工作原理:焦点
激光雕刻和切割过程中,只有当焦点刚好处于材料表面时,才可实现最佳聚焦效果。
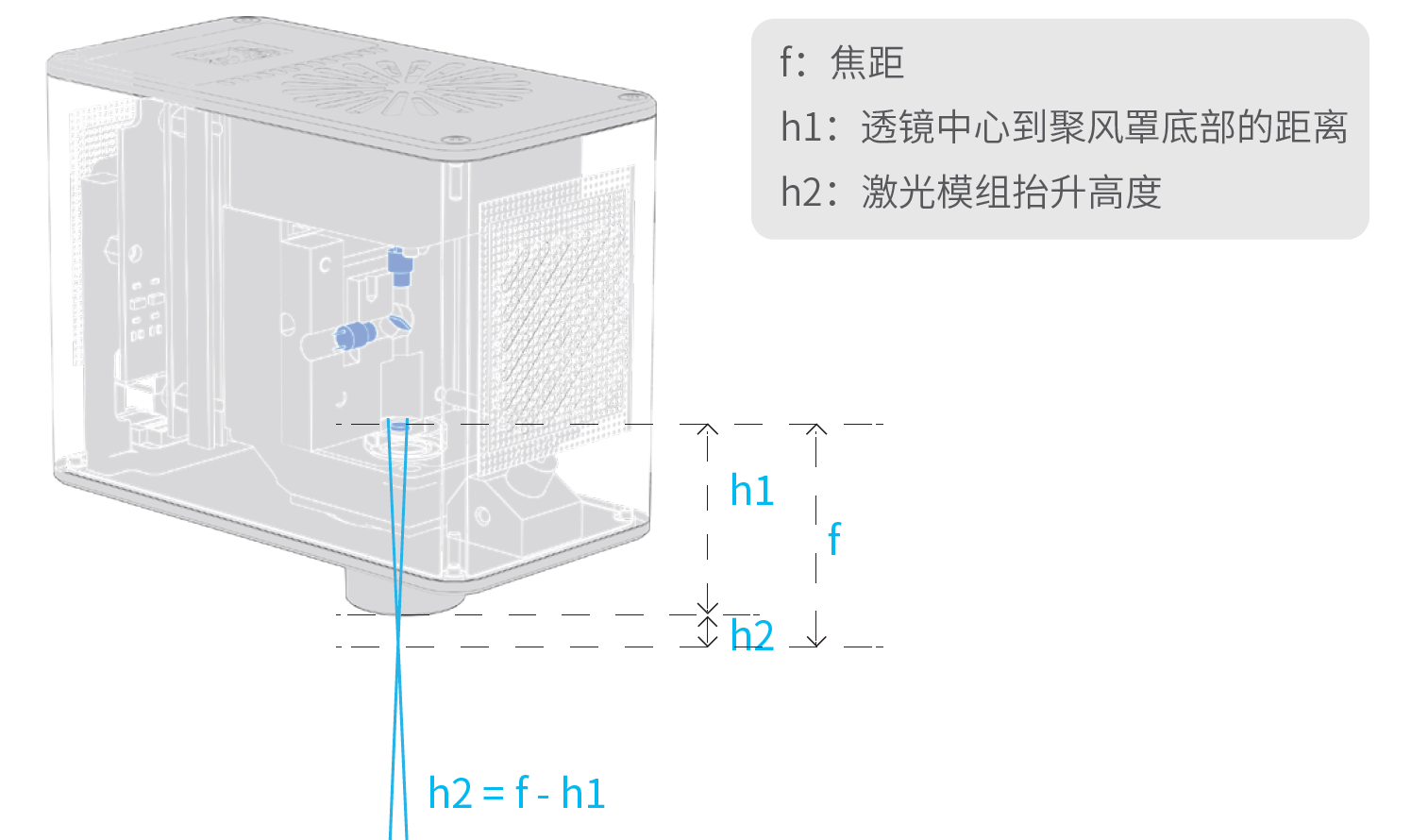
工作原理:自动对焦
焦距是透镜中心到焦点的距离。10W 激光模组的焦距(f)是已知的定值,激光透镜中心到聚风罩底部的距离(h1)也是已知的定值。因此,机器通过触碰激光雕刻和切割平台从而获取到其高度后,即可利用 f 与 h1 自动计算出需抬升的高度(h2),实现自动对焦。
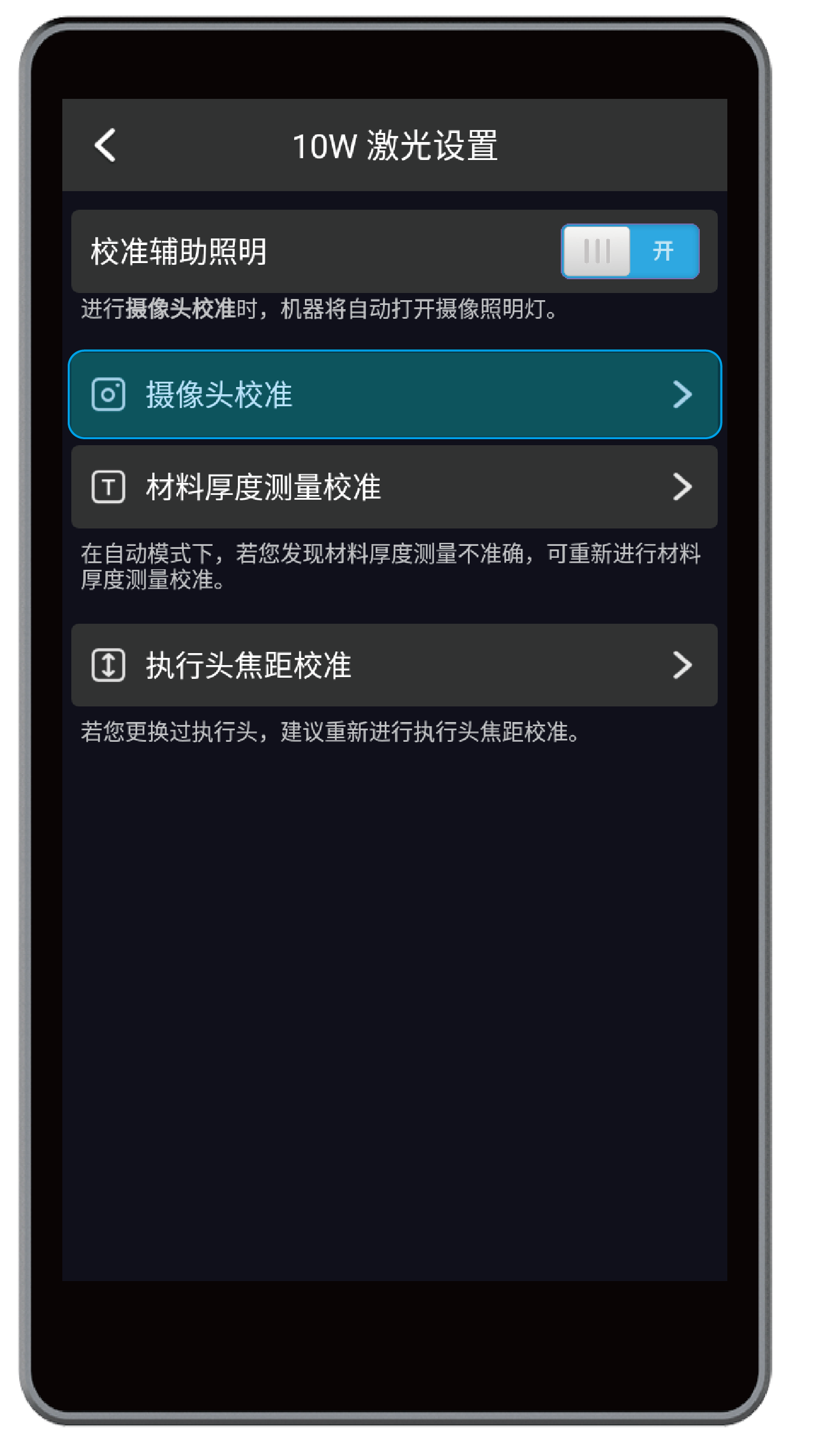
开始执行头焦距校准
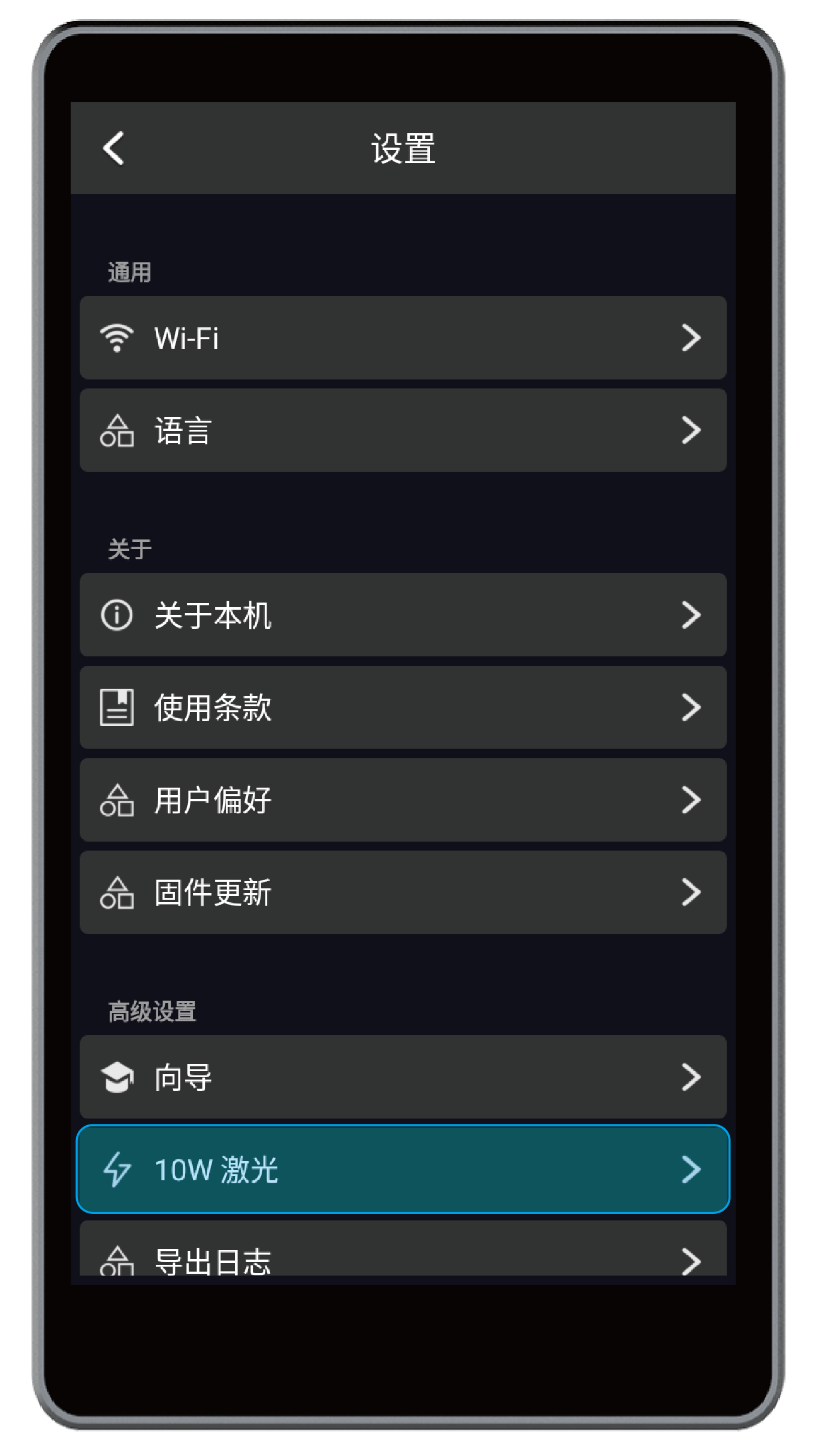
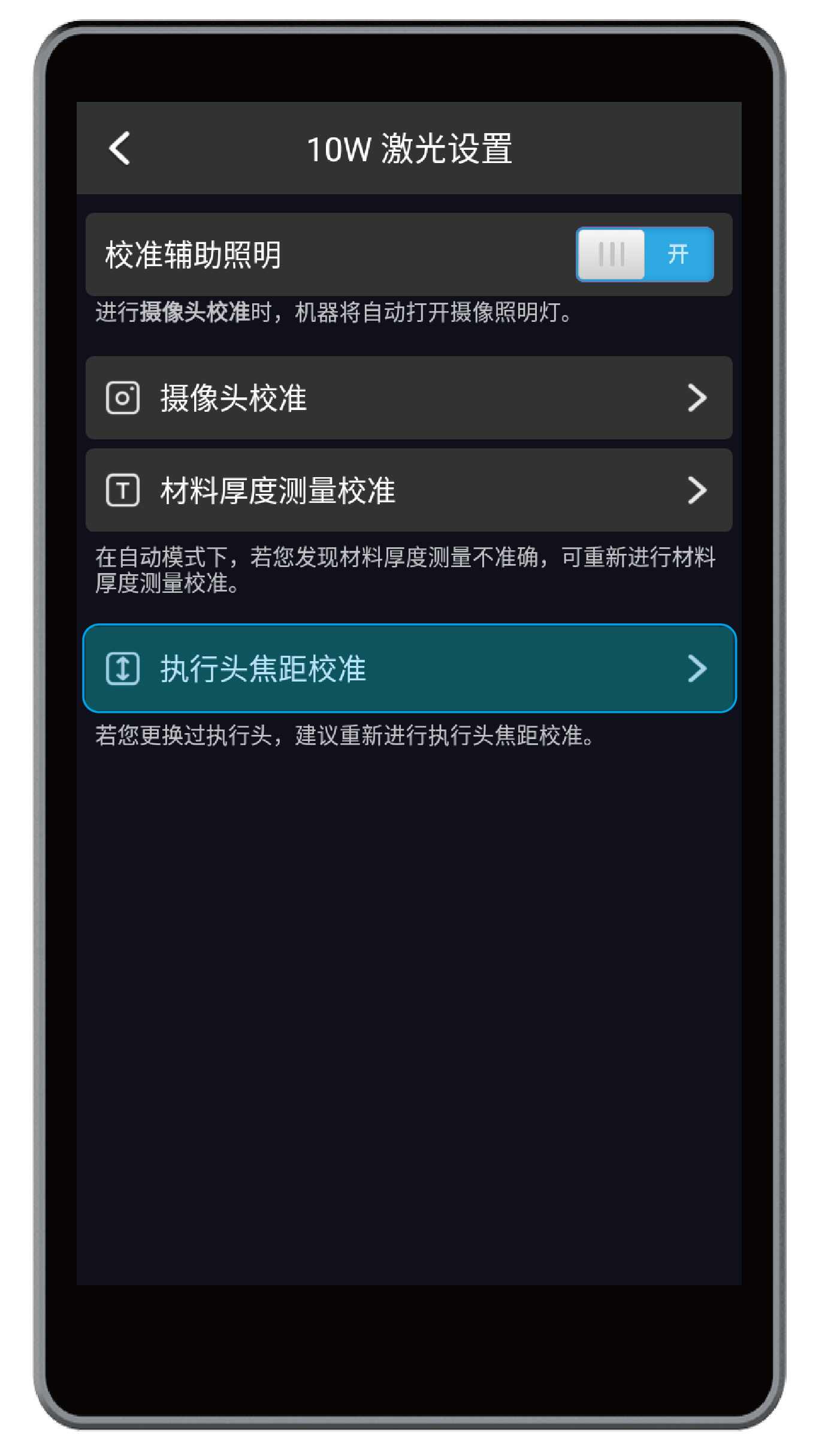
(1) 在触控屏的主界面上左滑,进入应用列表,点击设置 > 10W 激光 > 执行头焦距校准。
 >
>  >
>
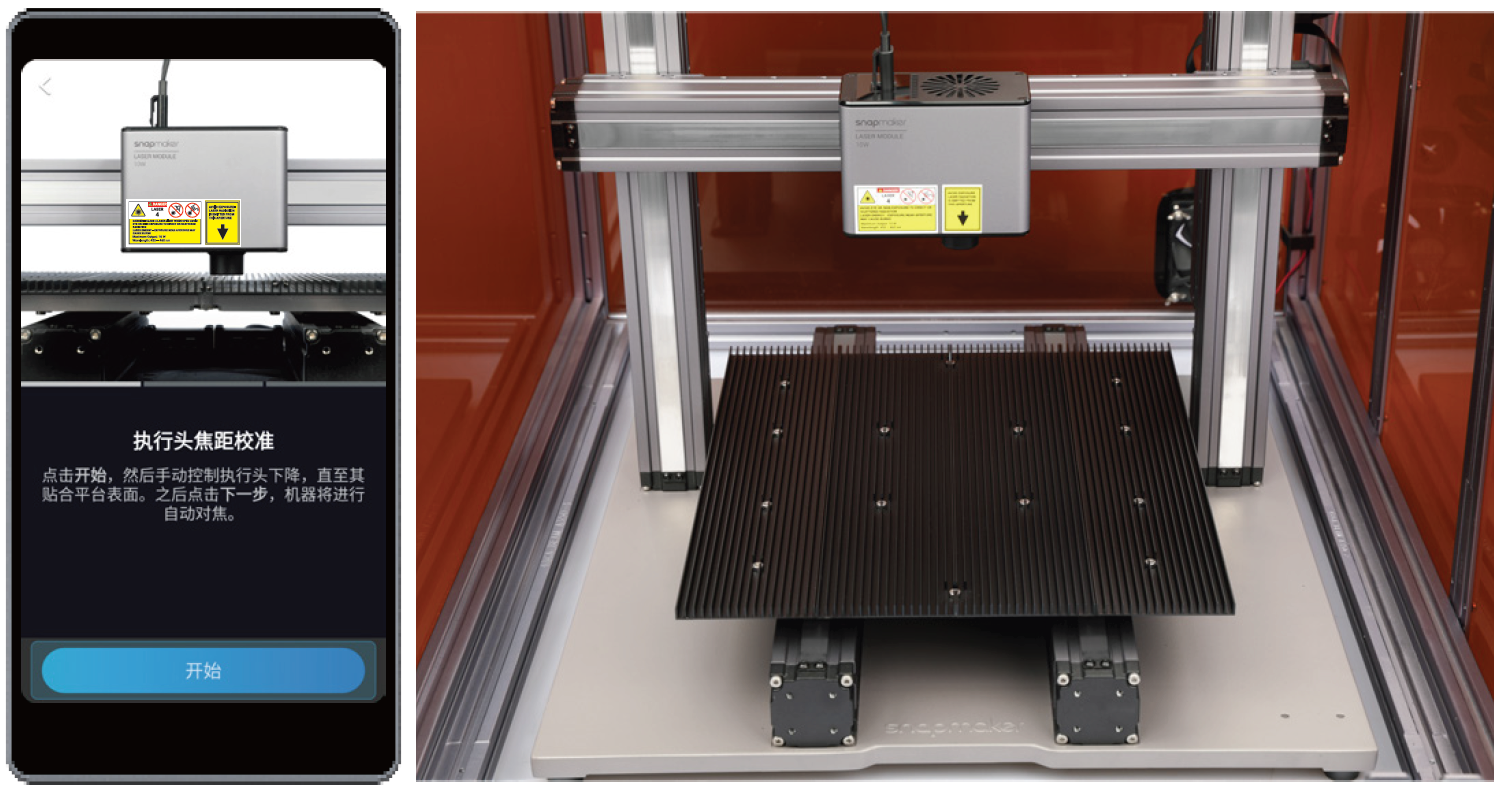
(2) 点击开始,启动执行头焦距校准程序。10W 激光模组将自动移动到激光雕刻和切割平台中央上方。
![]() 若机器开机后没有执行过返回原位的操作,则需要先按照屏幕的提示,使执行头返回到 X、Y、Z 轴的初始位置。
若机器开机后没有执行过返回原位的操作,则需要先按照屏幕的提示,使执行头返回到 X、Y、Z 轴的初始位置。
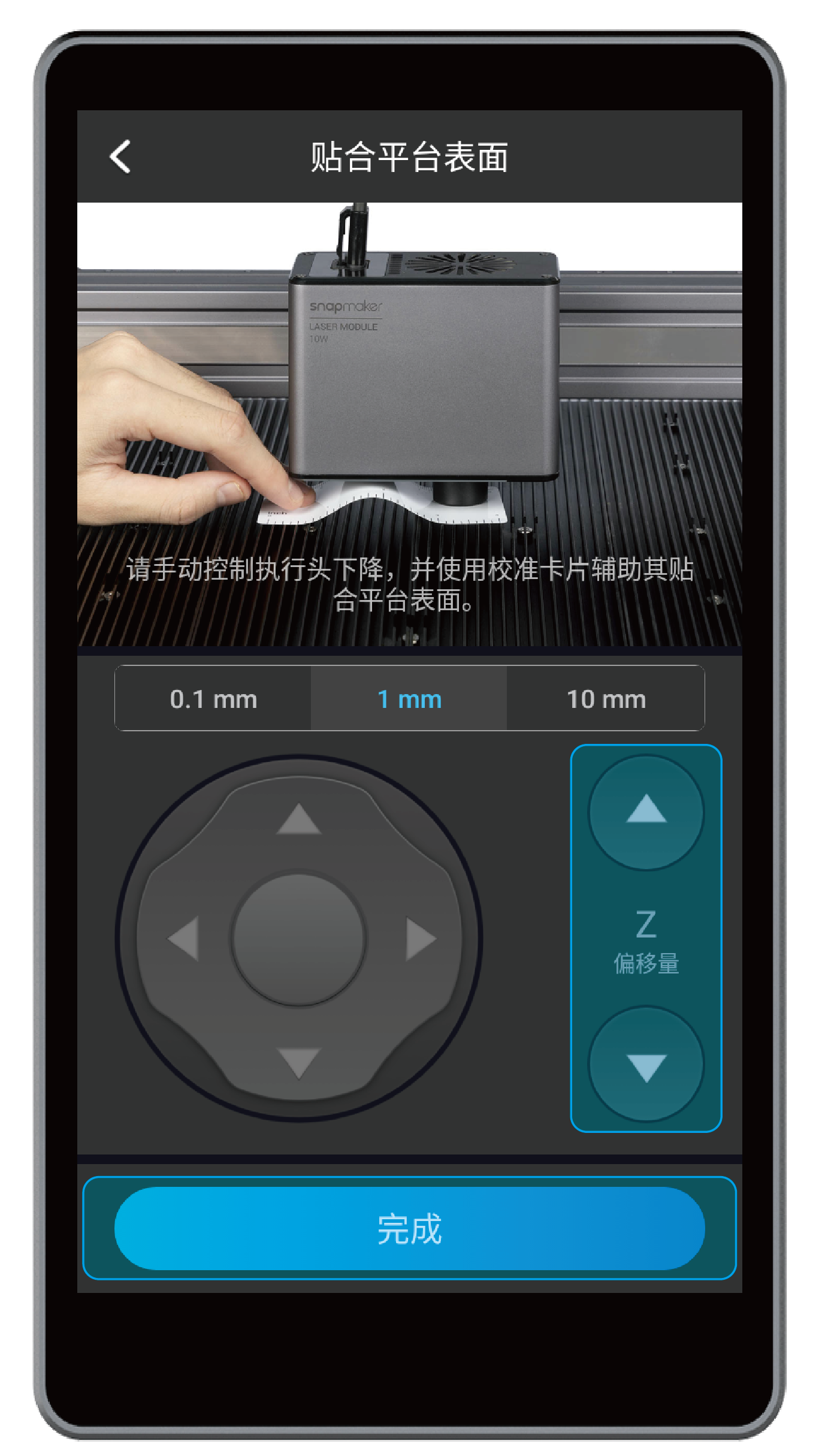
(3) 将校准卡片或一张 A4 纸放置在聚风罩与激光雕刻和切割平台之间,点击 Z 偏移量移动执行头。当聚风罩轻微触碰校准卡片表面,且拉动校准卡片可感受到轻微阻力,推动校准卡片可看到卡片起褶皱时,点击完成。

3.2 校准材料厚度测量功能
工作原理:测量材料厚度
10W 激光模组内置了三角测距系统,该系统的工作原理如下:先由红色激光发射器在材料上投射红色光斑,然后摄像头捕捉红色光斑的影像,系统利用摄像头内的成像数据来计算材料厚度。但是,在首次测量材料厚度之前,我们需要先对三角测距系统中的参数进行校准。

![]() 红色激光发射器为二类激光产品,请勿在机器出光时直视其出光口。
红色激光发射器为二类激光产品,请勿在机器出光时直视其出光口。
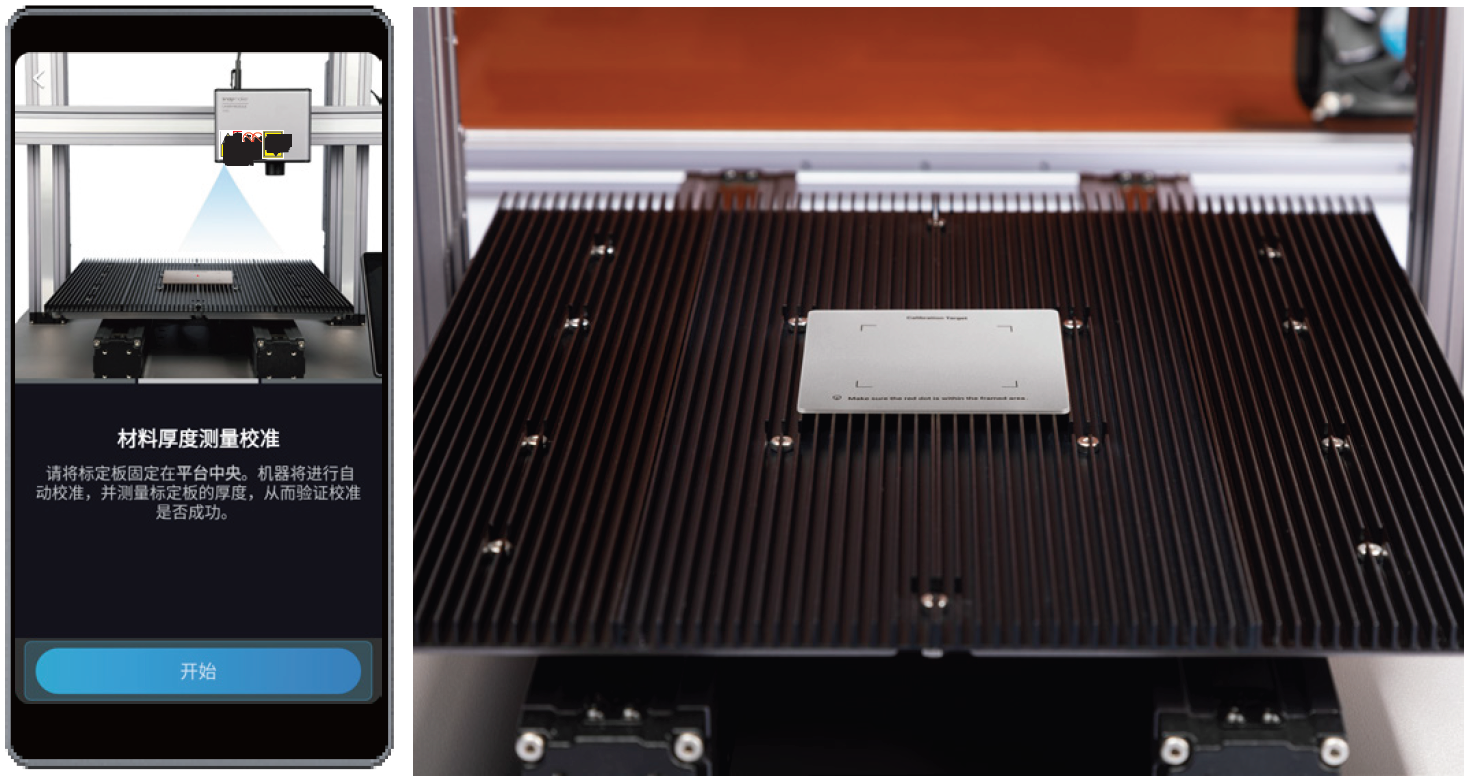
开始材料厚度测量校准
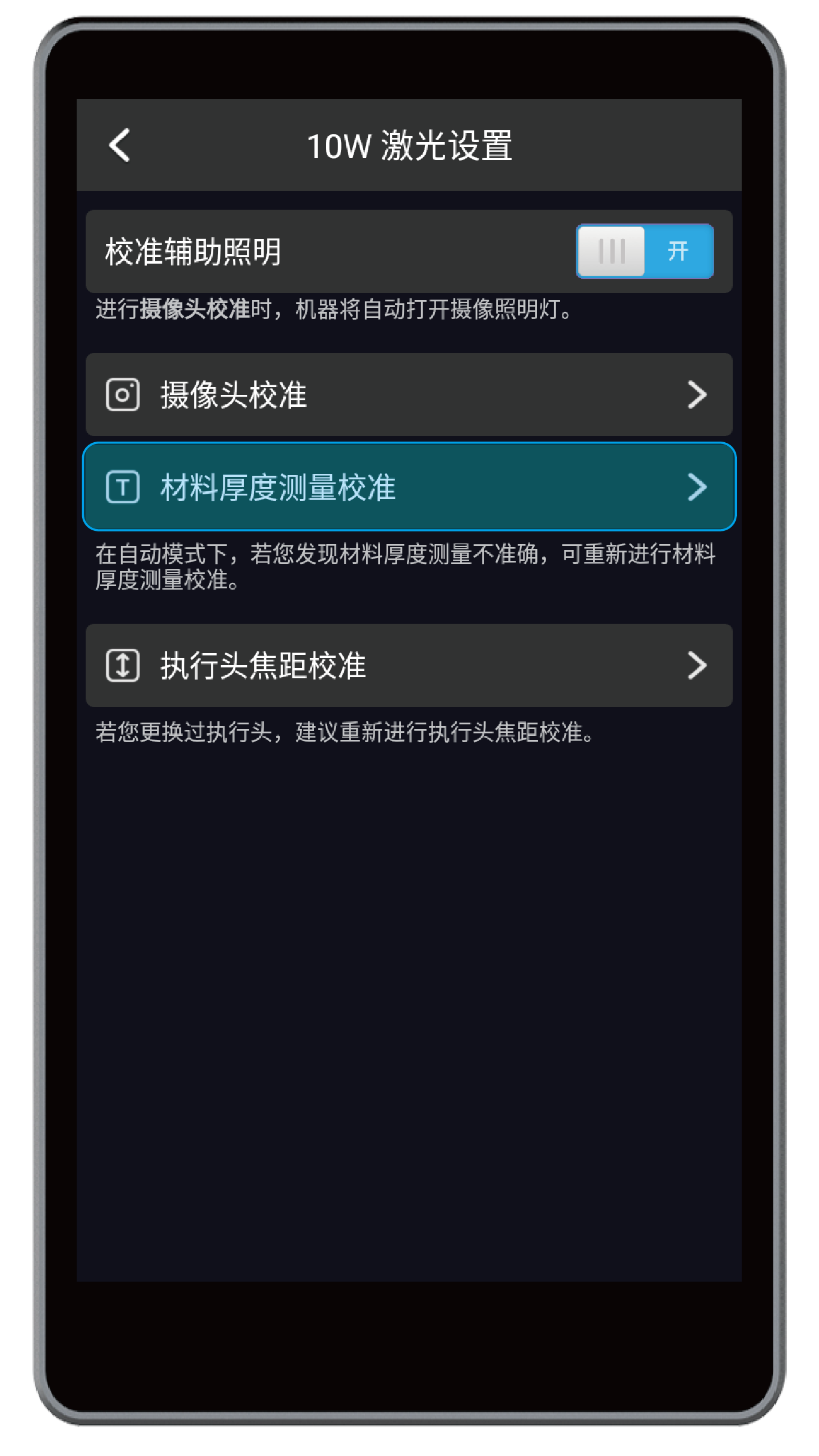
(1) 在触控屏的主界面上左滑,进入应用列表,点击设置 > 10W 激光 > 材料厚度测量校准。
> > 
(2) 将提供的标定板放置在激光雕刻和切割平台中央区域,然后点击开始。
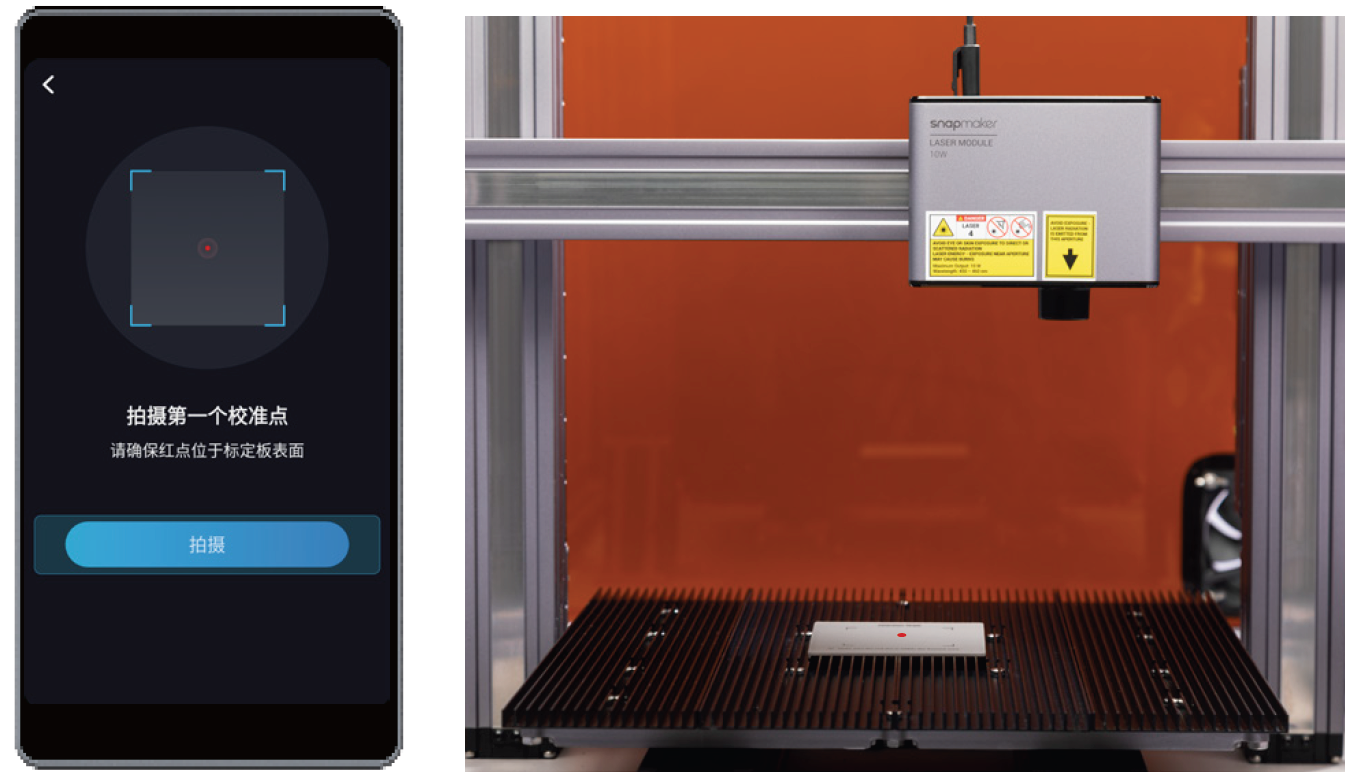
(3) 确保红色光斑落在标定板的方框区域内。根据屏幕提示,点击拍摄。机器将自动依次完成第一个、第二个校准点的拍摄以对材料厚度测量功能进行校准,然后自动测量标定板的厚度以验证校准结果。
