
工作原理:工作原点
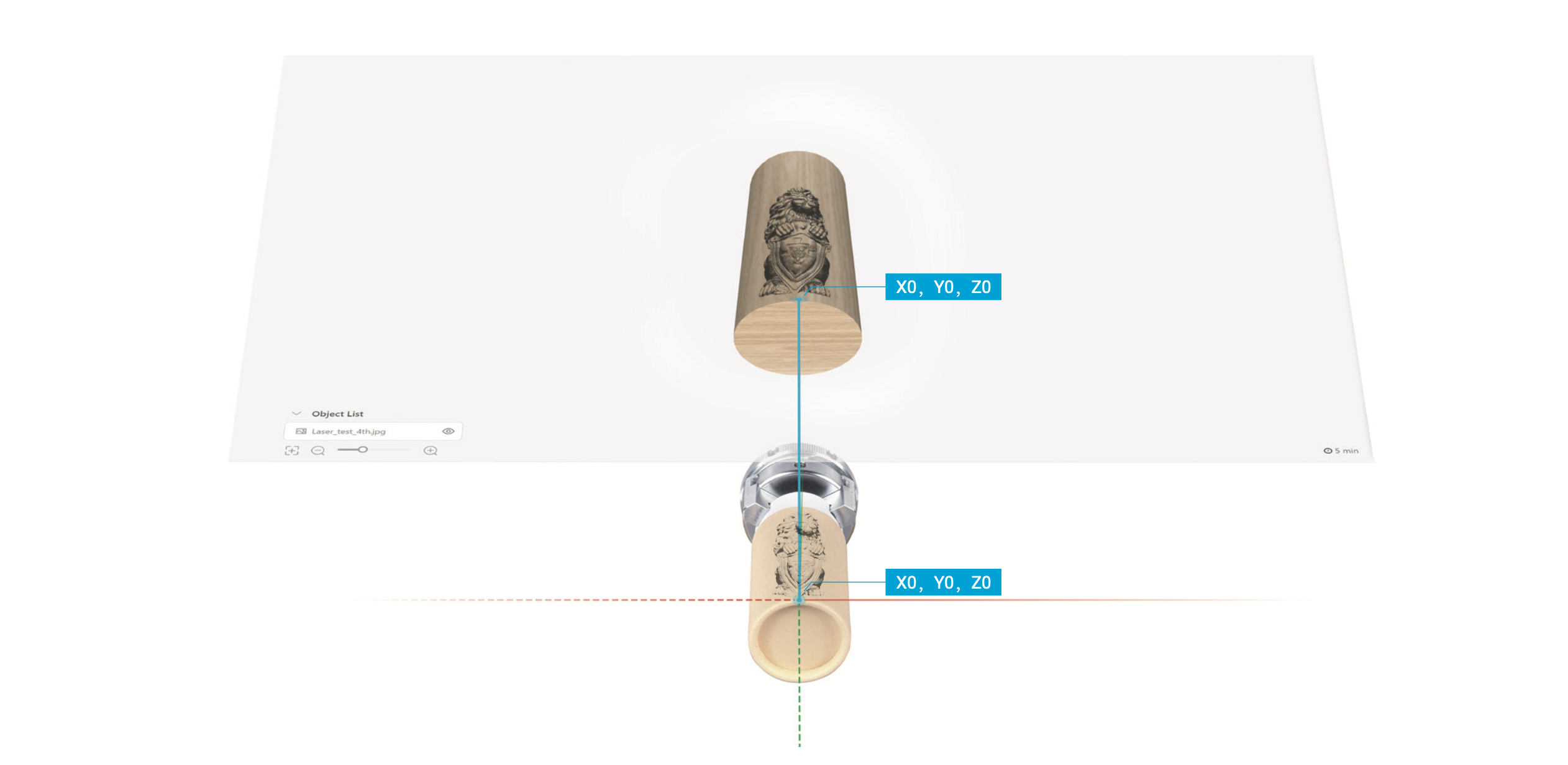
设置工作原点有助于机器确定如何雕刻或切割材料。材料上的工作原点(X0,Y0)对应于 Luban 中的坐标原点(X0,Y0)。
如何设置工作原点
7.1 预览文件
