9.1 换刀助手
9.1.1 工作原理:换刀助手
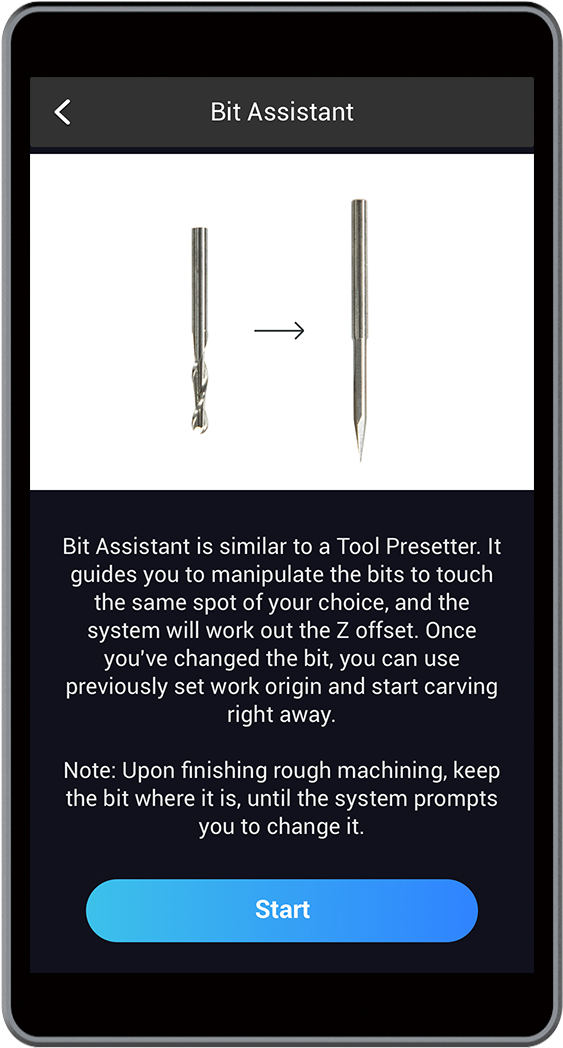
如果你使用多个 CNC 刀头来雕刻复杂工件,换刀助手可以简化重置工作原点的程序。在通常情况下,更换 CNC 刀头时必须重置工作原点。而在换刀助手的指导下,你只需用两个刀头触碰同一材料点即可。触碰是为了测量两个刀头之间的长度差。根据测量出的差异,机器可以计算 Z 轴偏移量并算出新的工作原点,而无需重新设置 X、Y 和 B 轴原点。
9.1.2 如何使用换刀助手
在使用换刀助手之前,你应该生成多个 G 代码文件并传送到触控屏。在每个 G 代码文件中,选择你要使用的具体刀头。