![]() 每次你拆装激光模组或者机器后,都需要重新进行材料厚度测量校准。
每次你拆装激光模组或者机器后,都需要重新进行材料厚度测量校准。
3.3 校准摄像头
工作原理:摄像捕捉法
10W 激光模组内置高清广角摄像头,可以用于捕捉工作区域的图像,生成编辑激光雕刻和切割对象的背景。通过摄像捕捉功能,你可以轻松定位激光雕刻和切割的区域。
开始摄像头校准
(1) 在触控屏的主界面上左滑,进入应用列表,点击设置 > 10W 激光 > 摄像头校准。
> > 
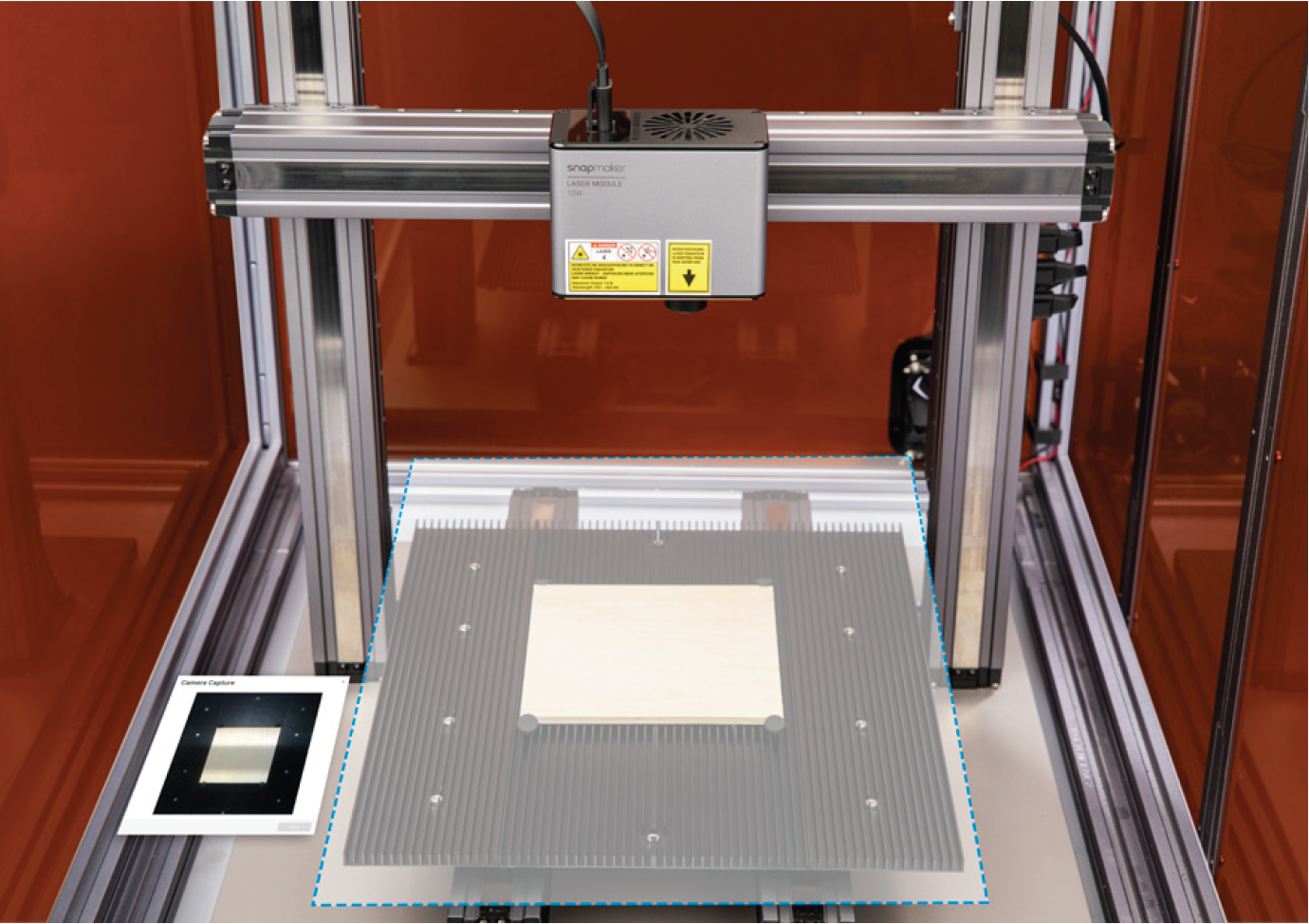
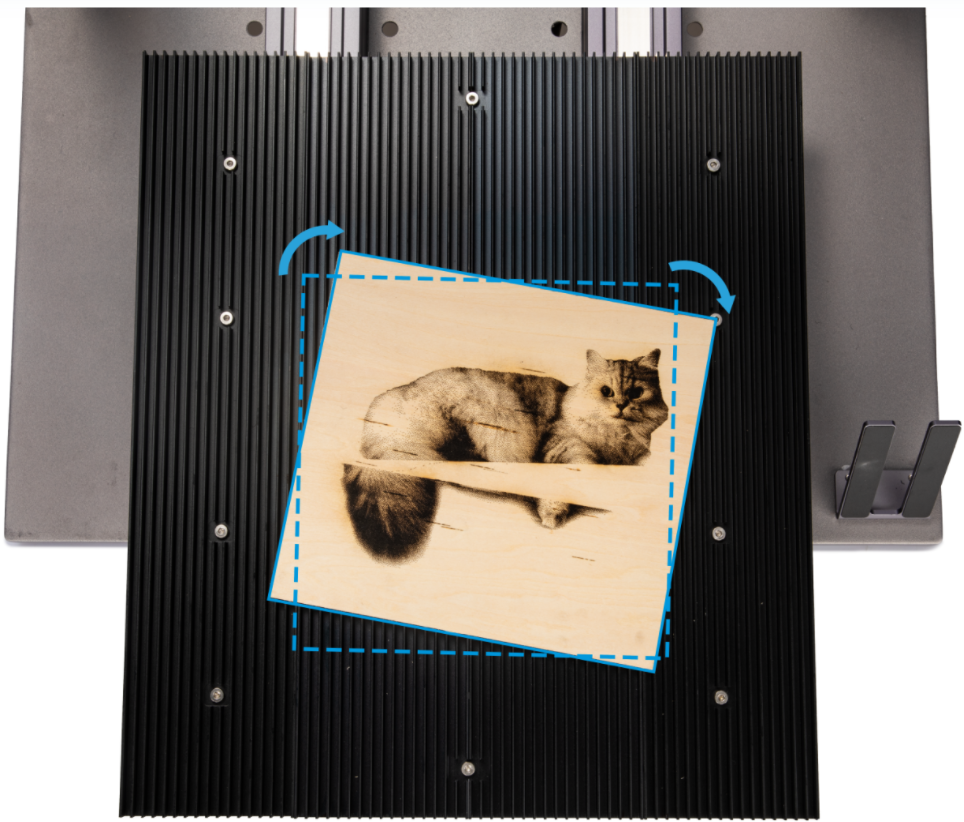
(2) 移除标定板。将一张空白 A4 纸放置在激光雕刻和切割平台的中央,将其固定,然后点击开始。
(3) 戴上激光护目镜,点击开始。机器将在纸上切割出一个正方形,通过所切割的正方形校准摄像头。
![]() 每次你拆装激光模组或者机器后,都需要重新校准摄像头。
每次你拆装激光模组或者机器后,都需要重新校准摄像头。
3.4 准备材料
选择材料
从安全与环保的角度出发,激光雕刻和切割对于材料的选择有以下要求:
-
- 严禁使用易燃易爆材料;
- 不得使用反光率过高的材料;
- 确保材料在高能量激光(高温加热)的作用下,不会产生有毒有害的气体或烟雾,或者产生的气体与烟雾可以被防护系统中的空气净化器吸收处理为无害物质。
另外,为保证良好的雕刻和切割效果,激光雕刻和切割对于材料的材质、形状及尺寸也有要求。
- 支持的材料列表
经过筛选与测试,Snapmaker 为你提供了 10W 激光模组支持的雕刻材料与切割材料列表,建议根据此列表选择材料。若你选用的材料不在此列表上,请确保你充分了解该材料的属性,并预防该材料在激光雕刻和切割过程中可能产生的危险。
|
支持的雕刻材料 |
椴木、松木、胶合板、榉木、胡桃木、竹子、中密度纤维板、漆面金属、覆铜板、马口铁、不锈钢、阳极氧化铝、深色玻璃、板岩、砖块、陶瓷、玉、大理石、页岩、皮革、织物、帆布、瓦楞纸、硬纸板、塑料、深色亚克力(蓝色除外)等。 |
|
支持的切割材料 |
椴木、松木、胶合板、榉木、胡桃木、竹子、中密度纤维板、皮革、织物、帆布、瓦楞纸、硬纸板、塑料、深色亚克力(蓝色除外)等。 |
- 形状
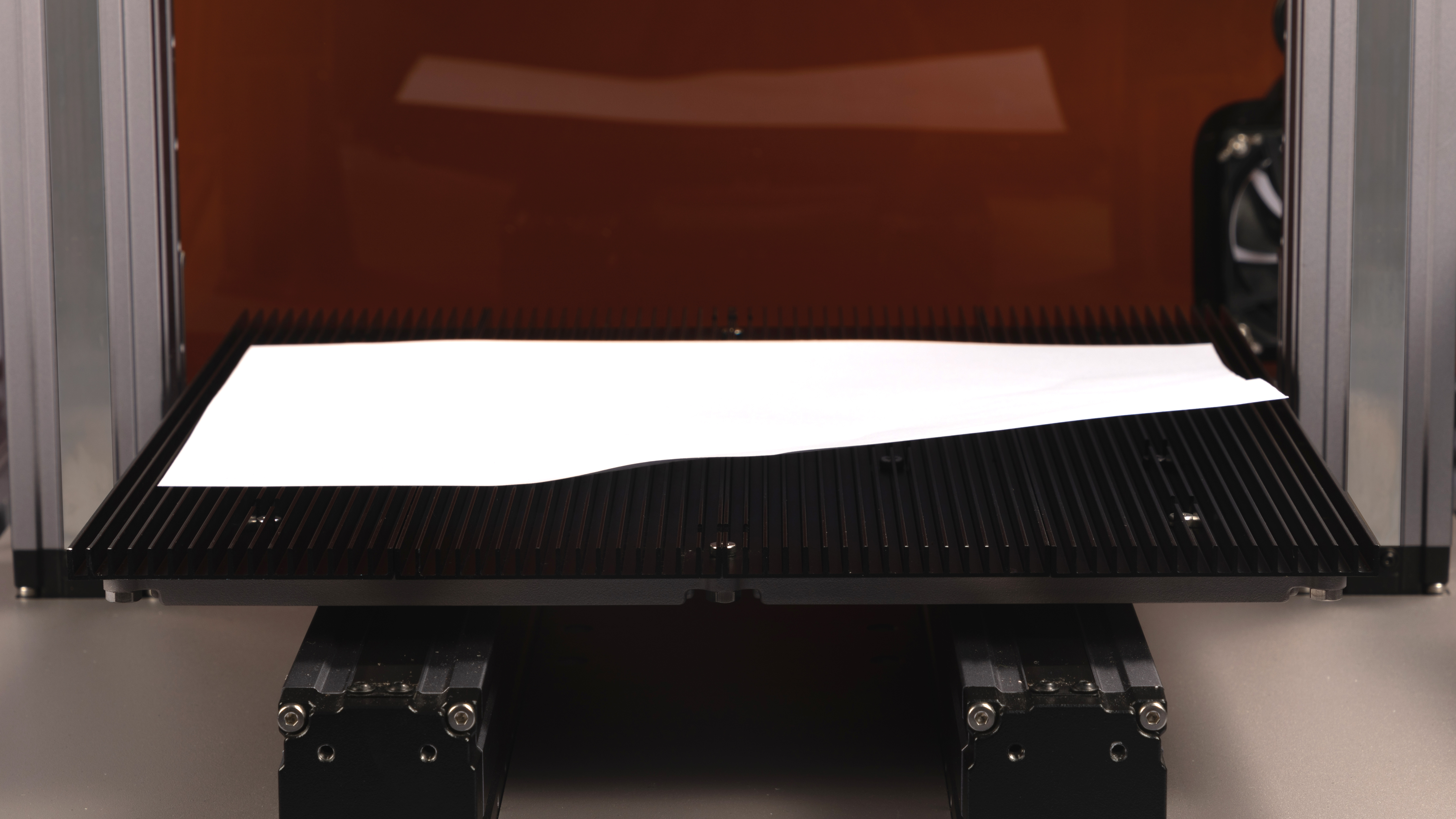
10W 激光模组使用固定的焦距对材料进行雕刻和切割。为保证连贯的加工效果,材料须具有平整的雕刻和切割区域。
- 尺寸
材料的尺寸不得超过激光工作区域。10W 激光模组在不同型号的机器上的工作区域如下表所示。
|
机器型号 |
工作尺寸 |
|
A350/A350T/F350 |
320mm × 350mm |
|
A250/A250T/F250 |
230mm × 250mm |
测量材料厚度
- 自动测量材料厚度
10W 激光模组内置三角测距系统,可以自动测量材料厚度。需要注意的是,该功能对于材料有以下要求:
-
- 材料的厚度须小于或等于 50mm;
- 材料的材质不得为透明、亮面或镜面;