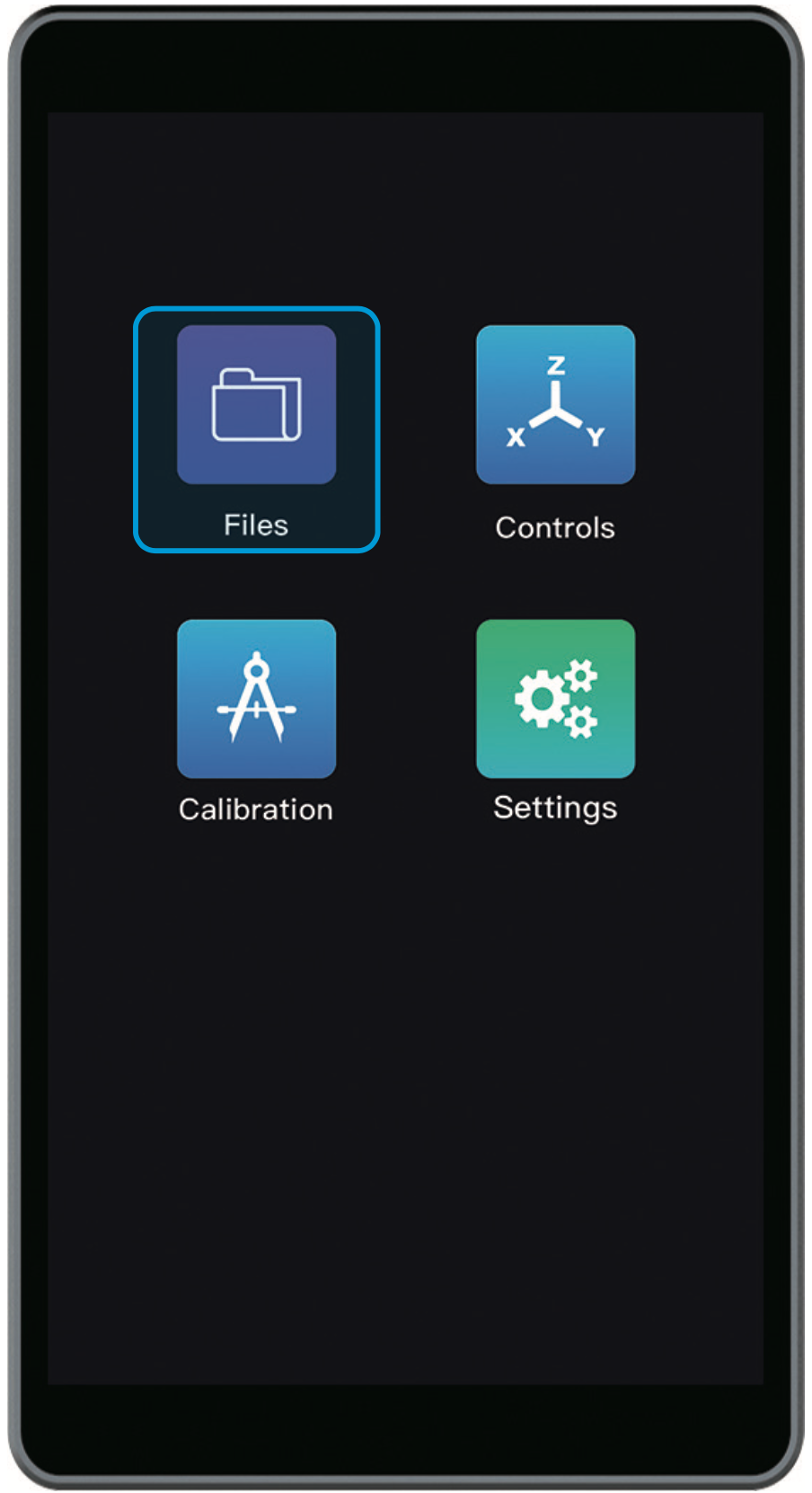
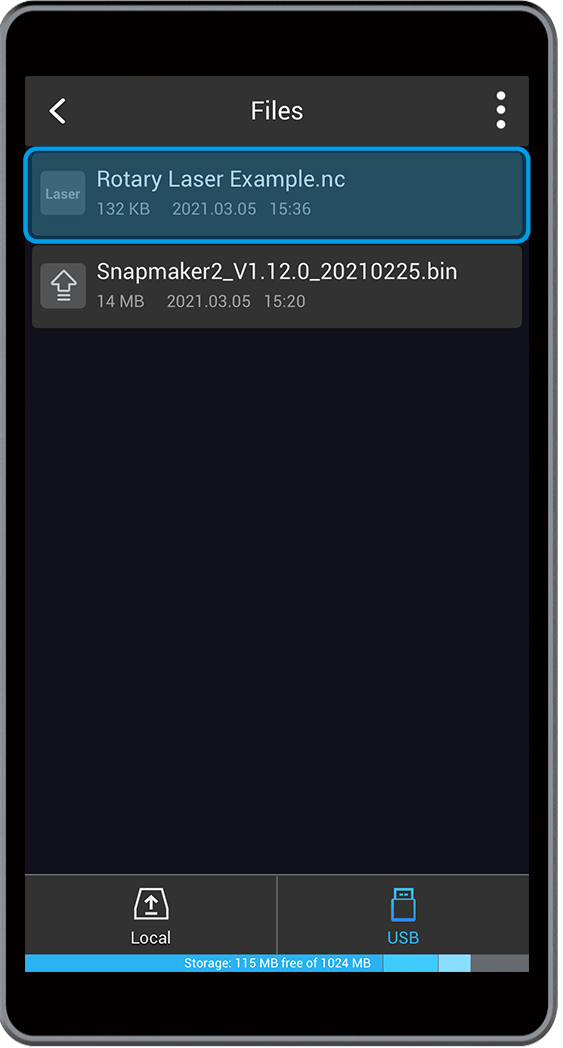
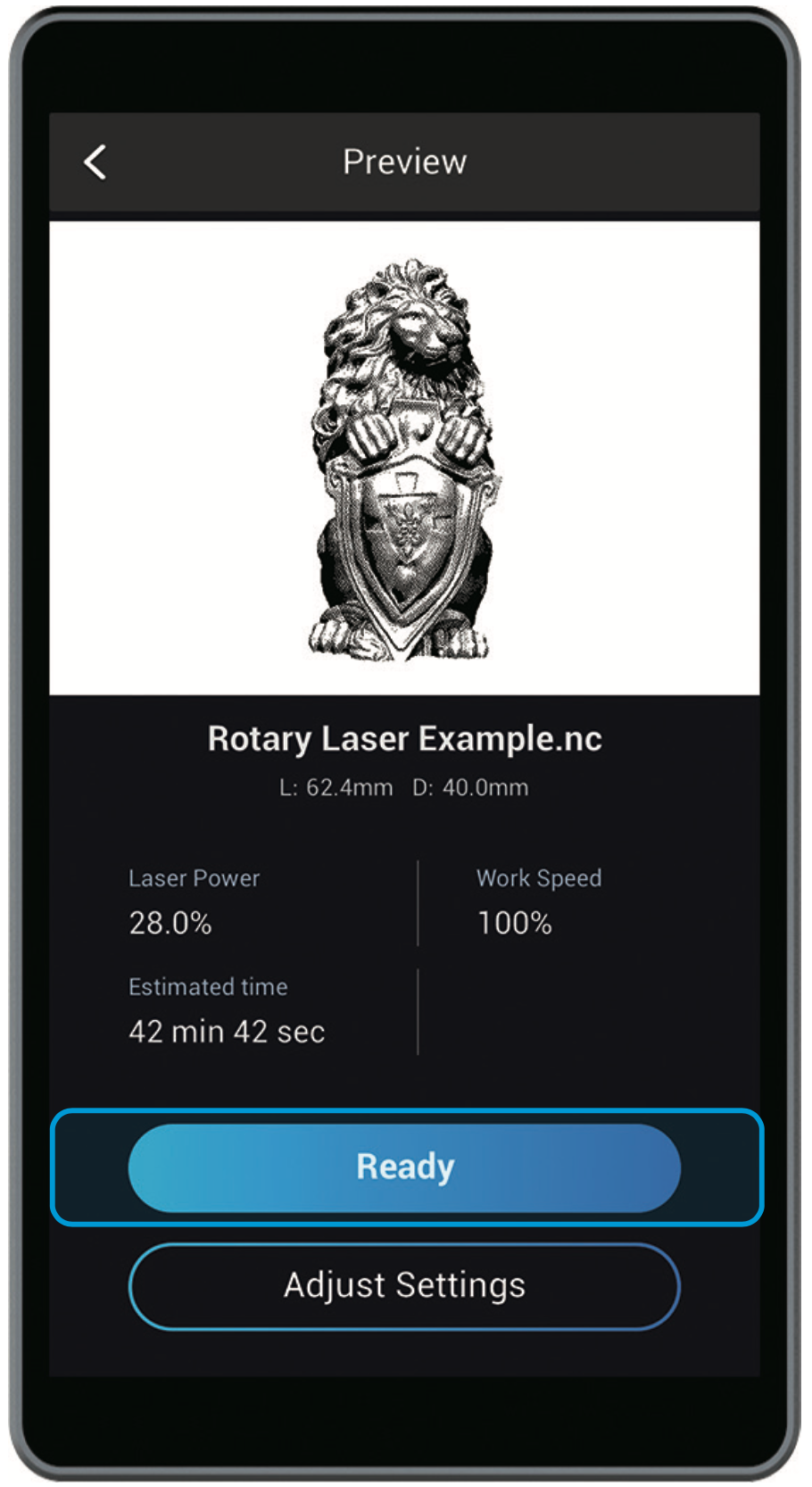
G 代码文件传送完成后,点击文件,并从 USB 或本地中选择 G 代码文件。预览文件,然后点击准备就绪。