第一个 G 代码文件雕刻完成后,点击触控屏上的完成。暂时不要取下第一个 CNC 刀头。按照以下步骤使用换刀助手:
(1) 操作第一个刀头触碰材料
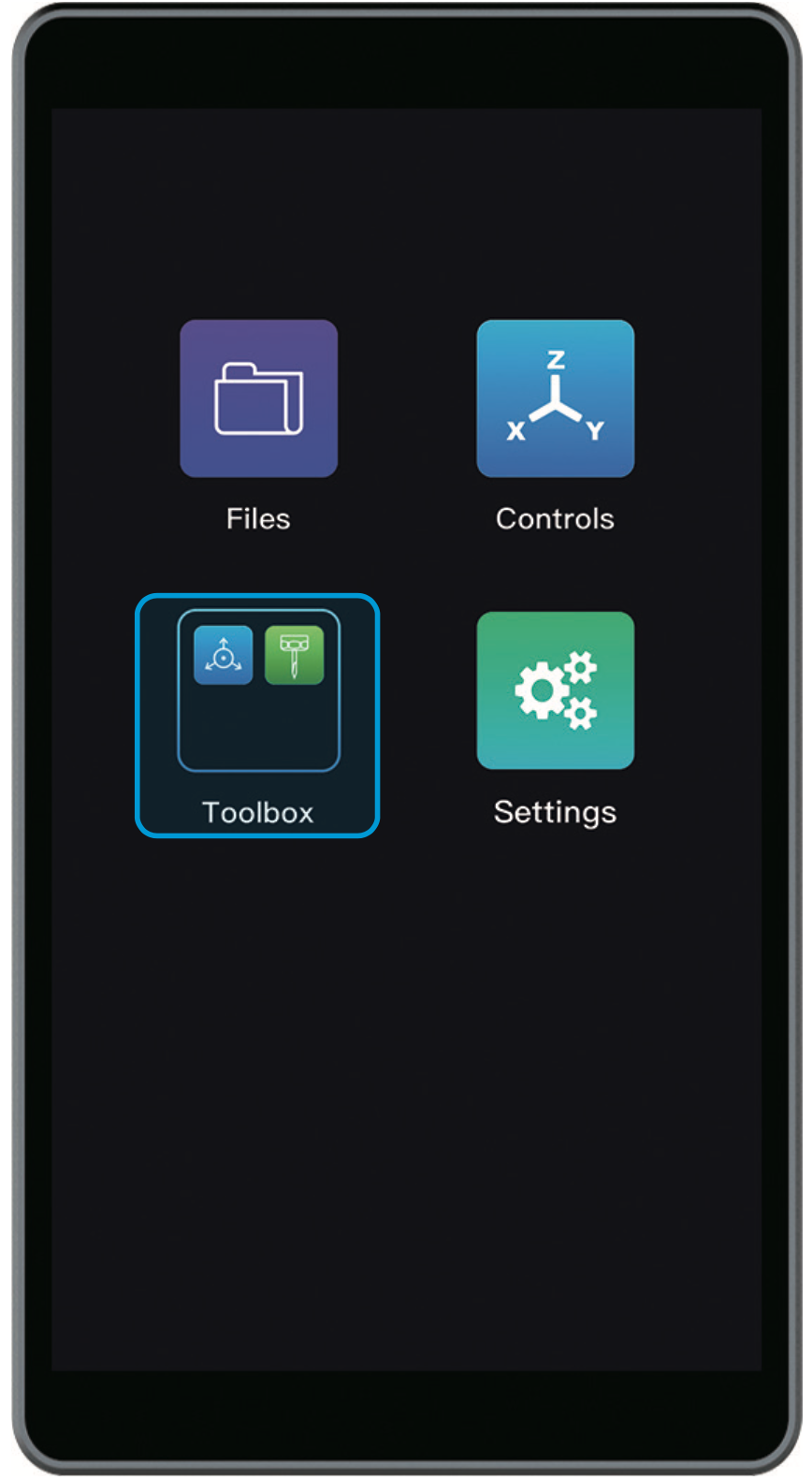
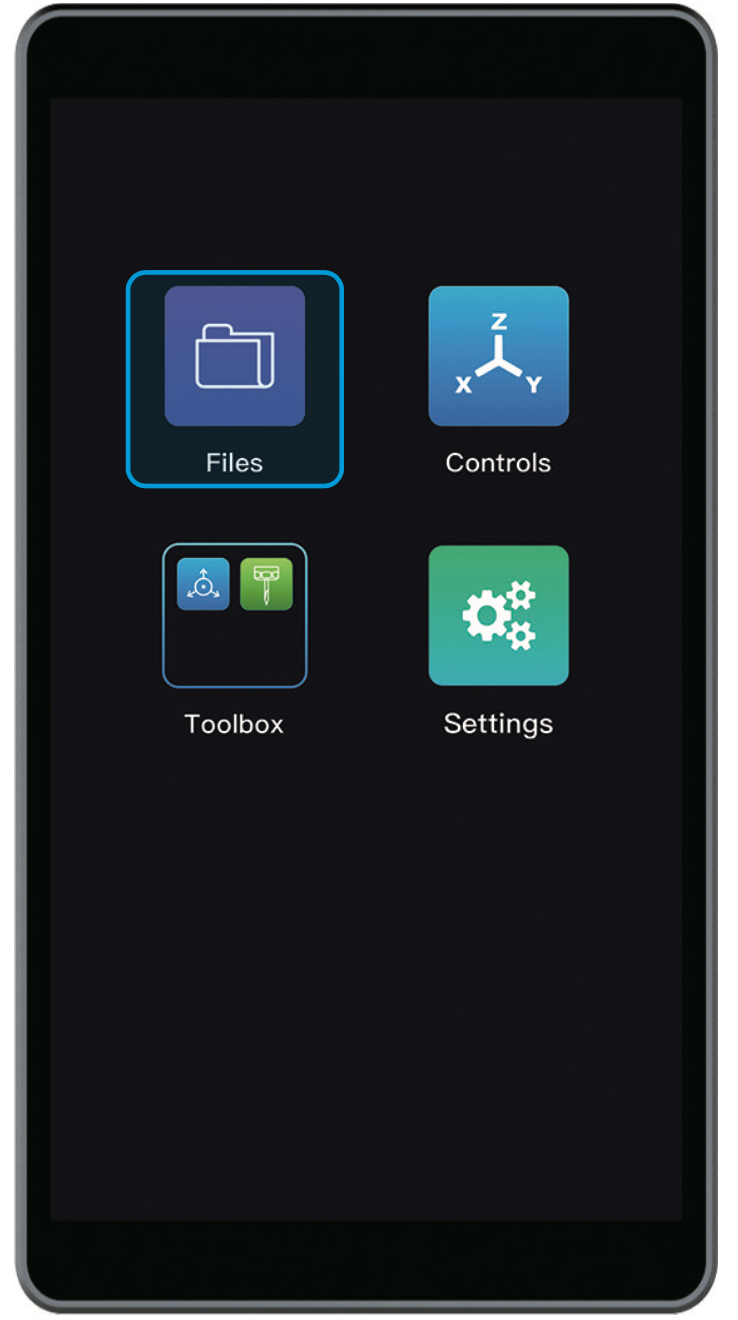
点击应用列表界面上的工具箱,然后选择换刀助手。按照屏幕上的说明来更换刀头和重置工作原点。

通过 X、Y、Z 或 B 轴偏移量来控制刀尖触碰材料表面。将校准卡片放在刀尖和材料之间。不断调整 Z 轴偏移量,直到拔出卡片时感觉到轻微的阻力。点击设置,保存当前高度。