- 材料的颜色不得为红色或黑色。
- 手动测量材料厚度
若材料不符合自动测量的要求,你可以使用游标卡尺手动测量材料厚度。
![]() 测量材料厚度不是必须操作。只有在 Luban 上启动激光雕刻和切割,且选择手动模式时,才需要测量材料厚度。
测量材料厚度不是必须操作。只有在 Luban 上启动激光雕刻和切割,且选择手动模式时,才需要测量材料厚度。
固定材料
- 固定目的
固定材料可以防止材料在激光作业过程中发生位移或者卷翘,对于保证激光雕刻和切割的成功具有重要作用。
- 固定方法
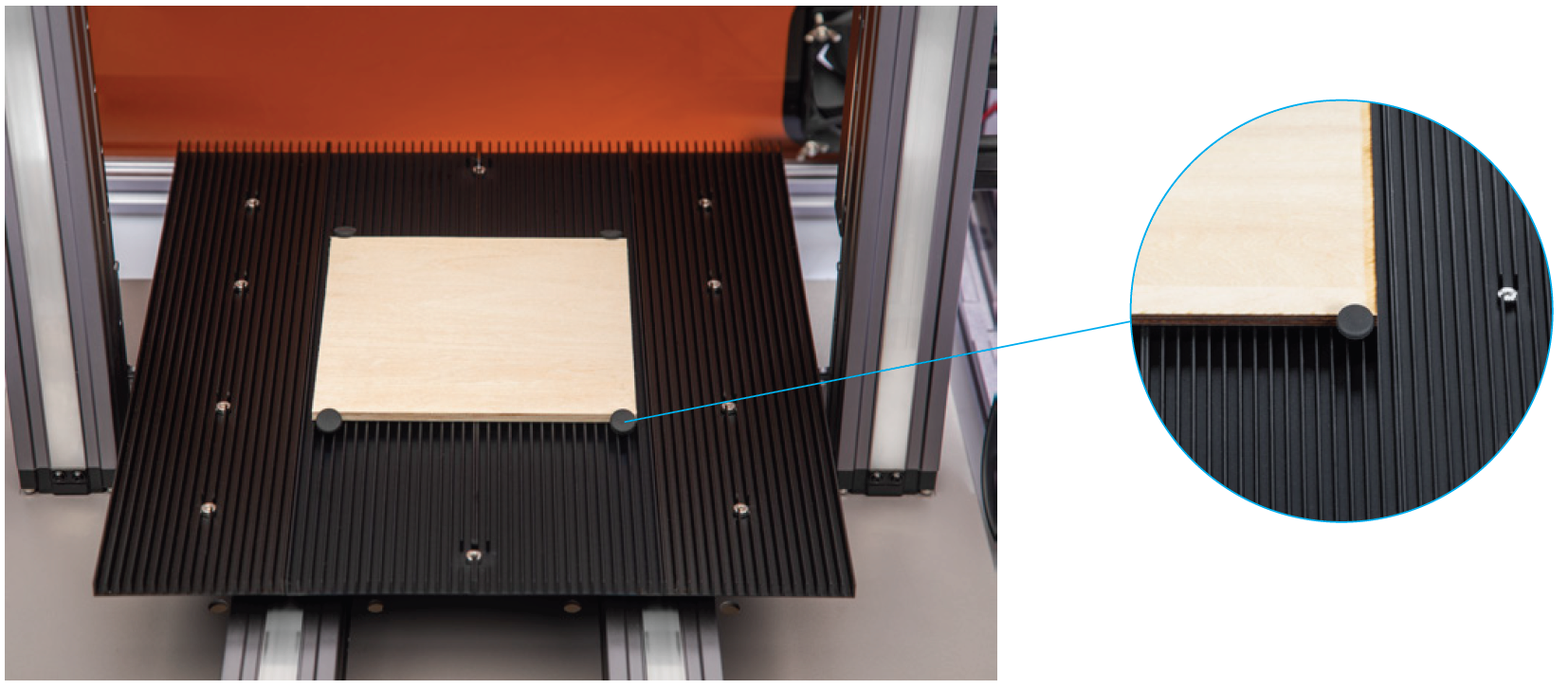
你可以使用提供的硅胶塞固定材料。如下图所示,先将材料放在激光雕刻和切割平台上,然后使用至少四个硅胶塞,固定住材料的四个角。
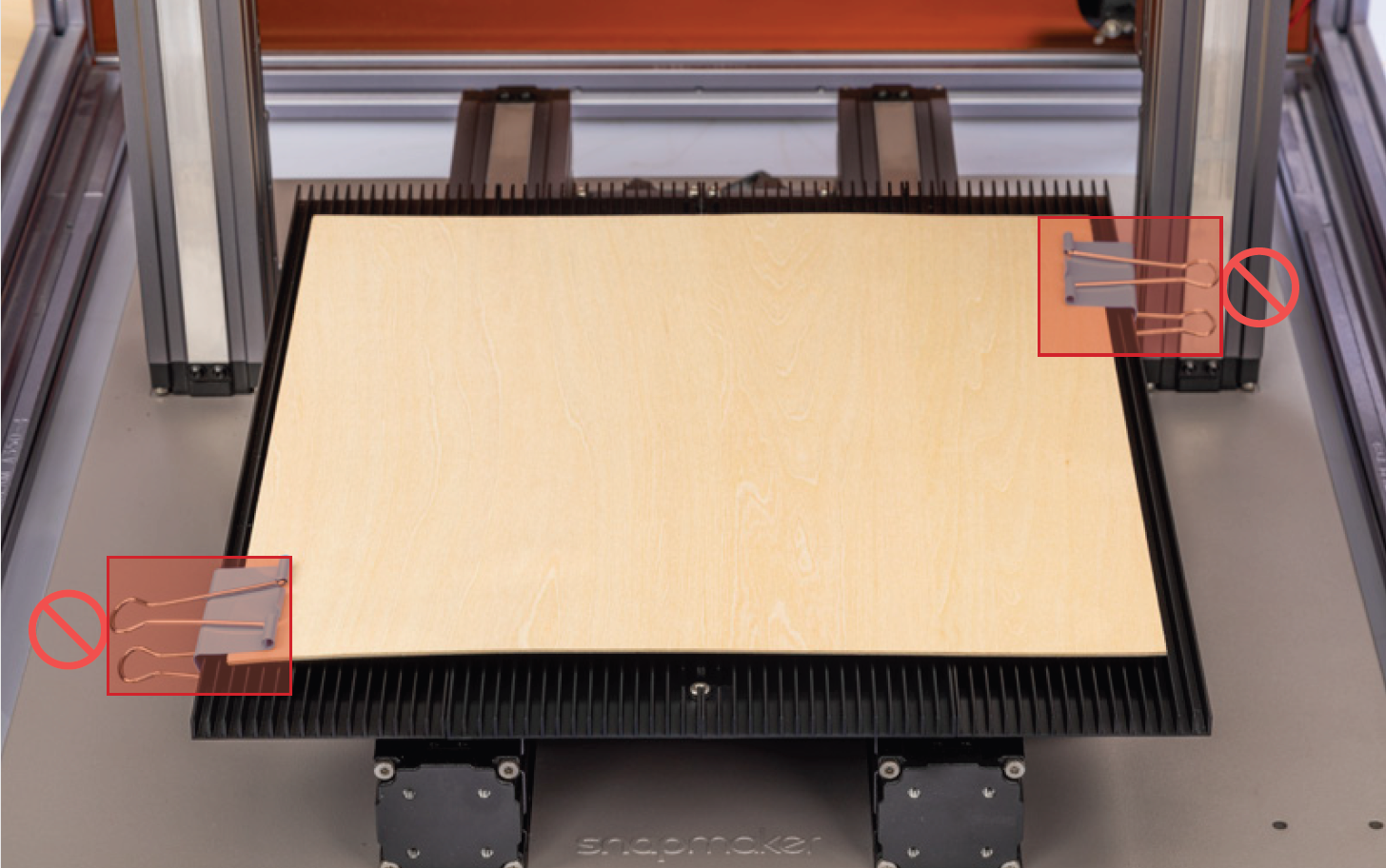
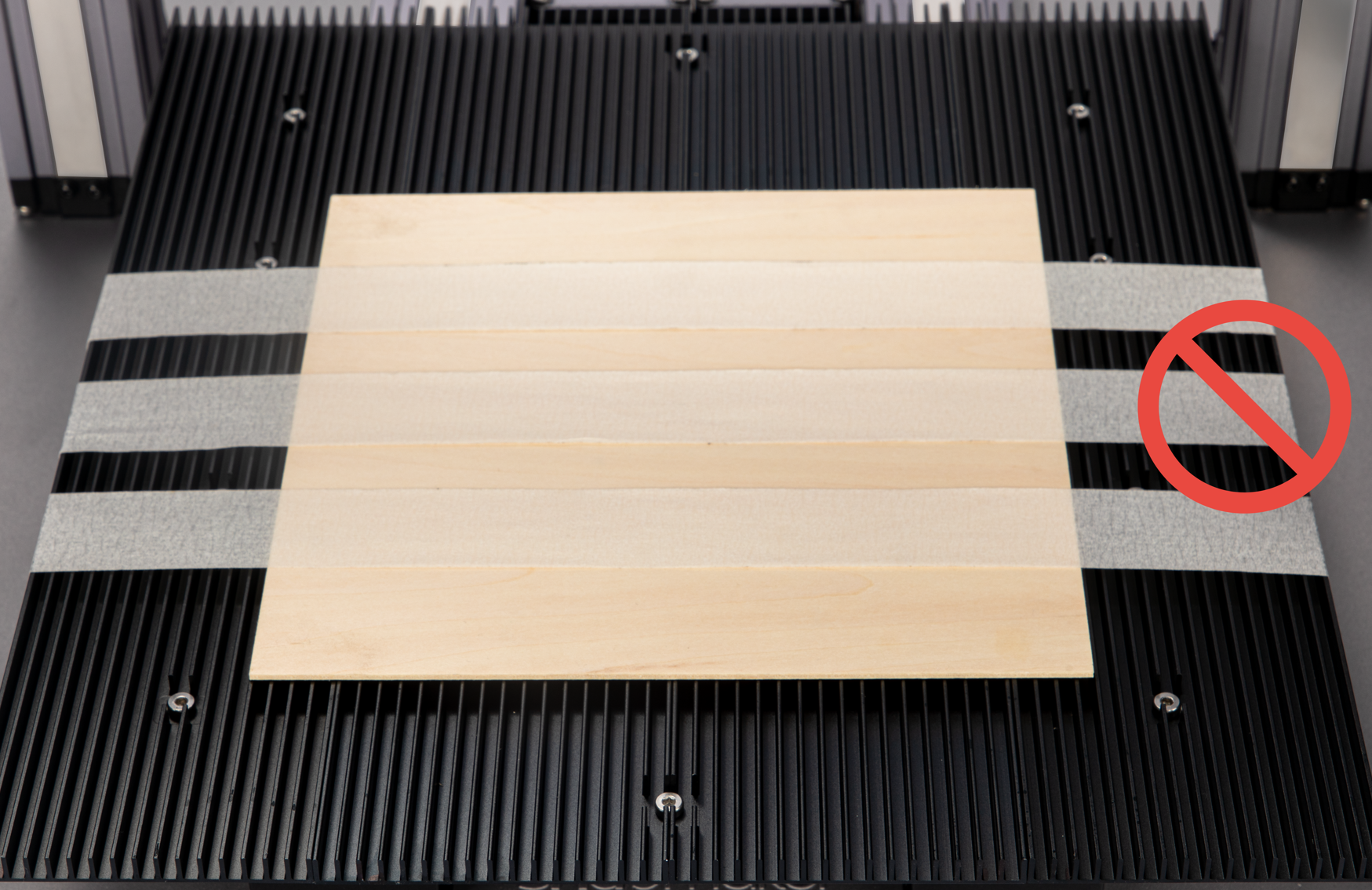
你也可以使用胶带、长尾夹等常见办公用品固定材料。
你还可以使用 3D 打印机自制固定工具。


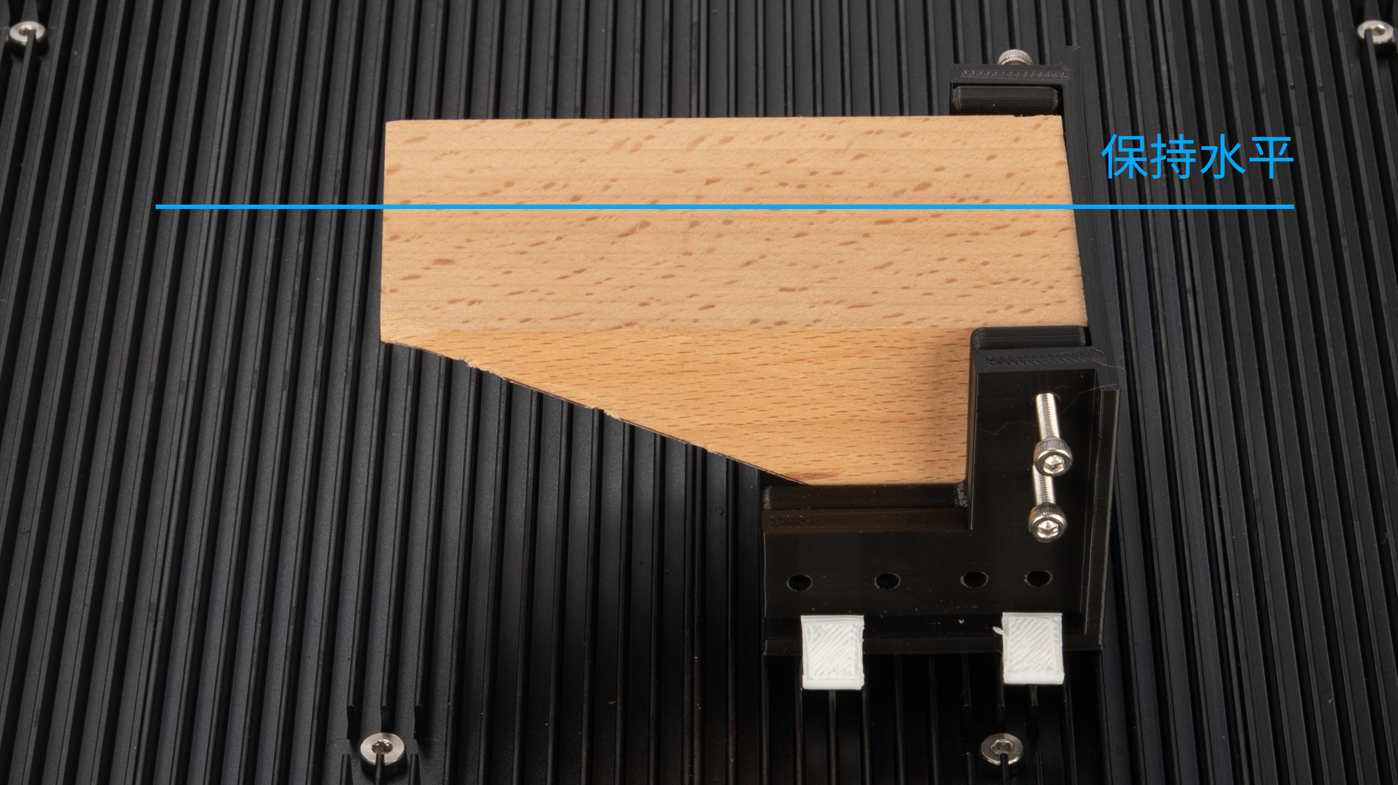
- 注意事项
在固定材料时,要注意使雕刻和切割区域保持水平。
确保固定工具不会与机器的任何部分发生碰撞。
确保固定工具位置恰当,不会遮挡到激光雕刻和切割区域。
3.5 连接机器与 Luban
通过 Wi-Fi 连接
(1) 将你的电脑与机器连入相同的 Wi-Fi。
(2) 在你的电脑上打开 Snapmaker Luban。在 Snapmaker Luban 首页,点击工作区 ![]() 。在工作区的连接面板中,选择 Wi-Fi > 点击刷新
。在工作区的连接面板中,选择 Wi-Fi > 点击刷新  > 从下拉菜单中选择你的机器 > 点击连接。
> 从下拉菜单中选择你的机器 > 点击连接。

(3) 在机器的触控屏上点击是,确认连接。

![]() 当机器与 Snapmaker Luban 通过 Wi-Fi 相连时,你无法在触控屏上操作机器。
当机器与 Snapmaker Luban 通过 Wi-Fi 相连时,你无法在触控屏上操作机器。
![]() 在激光雕刻和切割过程中,若机器与 Snapmaker Luban 断开连接,进行中的激光作业不会停止。你必须在触控屏的弹窗中确认断开连接,从而停止激光作业。
在激光雕刻和切割过程中,若机器与 Snapmaker Luban 断开连接,进行中的激光作业不会停止。你必须在触控屏的弹窗中确认断开连接,从而停止激光作业。
![]() 开启激光后,若机器与 Snapmaker Luban 断开连接,10W 激光器不会自动关闭。你必须在触控屏的主界面上左滑,进入应用列表,点击控制 > 激光功率 > 激光状态,手动关闭10W 激光器。
开启激光后,若机器与 Snapmaker Luban 断开连接,10W 激光器不会自动关闭。你必须在触控屏的主界面上左滑,进入应用列表,点击控制 > 激光功率 > 激光状态,手动关闭10W 激光器。