![]()
![]()
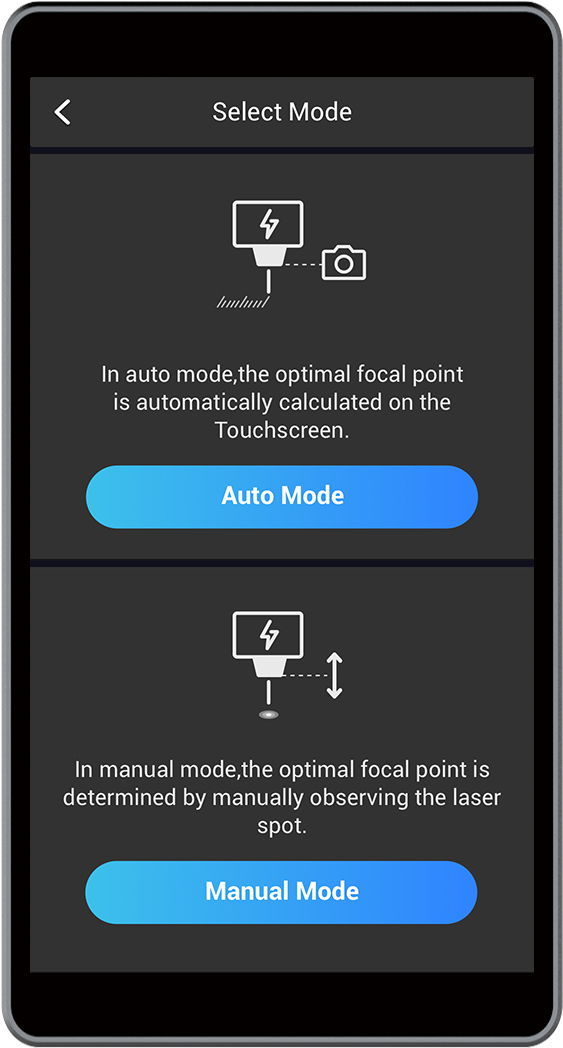
7.2 选择模式
选择一种模式来设置工作原点。在自动模式下,你将了解如何更换材料和设置工作原点。手动模式没有分步说明,适合那些熟悉工作原点操作步骤的用户。