![]() 如果 CNC 刀头碰到机器,请立即关闭机器或按下急停开关
如果 CNC 刀头碰到机器,请立即关闭机器或按下急停开关 ![]() 。
。
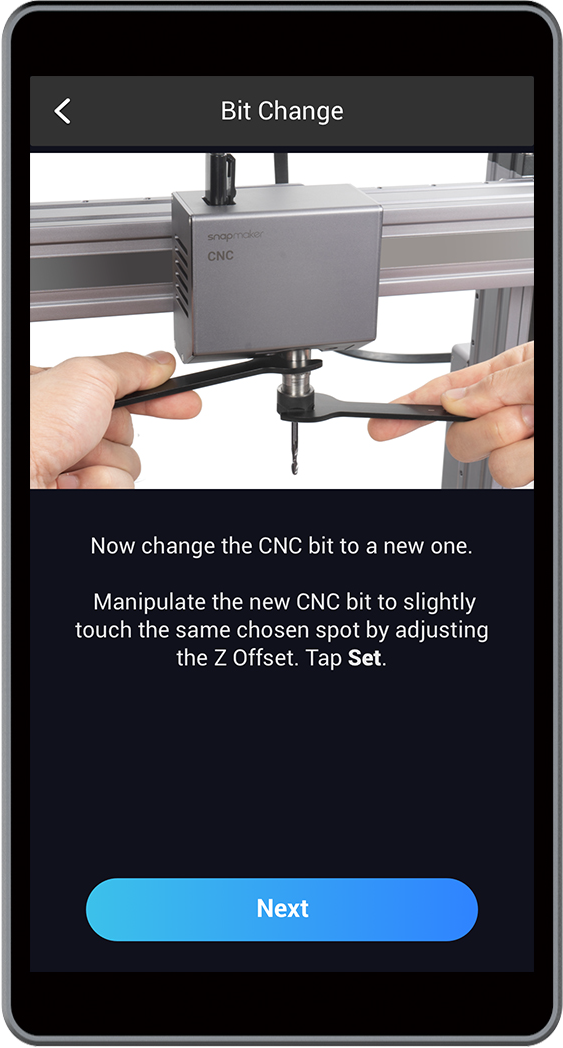
(2) 用新刀头替换第一个刀头
请务必将 CNC 模组抬升到足够的高度,以便更换刀头。用开口扳手取下第一个 CNC 刀头,换上新刀头。
![]() CNC 刀头非常锋利,请小心操作。
CNC 刀头非常锋利,请小心操作。
(3) 控制新刀头触碰材料