通过 USB 线连接
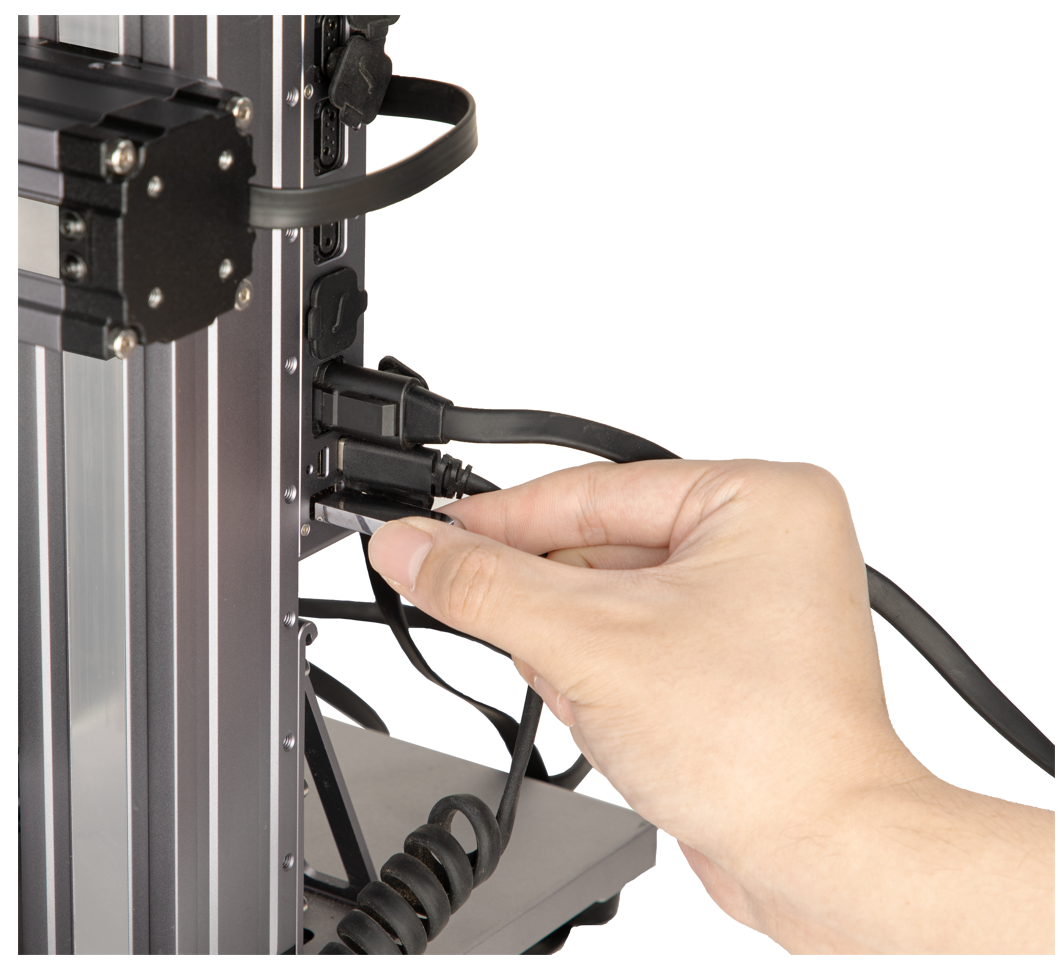
(1) 如下图所示,将提供的 USB 线的 Type-A 端插入到你的电脑中,将另一端插入到机器控制器的相应端口中。

(2) 打开 Snapmaker Luban,在首页点击并进入工作区 ![]() 。
。
(3) 在工作区的连接面板中,选择串行端口 > 点击刷新 > 从下拉菜单中选择端口 > 点击连接。

![]() 如果你找不到端口,请拔掉 USB 线,再试一次。若下拉菜单中依然没有端口选项, 请前往 https://snapmaker.com/product/snapmaker-2/downloads 下载并安装驱动程序。
如果你找不到端口,请拔掉 USB 线,再试一次。若下拉菜单中依然没有端口选项, 请前往 https://snapmaker.com/product/snapmaker-2/downloads 下载并安装驱动程序。
![]() 通过 USB 线连接,你可以在 Luban 上控制执行头移动与出光,也可以进行在线作业。但是,你无法使用摄像捕捉功能与激光雕刻和切割的自动模式。另外,在激光雕刻和切割的过程中,若 USB 线断开连接,激光作业将会停止。
通过 USB 线连接,你可以在 Luban 上控制执行头移动与出光,也可以进行在线作业。但是,你无法使用摄像捕捉功能与激光雕刻和切割的自动模式。另外,在激光雕刻和切割的过程中,若 USB 线断开连接,激光作业将会停止。
![]() 开启激光后,若机器与Luban 断开连接,10W 激光器不会自动关闭。你必须在触控屏的主界面上左滑,进入应用列表,点击控制 > 激光 > 激光状态来手动关闭10W 激光器。
开启激光后,若机器与Luban 断开连接,10W 激光器不会自动关闭。你必须在触控屏的主界面上左滑,进入应用列表,点击控制 > 激光 > 激光状态来手动关闭10W 激光器。
3.6 准备 G 代码文件
工作原理:G 代码文件
G代码是一种数控编程语言,以 G 代码写成的指令称为 G 指令。G 代码文件中包含了一系列的 G 指令。我们在选定激光雕刻和切割的图形对象后,必须先把图形文件转化为 G 代码文件,然后把 G 代码文件发送给机器,这样机器才能读取 G 指令进行工作。

生成 G 代码文件
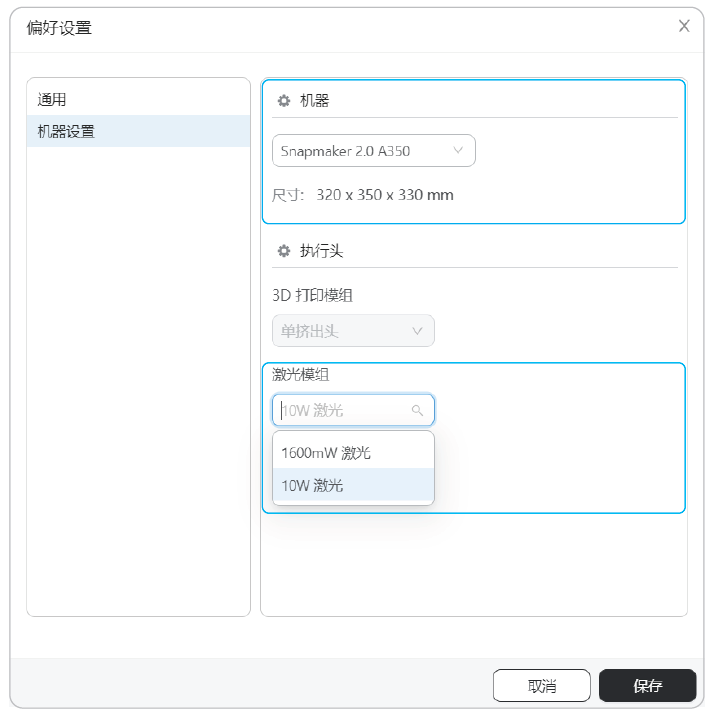
(1) 打开 Luban,点击菜单栏的设置 > 机器设置,在弹出的偏好设置窗口中,选择机器型号以及激光模组类型,并点击保存。
(2) 连接机器与 Luban。具体操作参见 3.5 连接机器与 Luban。
 /
/ 
![]() 若你准备在触控屏上开始激光雕刻和切割,且通过 U 盘传输 G 代码文件,则不必进行 Luban 与机器的连接操作。
若你准备在触控屏上开始激光雕刻和切割,且通过 U 盘传输 G 代码文件,则不必进行 Luban 与机器的连接操作。