7.2.1 自动模式
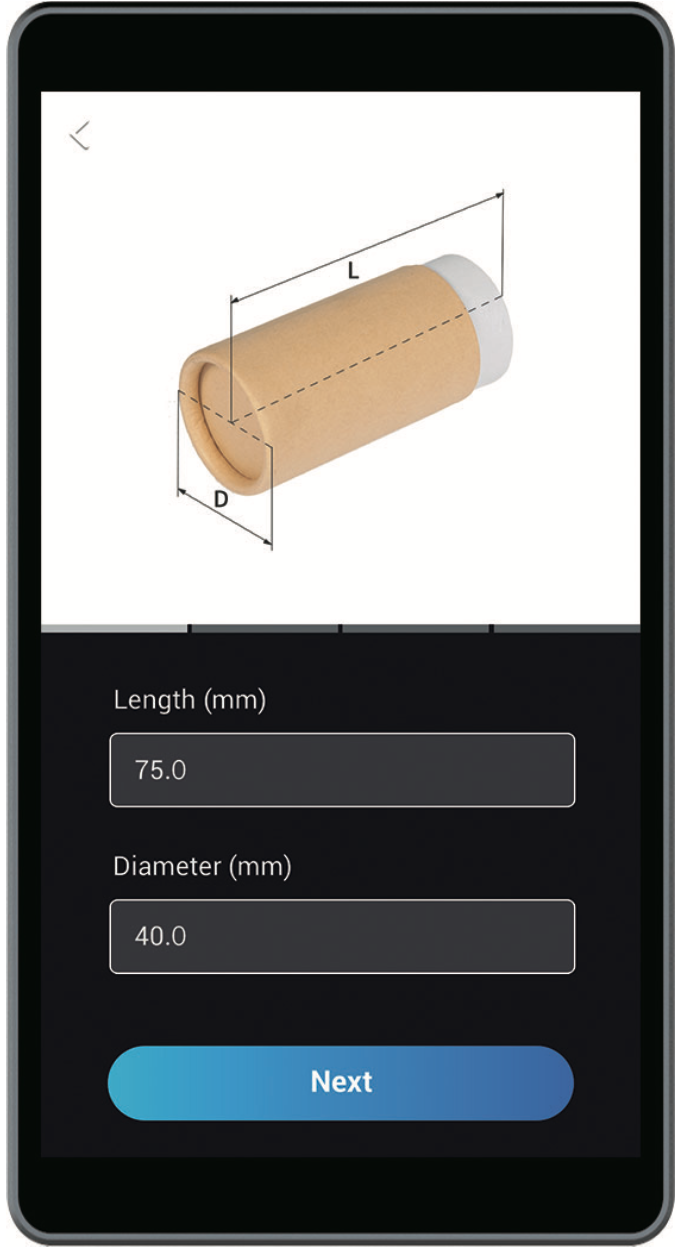
选择自动模式。按照屏幕上的说明来固定材料。请务必佩戴激光护目镜。校准中设置的焦距在自动模式下是固定的,因此你无法在此步骤中调整 Z 轴偏移量。通过 X、Y 和 B 轴偏移量来设置工作原点,然后点击跑边框,检查工作区域。