通过 Z 轴偏移量来控制新刀头触碰材料表面上的同一点。点击设置,完成工作原点重置。在此步骤中,你不能移动 X、Y 和 B 轴,因此,X、Y 和 B 轴偏移量在屏幕上不可用。

![]()
![]() 如果 CNC 刀头碰到机器,请立即关闭机器或按下急停开关
如果 CNC 刀头碰到机器,请立即关闭机器或按下急停开关 ![]() 。
。
(4) 选择新的 G 代码并开始雕刻
对于后续步骤,请点击文件并参阅 7.开始雕刻。
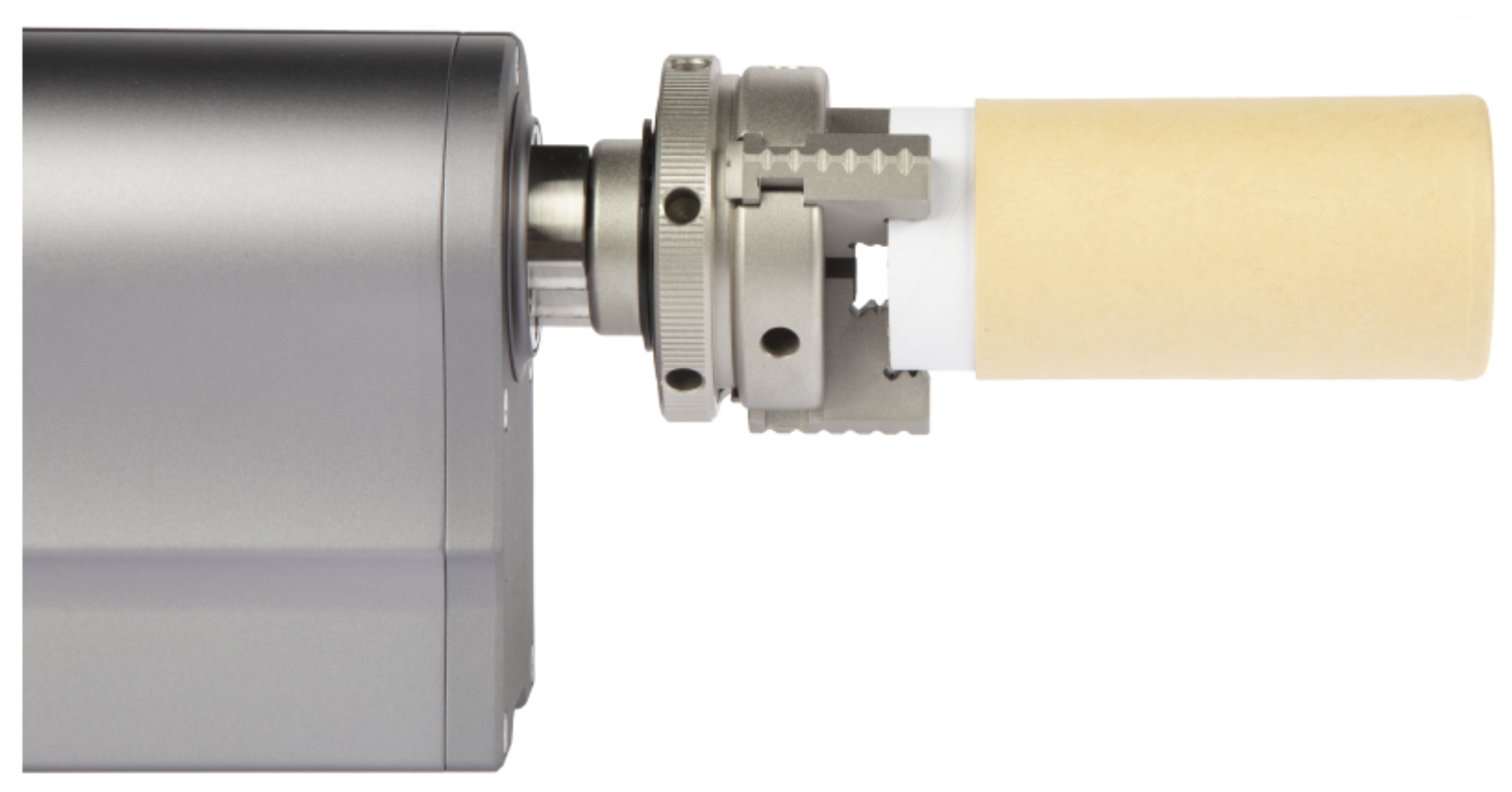
9.2 如何使用三爪卡盘