![]() 若你通过 USB 线连接 Luban 与机器,你将无法使用摄像捕捉功能,也无法在 Luban 上使用自动模式开始激光雕刻和切割。
若你通过 USB 线连接 Luban 与机器,你将无法使用摄像捕捉功能,也无法在 Luban 上使用自动模式开始激光雕刻和切割。
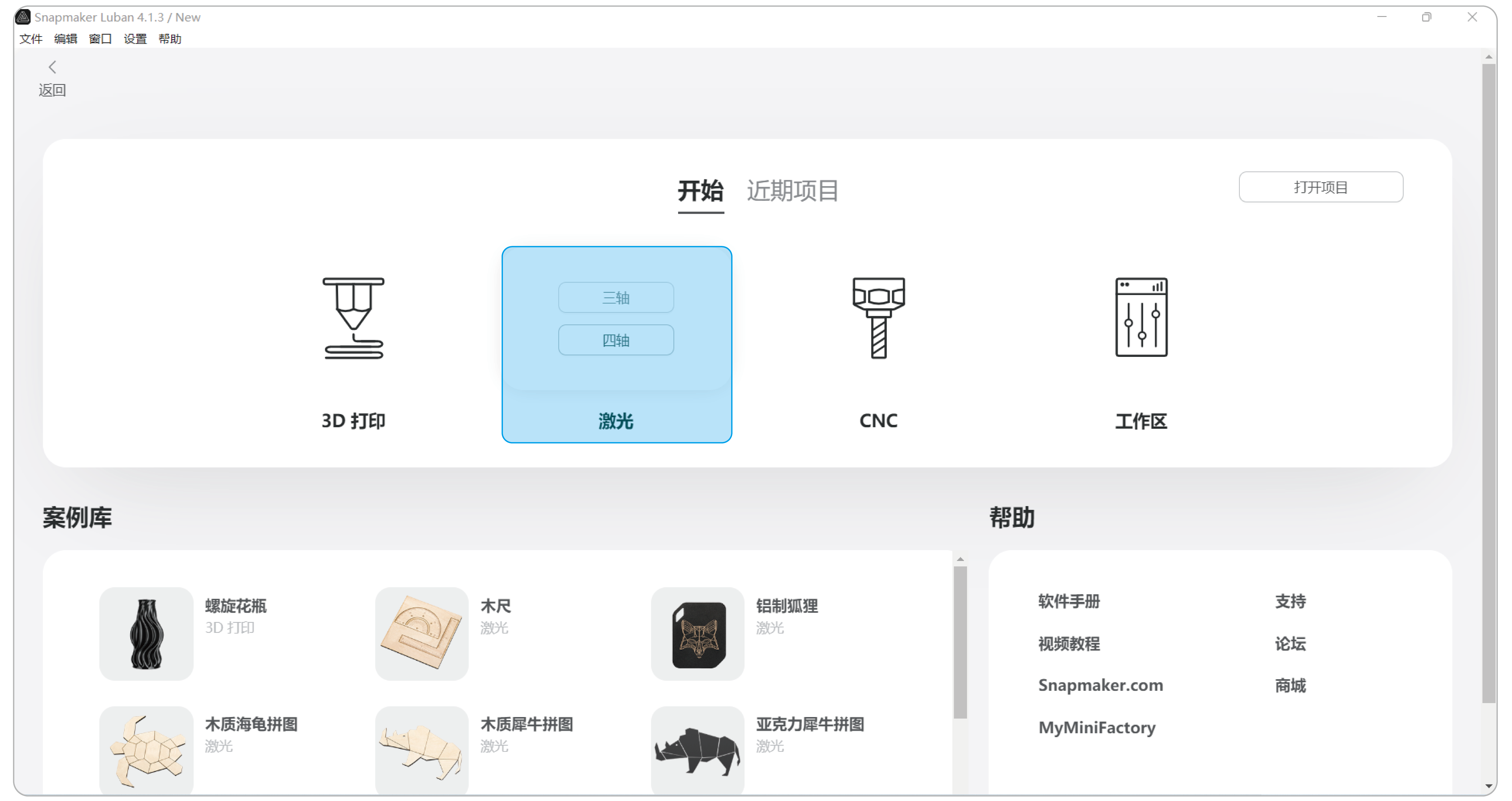
(3) 在 Luban 的页面左上角,点击返回。在 Luban 的首页,选择激光 > 三轴,进入激光 G 代码生成器 ![]() 。
。
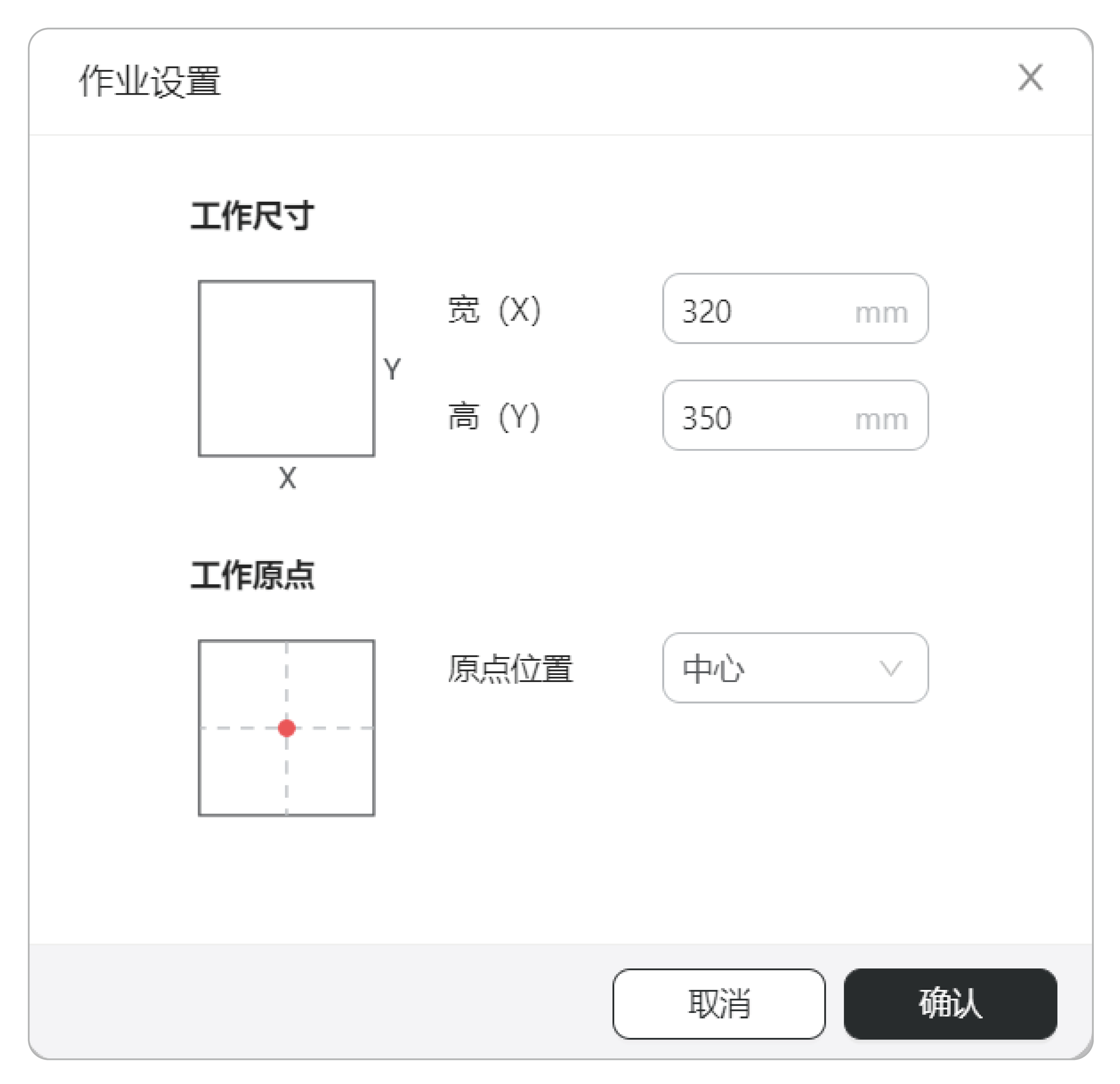
(4) 进行作业设置。根据你所要雕刻的材料尺寸设置工作尺寸,并设置工作原点在材料上的相对位置,然后点击确认。
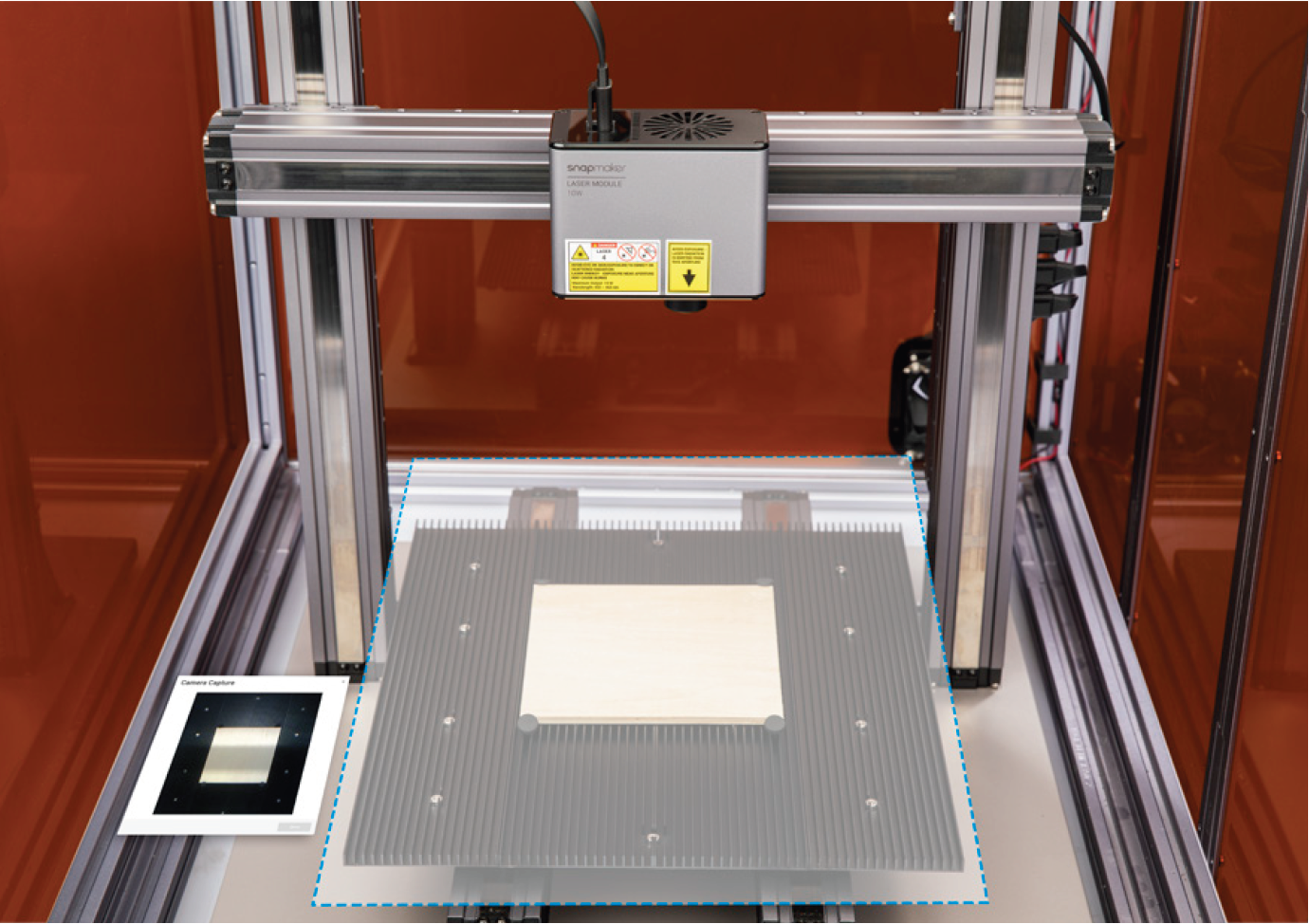
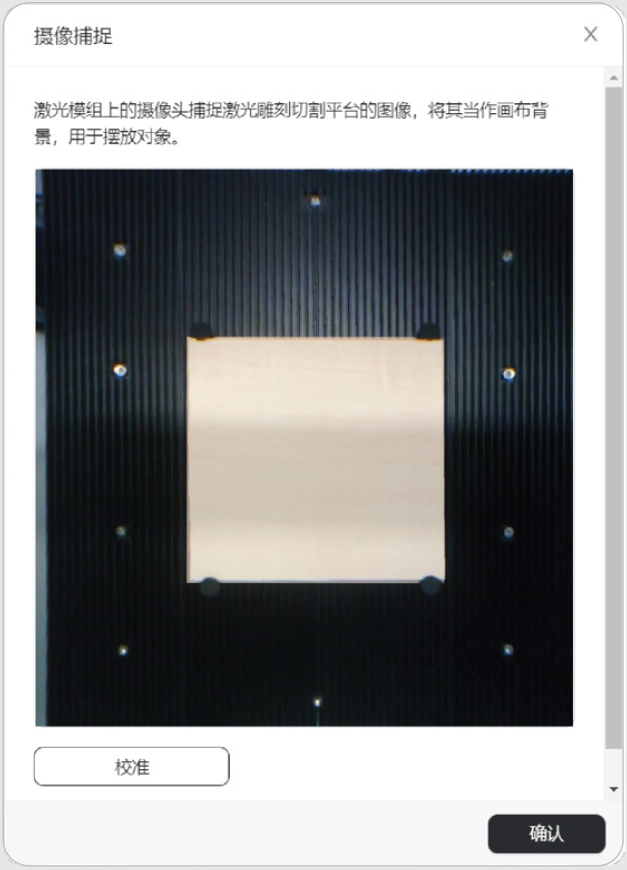
(5) 在菜单栏选择摄像捕捉 > 添加背景,然后点击开始。机器将拍摄一张工作平台的照片,作为激光雕刻和切割对象的背景。拍摄结束后,点击确认。
![]() 若你选择使用工作原点法来确定激光工作区域,则可跳过本步骤。
若你选择使用工作原点法来确定激光工作区域,则可跳过本步骤。
![]() 若你发现所拍摄照片中的物体发生变形,你可以点击校准手动校准摄像头。
若你发现所拍摄照片中的物体发生变形,你可以点击校准手动校准摄像头。
(a) 放大图片并移动线条,直至它们与所雕刻的方形完全重叠。点击确认 > 应用可查看修正后的图片。若图片中的物体仍未恢复原状,你可以再次点击校准,并重复本步骤。
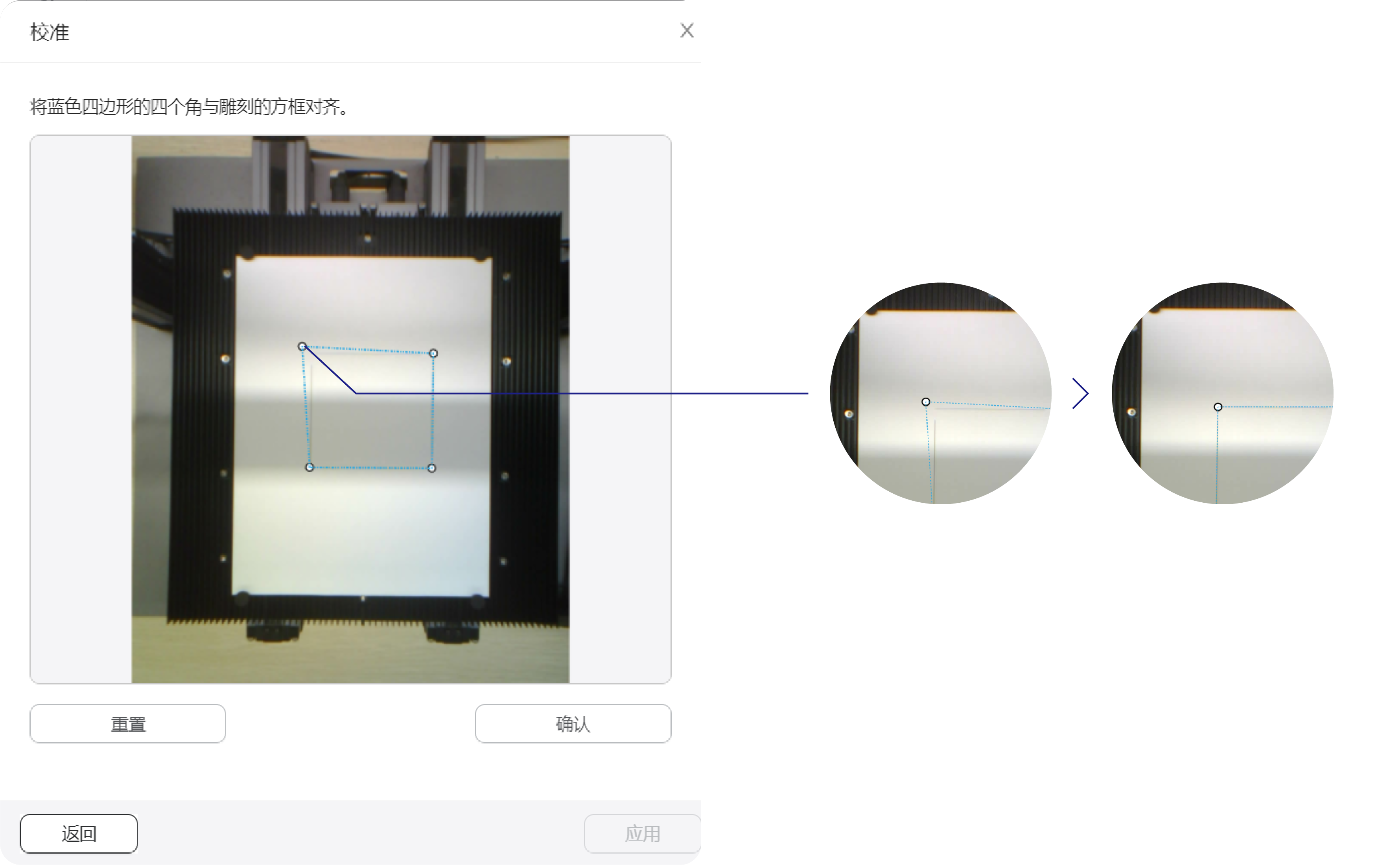
(b) 当你确认摄像头拍摄的背景图像正常后,点击确认,修正后的图片将被加载至坐标象限中。
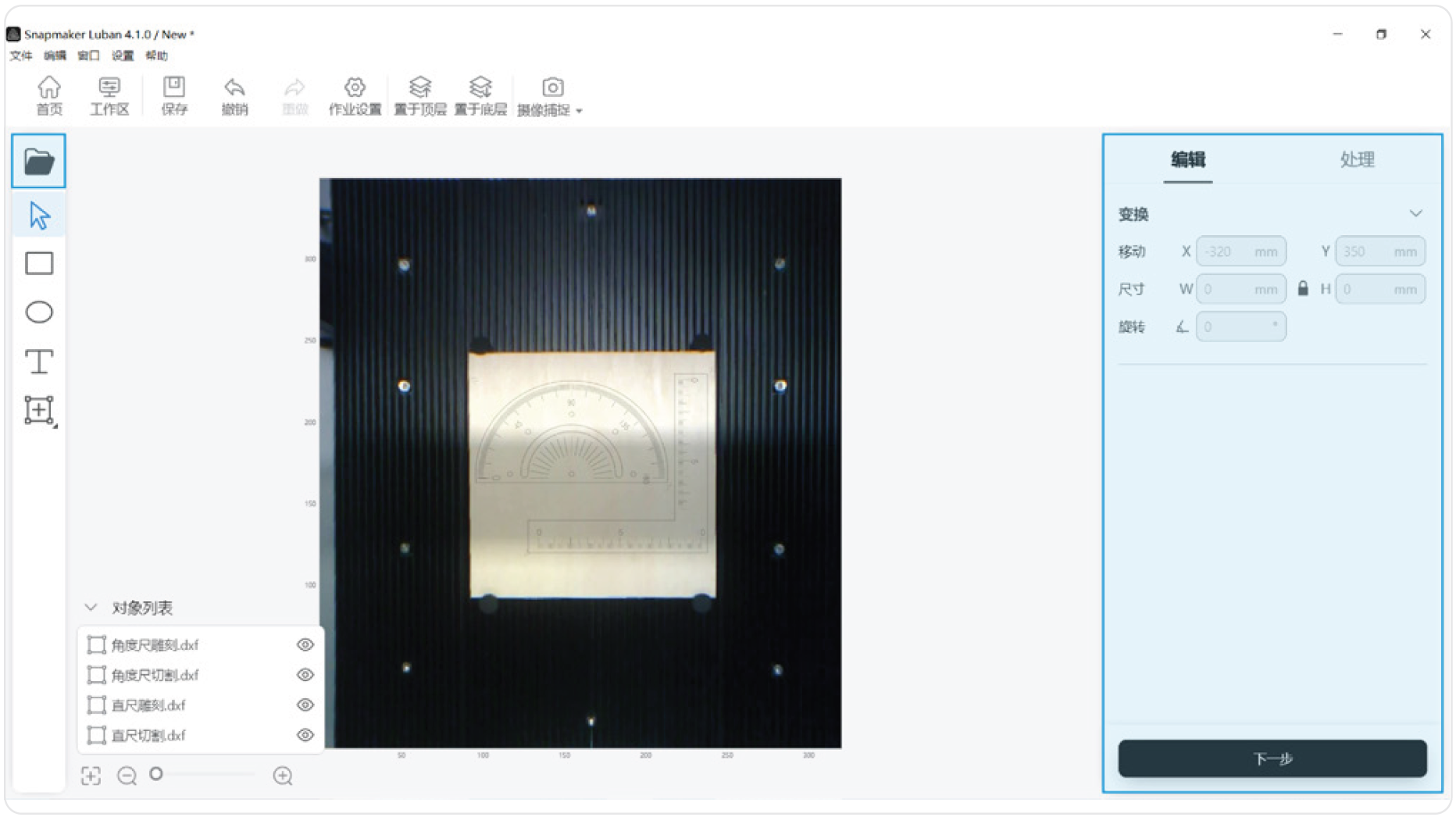
(6) 添加激光雕刻和切割对象。点击左侧工具栏中的  ,从你的电脑中选择并导入对象文件,然后将对象移动到画布区域内。
,从你的电脑中选择并导入对象文件,然后将对象移动到画布区域内。
![]() 当前,对于三轴的激光雕刻和切割,Luban 上的激光 G 代码生成器支持处理以下格式的对象文件:.svg、.png、.jpg、.jpeg、.bmp、.dxf、.stl。
当前,对于三轴的激光雕刻和切割,Luban 上的激光 G 代码生成器支持处理以下格式的对象文件:.svg、.png、.jpg、.jpeg、.bmp、.dxf、.stl。
若选择 .stl 文件,则需要设置模型尺寸和材料厚度,然后 Luban 会自动将 3D 模型转换为可切割的 2D 矢量图形。
(7) 编辑激光雕刻与切割对象。在对象列表中,单击以选择对象,在画布右侧的编辑面板中,设置对象的位置、尺寸、旋转角度、处理模式等参数。完成后点击下一步,进入处理面板。
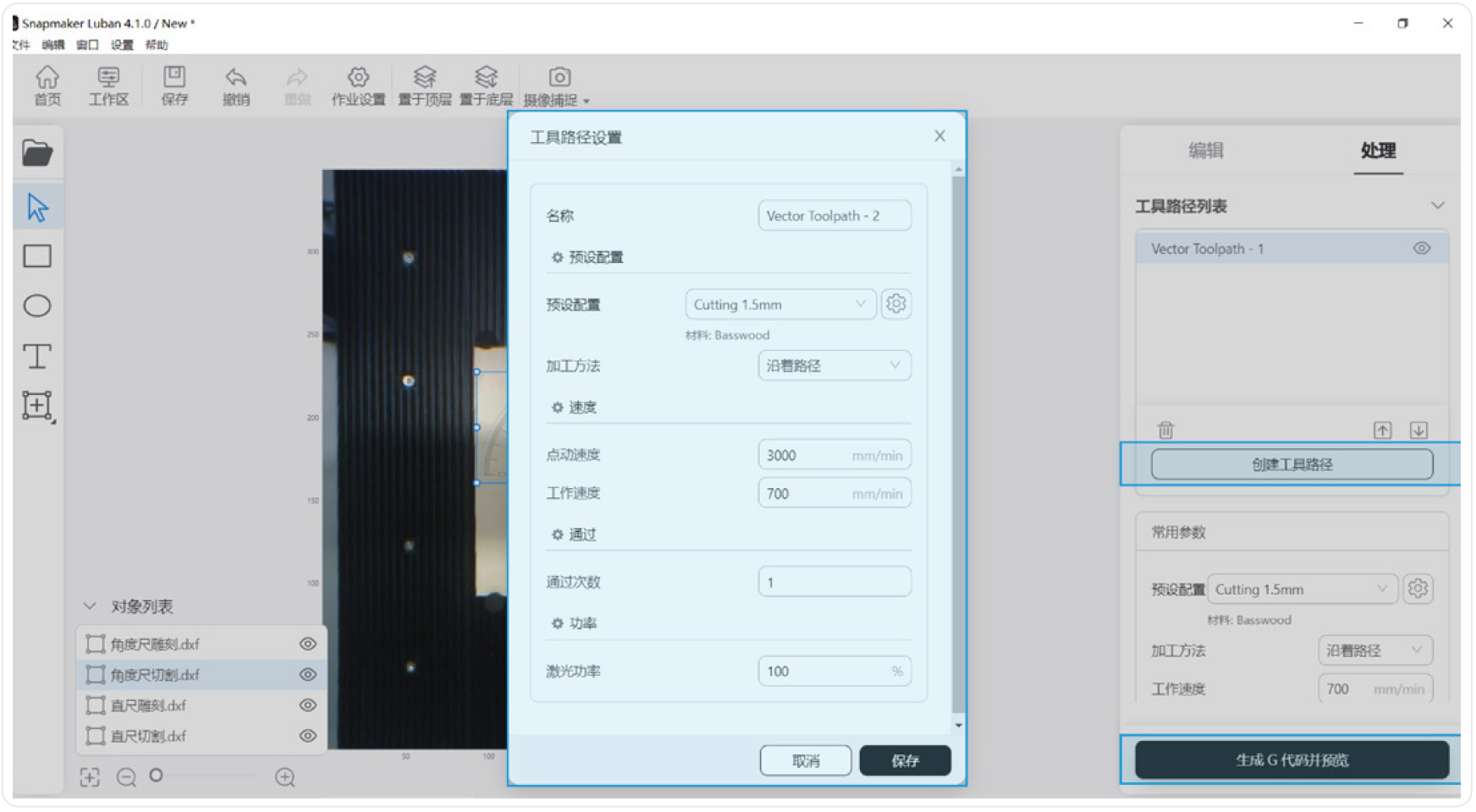