暂时不要点击开始。
![]()

![]()

7.2.2 手动模式
选择手动模式。固定材料,并务必佩戴激光护目镜。
校准中设置的焦距在手动模式下也可以重复使用,但你仍然可以通过点击 Z 轴偏移量来调整 Z 轴高度(焦距)。通过 X、Y、Z 和 B 轴偏移量来设置工作原点,然后点击跑边框,检查工作区域。暂时不要点击开始。

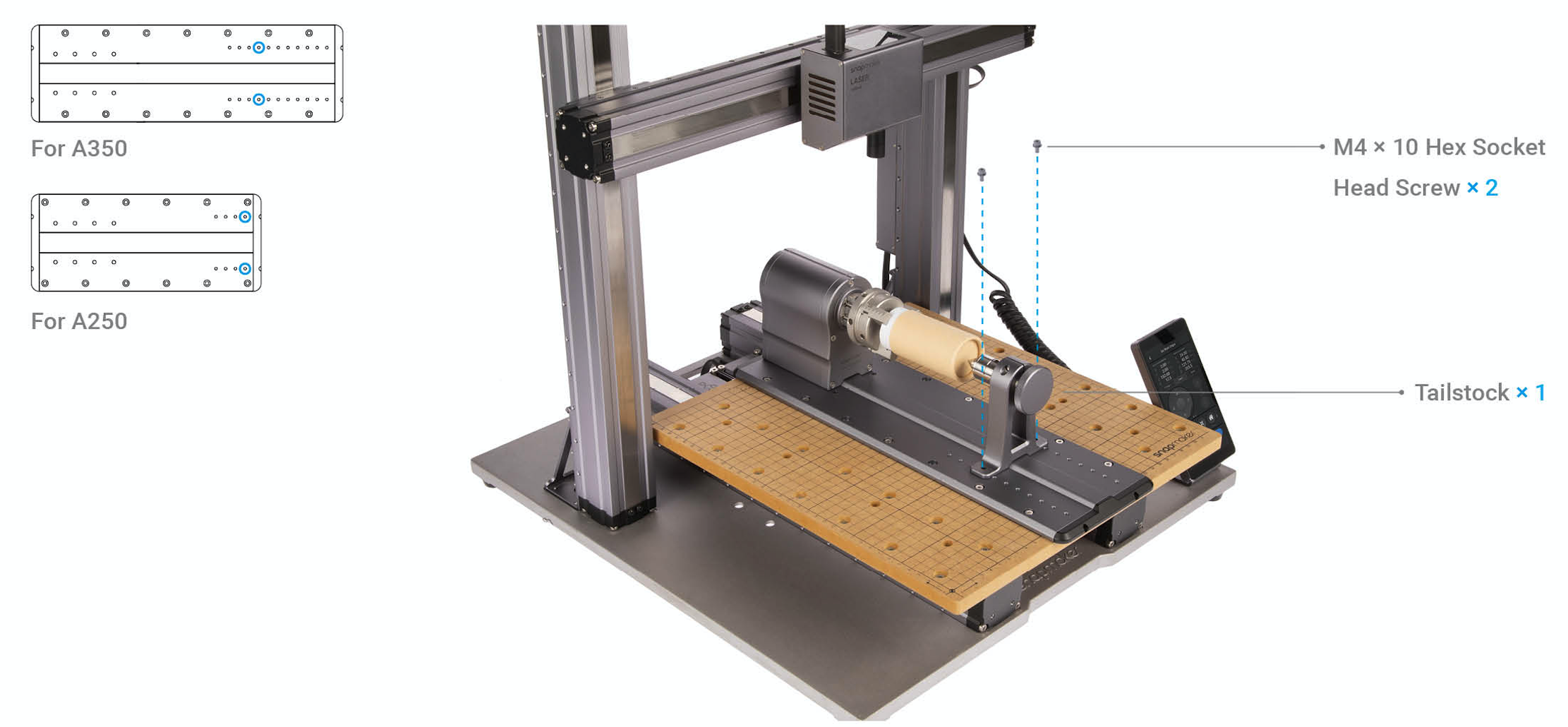
7.3 固定尾座(可选)
使用卡盘和尾座来夹持材料,可提高稳定性和精度。如果材料很长或很重,请使用尾座。
选择底板上的两个孔来固定尾座。