(8) 在对象列表中,单击以选择对象。在画布右侧的处理面板中,点击创建工具路径。你可以在预设配置中选择对应的材料和加工方法,然后使用 Luban 推荐的工作参数,也可以自定义参数数值。设置完成后,点击保存 > 生成 G 代码并预览。
(9) 点击导出,选择将 G 代码加载到工作区或者将 G 代码导出到文件。
- 若选择将 G 代码加载到工作区,则在 Luban 与机器连接的情况下,你可以在工作区将 G 代码文件发送到机器(仅当连接方式为 Wi-Fi 连接时可用),或者在 Luban 上启动激光雕刻与切割。
- 若选择将 G 代码导出到文件,则你可以将 G 代码文件保存到本地计算机上。
3.7 传输 G 代码文件
通过 Wi-Fi 传输
(1) 通过 Wi-Fi 连接机器与 Luban。具体操作参见 3.5 连接机器与 Luban:通过 Wi-Fi 连接。
(2) 在 Luban 上生成 G 代码文件以后,选择导出 > 将 G 代码加载到工作区。在工作区的 G 代码文件面板中,选择需要传输的文件,然后点击发送到机器。

(3) 在触控屏上,点击知道了以接收G 代码文件。
(4) 在触控屏的主界面上左滑,点击文件 > 本地可以找到G 代码文件。
通过 U 盘传输
(1) 在 Luban 上生成 G 代码文件以后,选择导出 > 将 G 代码导出到文件,然后将导出的文件(.nc 格式)保存到 U 盘中。
(2) 将U 盘插入到机器的控制器上。
(3) 在触控屏的主界面上左滑,点击文件> USB 可以找到G 代码文件。
3.8 开始激光雕刻和切割
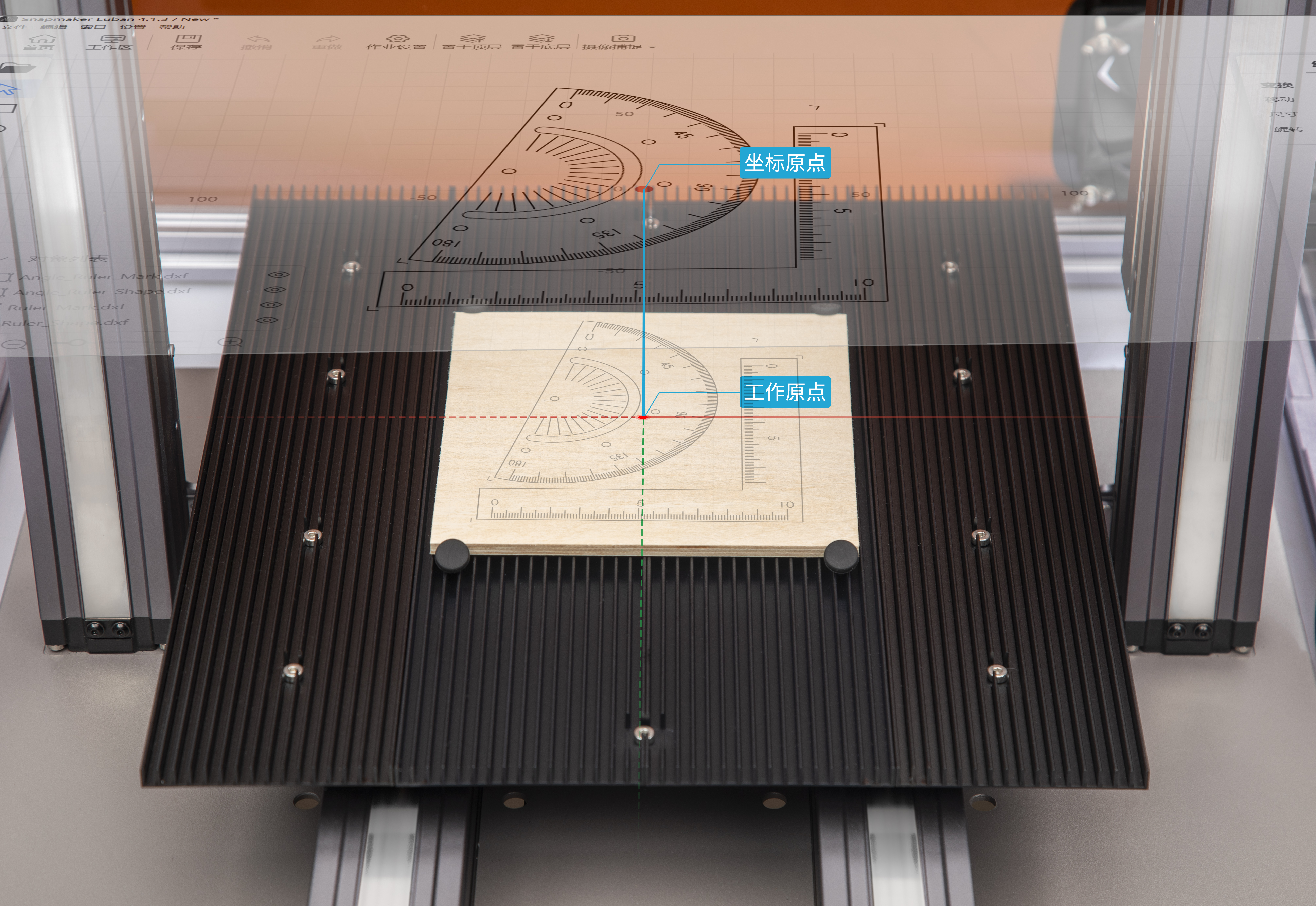
工作原理:工作原点
工作原点与 Luban 上的坐标原点(0,0)相对应。通过设置工作原点和跑边框,你可以确定激光雕刻和切割的位置。
![]() 如果使用摄像捕捉功能来确定激光雕刻和切割位置,则无需设置工作原点。
如果使用摄像捕捉功能来确定激光雕刻和切割位置,则无需设置工作原点。
在触控屏上开始激光雕刻和切割
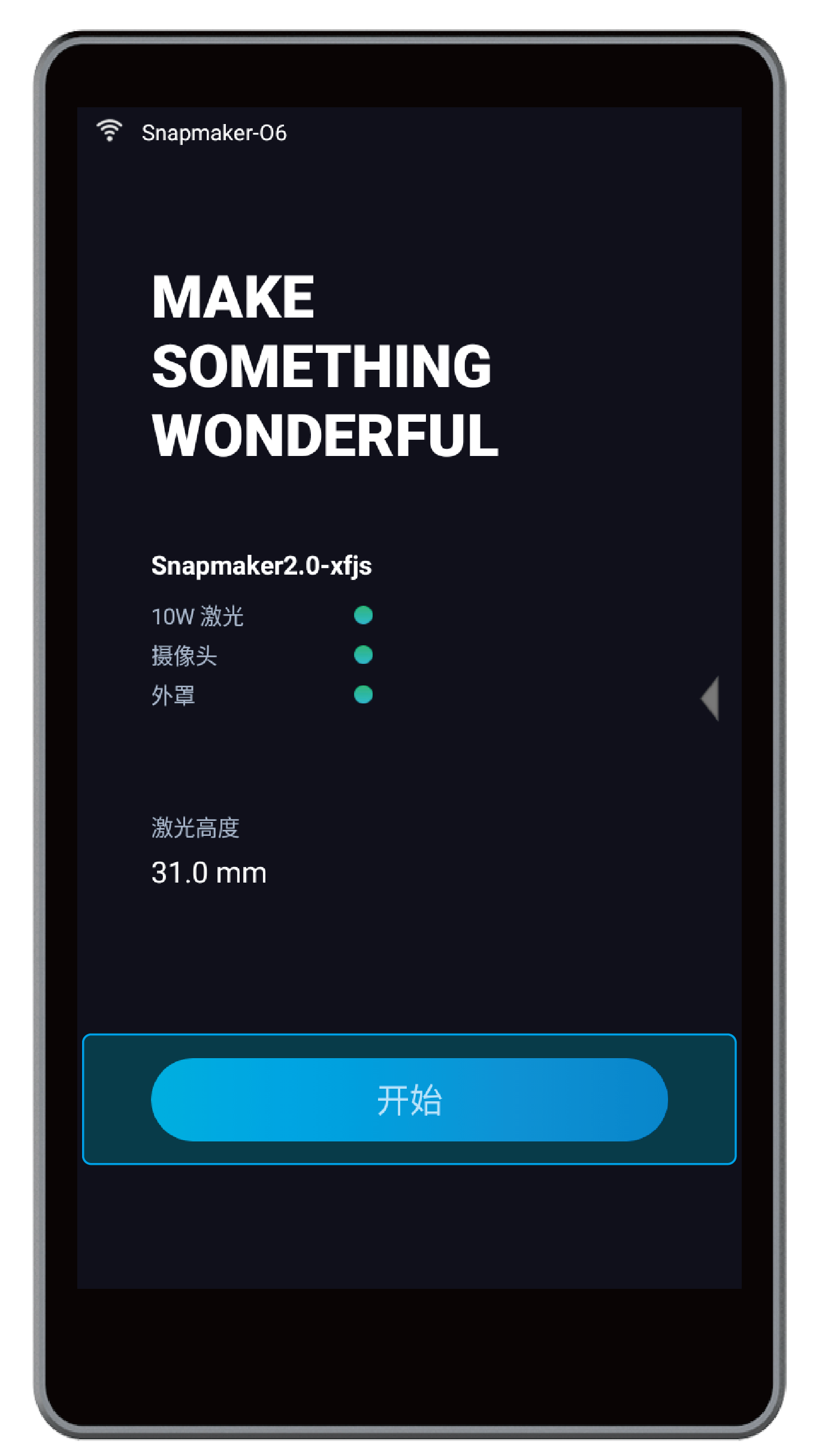
(1) 在触控屏的主界面上,点击开始。
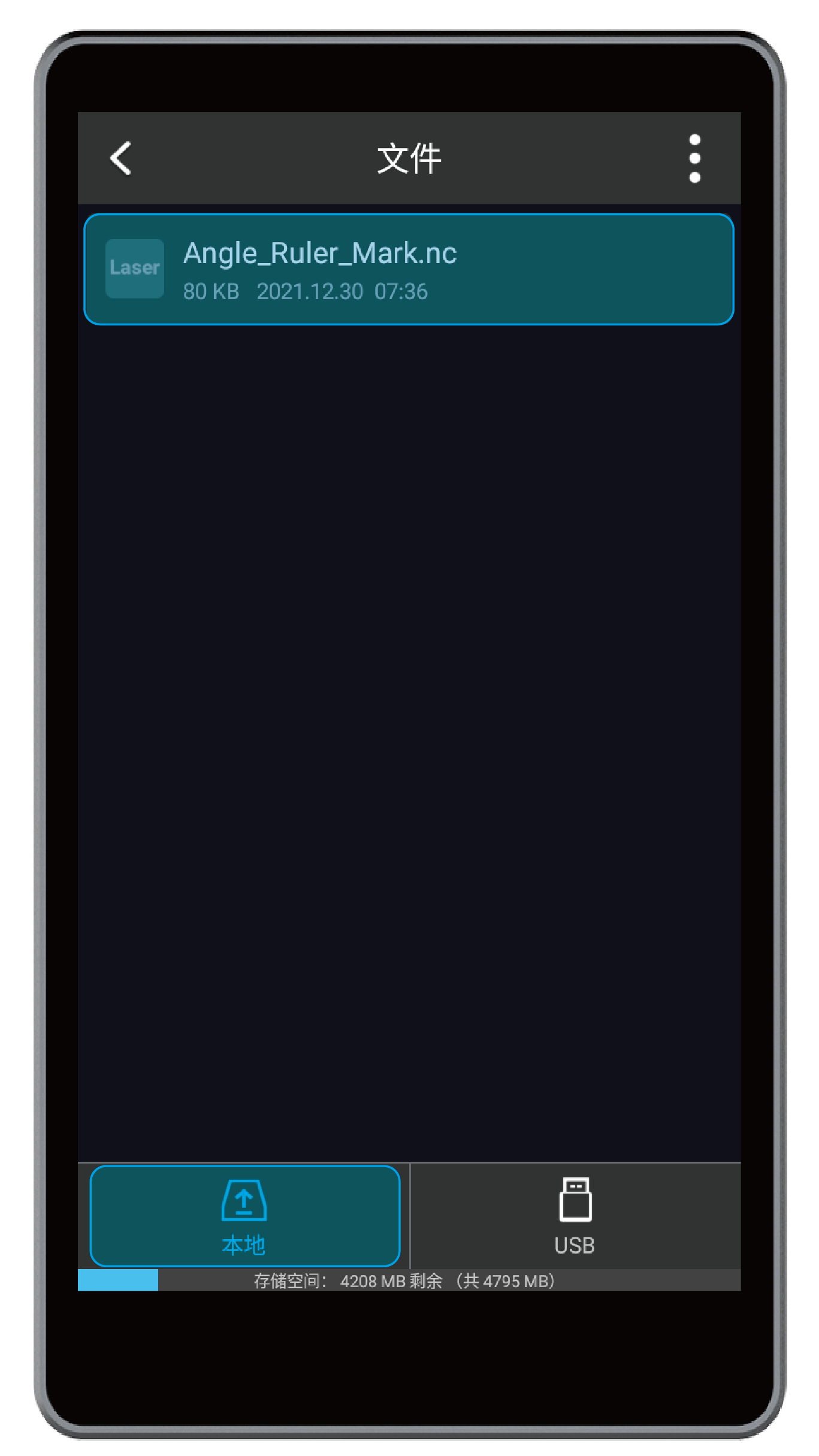
(2) 从本地或 USB 的文件列表中,点击以选择你准备雕刻和切割的G 代码文件。
(3) 预览雕刻和切割对象,检查激光功率、工作速度和预估时间等参数,点击准备。
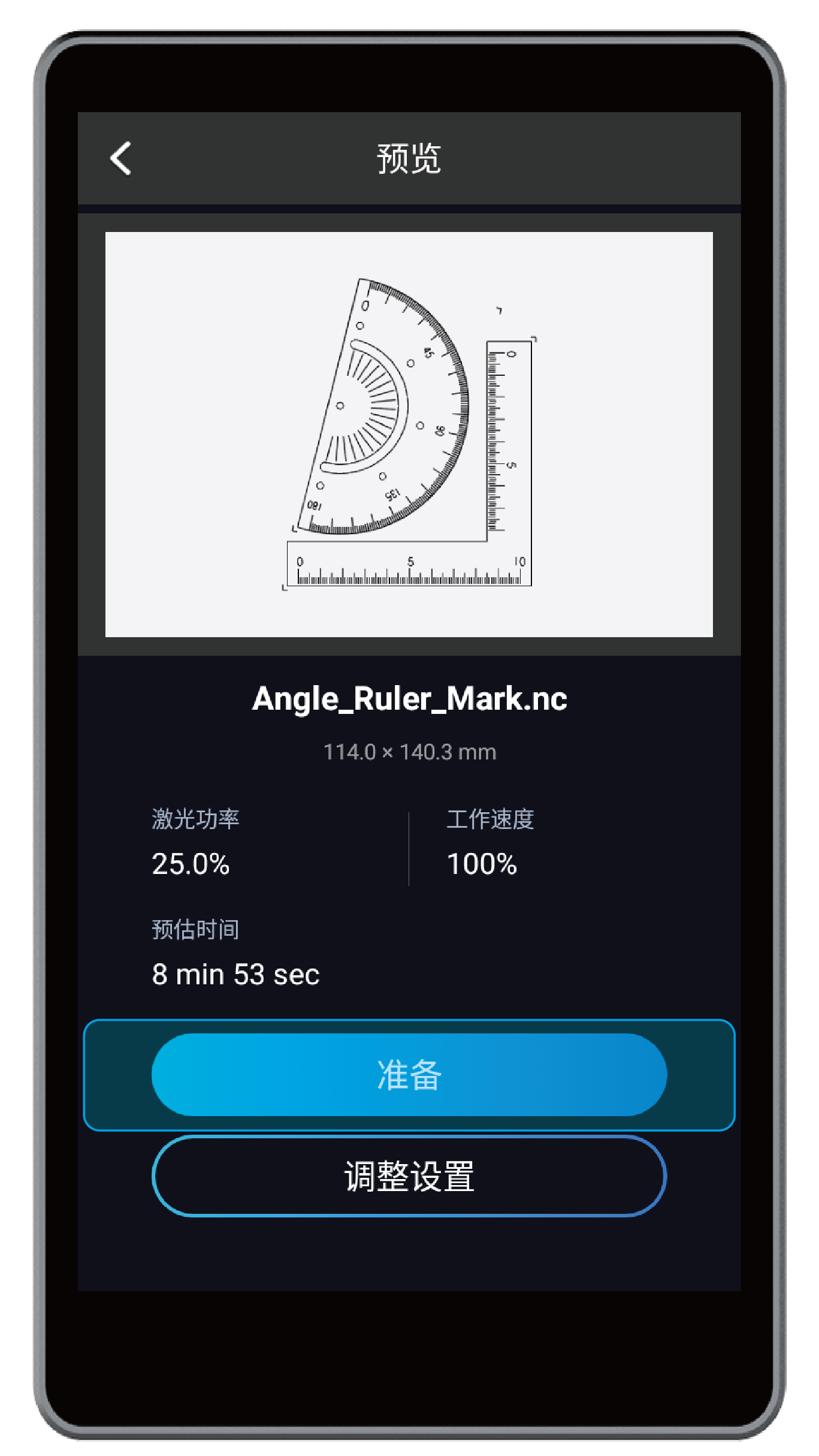
![]() 你可以点击调整设置来修改激光功率和工作速度。
你可以点击调整设置来修改激光功率和工作速度。
(4) 在选择方式界面上,选择自动模式或者手动模式。如果你选择自动模式,机器将测量材料厚度并自动对焦。如果你选择手动模式,你需要手动控制执行头触碰材料表面,然后机器将自动对焦。
- 自动模式
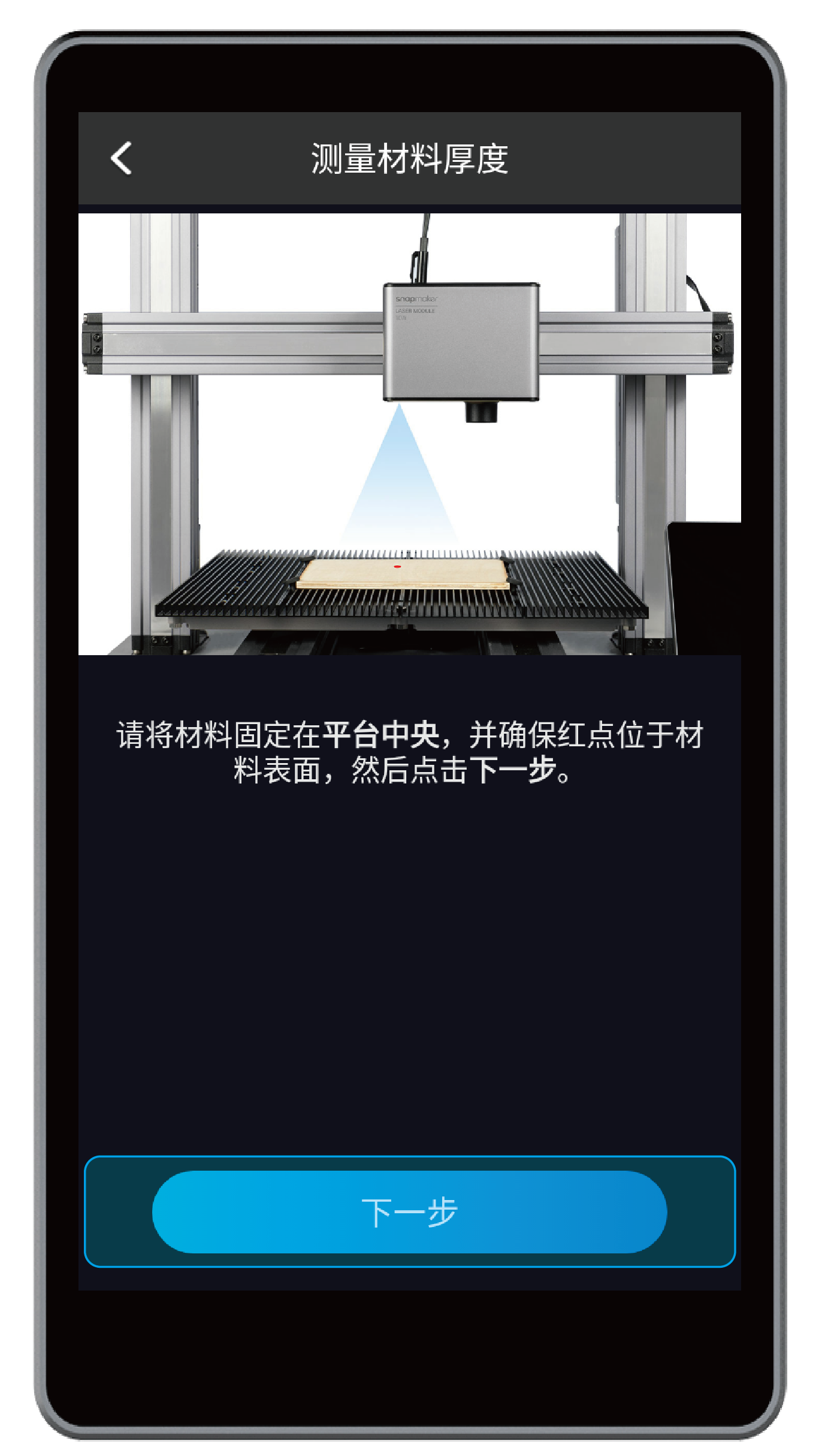
点击自动模式 > 阅读自动模式须知 > 点击开始,进入测量材料厚度流程:
确保红色光斑落在材料表面,点击下一步,机器将自动测量材料厚度。确认测量数值后,点击下一步,机器将自动对焦。
![]() 以下情况可能会导致材料厚度自动测量失败:
以下情况可能会导致材料厚度自动测量失败:
- 材料的厚度超过 50mm;
- 材料的材质为透明、亮面或镜面;
- 材料的颜色为红色或黑色;
- 周围的环境光线过亮。
若材料厚度自动测量失败,你可以选择手动模式。
- 手动模式
点击手动模式 > 阅读手动模式须知 > 点击开始,进入贴合材料表面流程:
点击 X-/X+/Y-/Y+ 将执行头移动到材料上方,然后将校准卡片或一张 A4 纸放置在聚风罩与材料之间。
点击 Z 偏移量调整执行头的高度,当聚风罩轻微触碰校准卡片表面,且拉动校准卡片可感受到轻微阻力,推动校准卡片可看到卡片起褶皱时,点击下一步,机器将自动对焦。

(5) 确保操作者和旁观者均正确佩戴激光护目镜,然后点击下一步。

(6) 点击 X-/X+/Y-/Y+ 将激光光斑移动到工作原点的位置,然后点击设置工作原点。然后,点击跑边框,检查工作区域是否合适。如果工作区域不合适,可重复本步骤直至确定合适的工作原点。
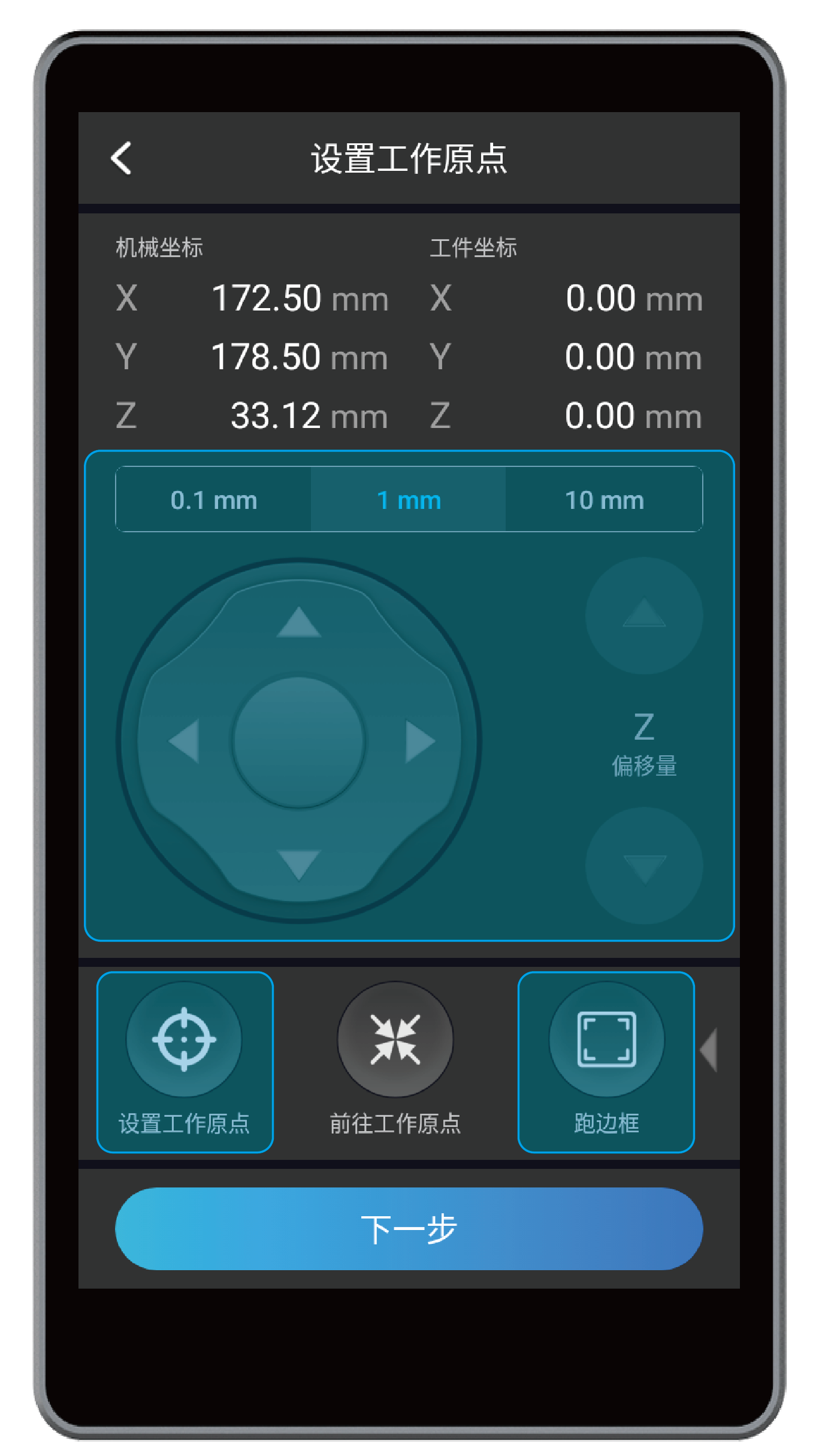
![]() 若跑边框过程中,激光光束跑出激光雕刻和切割平台之外,或者聚风罩与机器其他部位发生碰撞,请立即关闭机器或者按压急停开关
若跑边框过程中,激光光束跑出激光雕刻和切割平台之外,或者聚风罩与机器其他部位发生碰撞,请立即关闭机器或者按压急停开关 ![]() 。
。
(7) 关闭外罩门,点击下一步开始激光雕刻和切割。

![]() 若你以 100% 的激光功率切割材料,建议连续切割时间不要超过 8 小时。否则,10W 激光器的使用寿命可能会受到影响。
若你以 100% 的激光功率切割材料,建议连续切割时间不要超过 8 小时。否则,10W 激光器的使用寿命可能会受到影响。
![]() 在激光雕刻和切割过程中,你可以进行以下操作:
在激光雕刻和切割过程中,你可以进行以下操作:
- 向左滑动屏幕来修改激光功率和工作速度。
- 点击暂停按钮暂停激光作业,点击恢复继续激光作业。
- 点击停止,机器结束激光作业,无法恢复。
在 Luban 上开始雕刻和切割
(1) 连接机器与 Luban。具体操作参见 3.5 连接机器与 Luban。
(2) 将G 代码加载到工作区。
- 如果你在Luban 上生成G 代码,在激光 G 代码生成器中,点击导出 > 将 G 代码加载到工作区。
- 如果你要使用本地 G 代码文件,在工作区的 G 代码文件面板中,点击 + G 代码文件。从你的电脑中选择一个 G 代码文件(.nc 格式), 然后点击打开。
(3) 确保操作者和旁观者均正确佩戴激光护目镜,然后在工作区左侧的激光面板中,打开激光功率。
(4) 在工作区的控制面板中,设置工作原点。
(a) 点击 X-/X+/Y-/Y+/Z-/Z+ 控制执行头靠近材料表面,使激光光束集中形成可见光斑。
(b) 点击 X-/X+/Y-/Y+ 将激光光斑移动到工作原点的位置,然后点击设置工作原点。点击跑边框,检查工作区域是否合适。如果工作区域不合适,可重复本步骤直至确定合适的工作原点。