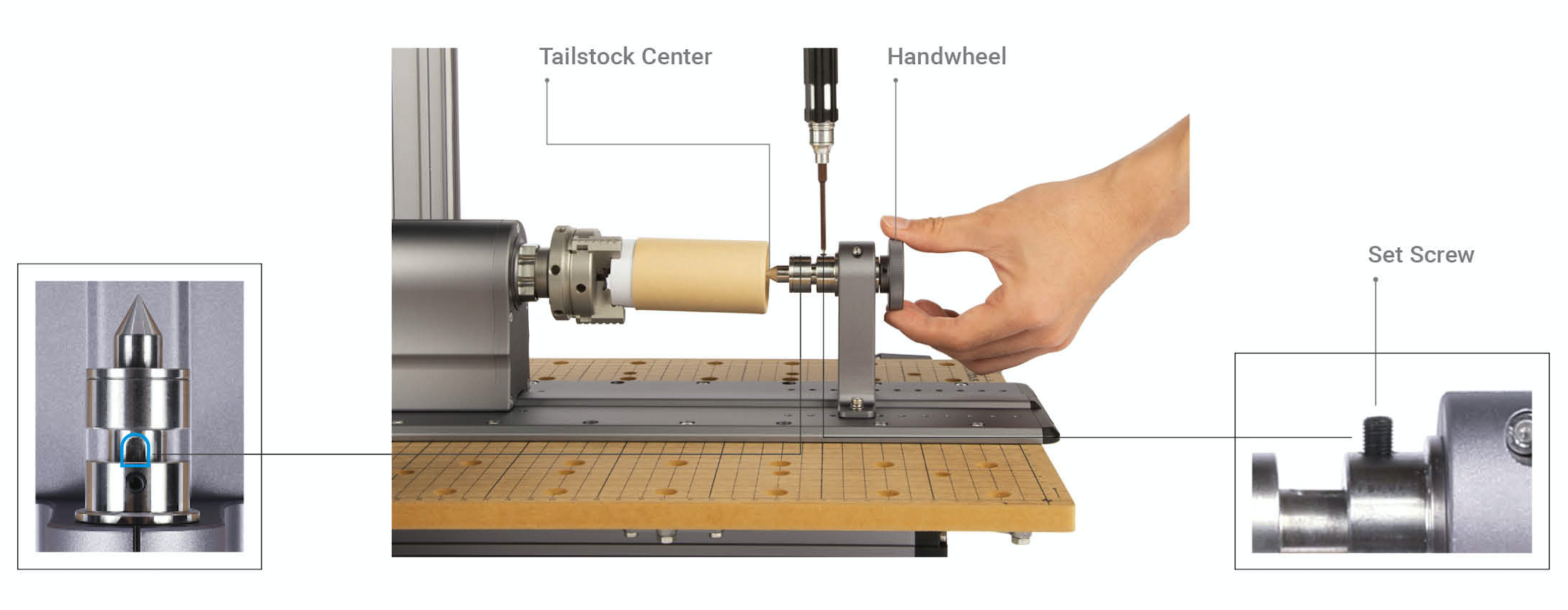
使用 H2.0 螺丝刀头松开机米螺丝,将手轮往前拧,直到顶尖正好压在材料底面的中心点上。将顶尖上的凹槽对准机米螺丝,然后锁紧机米螺丝。
7.4 雕刻前检查
雕刻和切割前须检查以下几点:

如果一切准备就绪,点击触控屏上的开始。