![]() 如果你使用摄像捕捉法来确定激光雕刻和切割对象的位置,则不必进行本步骤。
如果你使用摄像捕捉法来确定激光雕刻和切割对象的位置,则不必进行本步骤。
(5) 关闭外罩门。
(6) 在右侧 G 代码文件面板中,选择用于雕刻和切割的 G 代码文件,点击在线作业。你可以使用自动模式或者手动模式开始作业。若选择自动模式,机器将自动测量材料厚度。若选择手动模式,你需要手动输入材料厚度。
- 自动模式
在开始作业窗口,勾选自动模式,然后点击开始。机器将自动测量材料厚度并自动对焦,然后开始激光雕刻和切割。
![]() 以下情况可能会导致材料厚度自动测量失败:
以下情况可能会导致材料厚度自动测量失败:
- 材料的厚度超过 50mm;
- 材料的材质为透明、亮面或镜面;
- 材料的颜色为红色或黑色;
- 周围的环境光线过亮。
若材料厚度自动测量失败,你可以选择手动模式。
- 手动模式
在开始作业窗口,取消勾选自动模式,即可进入手动模式。手动输入材料厚度,然后点击开始。机器将进行自动对焦,然后开始激光雕刻和切割。
![]() 若你以 100% 的激光功率切割材料,建议连续切割时间不要超过 8 小时。否则,10W 激光器的使用寿命可能会受到影响。
若你以 100% 的激光功率切割材料,建议连续切割时间不要超过 8 小时。否则,10W 激光器的使用寿命可能会受到影响。
![]() 在激光雕刻和切割过程中,你可以进行以下操作:
在激光雕刻和切割过程中,你可以进行以下操作:
- 在左侧激光面板中修改激光功率和工作速度:输入新的激光功率和工作速度参数后,点击刷新按钮,则新的参数将被运用于当前的激光作业中。
- 在右侧作业状态面板中,点击暂停按钮暂停激光作业,点击运行按钮继续激光作业。
- 在右侧作业状态面板中,点击停止按钮,机器结束激光作业,无法恢复。
3.9 断电续打
通过断电续打功能,你可以恢复因断电而停止的激光作业。当激光雕刻和切割作业正在进行中时,若电源模组被关闭或 AC 电源线被拔出,从而导致激光作业中断,你可以执行以下操作来恢复作业:
(1) 重启机器。
- 若因为电源模组被关闭而导致断电,你可以直接打开电源模组的开关重启机器。
- 若因为AC 电源线被拔出而导致断电,你需要先关闭电源模组,再连接 AC 电源线。确认 AC 电源线连接无误后,打开电源开关,重启机器。
(2) 在触控屏的提示界面中点击恢复。机器将从上次激光作业中断处开始,继续进行激光雕刻和切割。
断电续打只适用于在触控屏上启动的激光雕刻和切割作业。

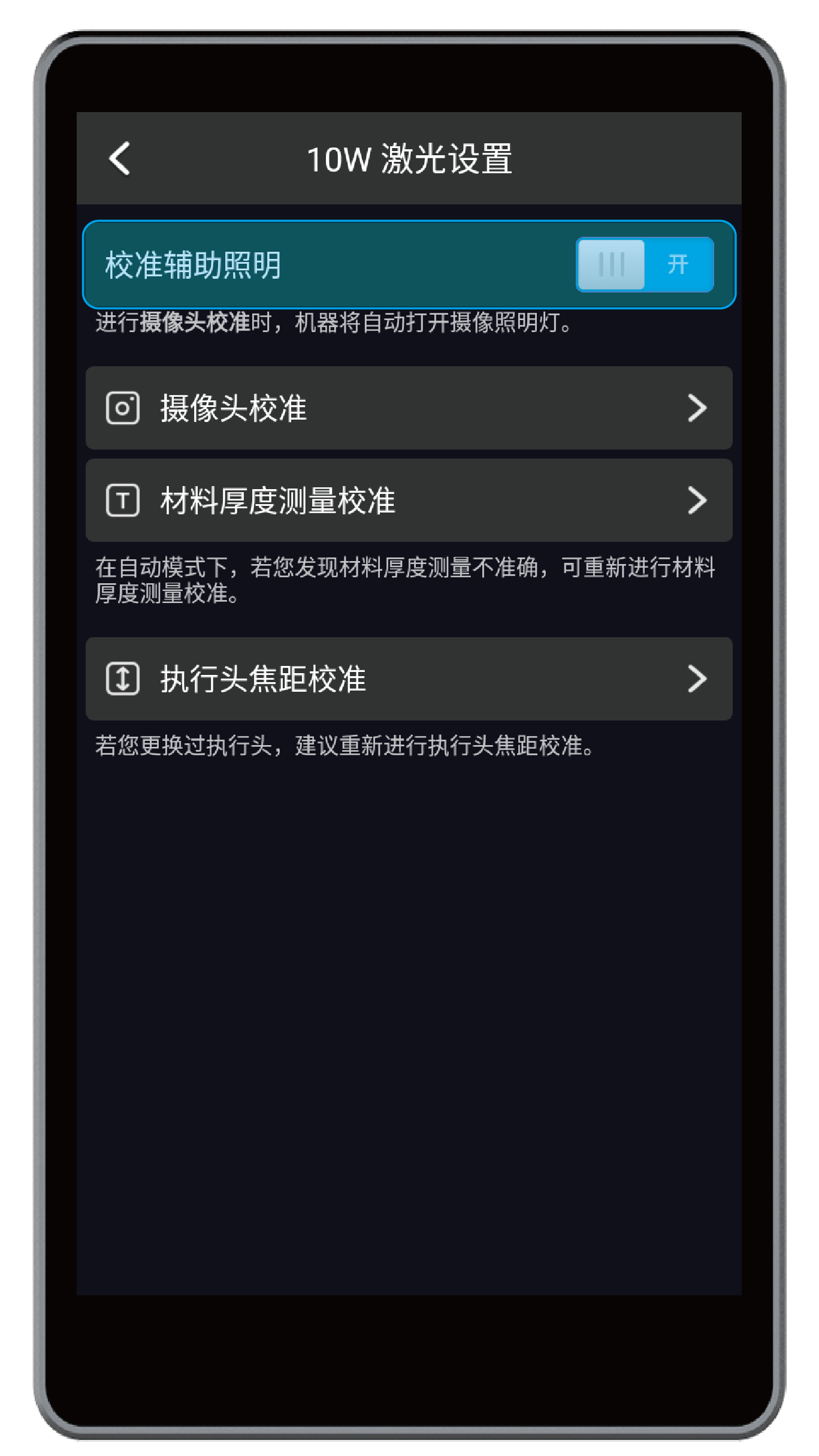
3.10 校准辅助照明
摄像照明灯在校准摄像头时,可以起到辅助照明作用。
默认情况下,校准辅助照明功能为开启状态。即进行摄像头校准时,机器将自动打开摄像照明灯。
你也可以关闭校准辅助照明功能:在触控屏的主界面上左滑 > 点击设置 > 10W 激光 > 关闭校准辅助照明。关闭后,进行摄像头校准时,摄像照明灯不会开启。
> >