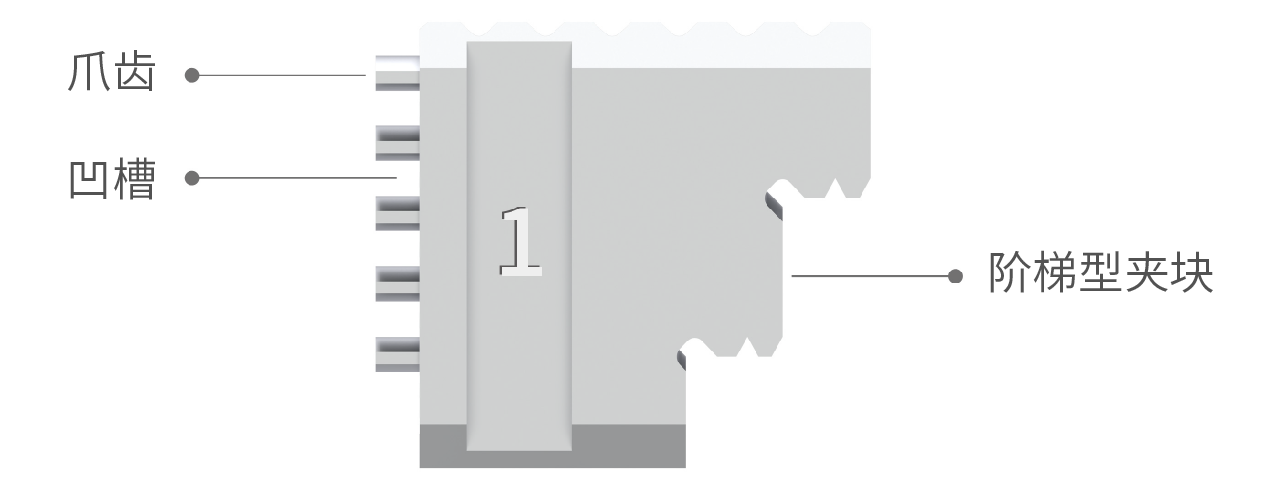
三爪卡盘由三个可翻转的卡爪组成,每个卡爪都可按照任一方向安装。安装卡爪的方向会影响卡盘夹持材料的方式。在本节中,你将学习如何安装和使用卡爪,为你的创造之旅增添更多乐趣。
![]() 卡爪非常锋利,在安装和使用过程中,请小心操作。
卡爪非常锋利,在安装和使用过程中,请小心操作。
9.2.1 如何安装卡爪
默认情况下,卡爪安装后可用于内夹。如果要重新安装以用于外撑,请先松开三个卡爪,然后参阅 (2) 外撑。
内夹 外撑
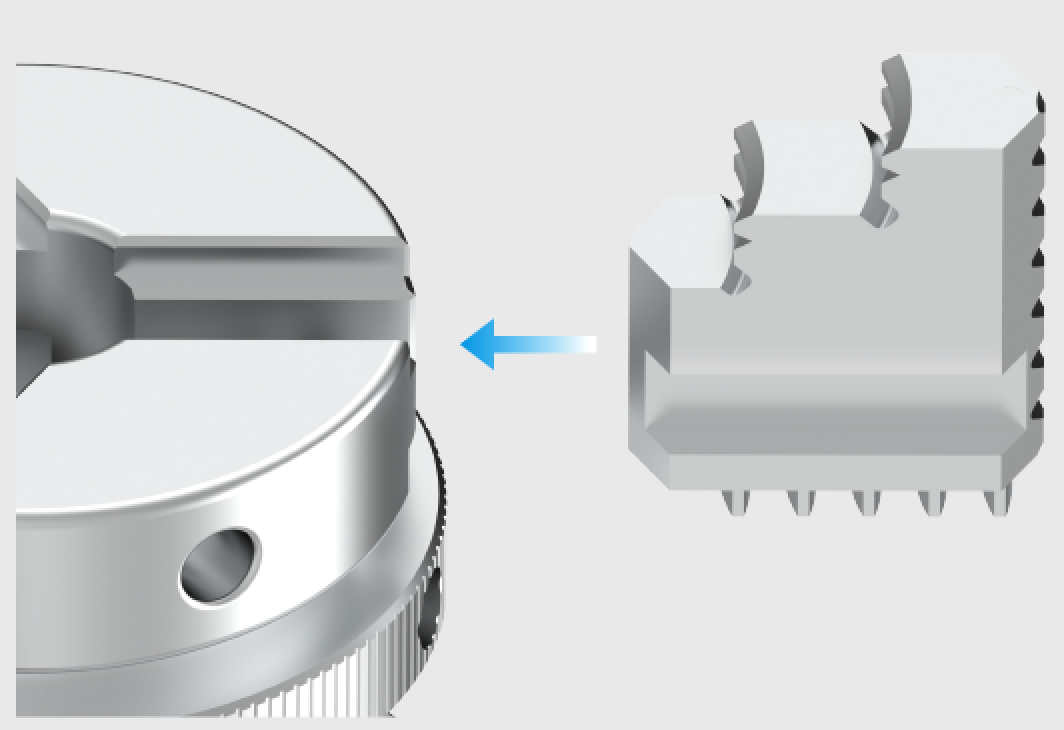
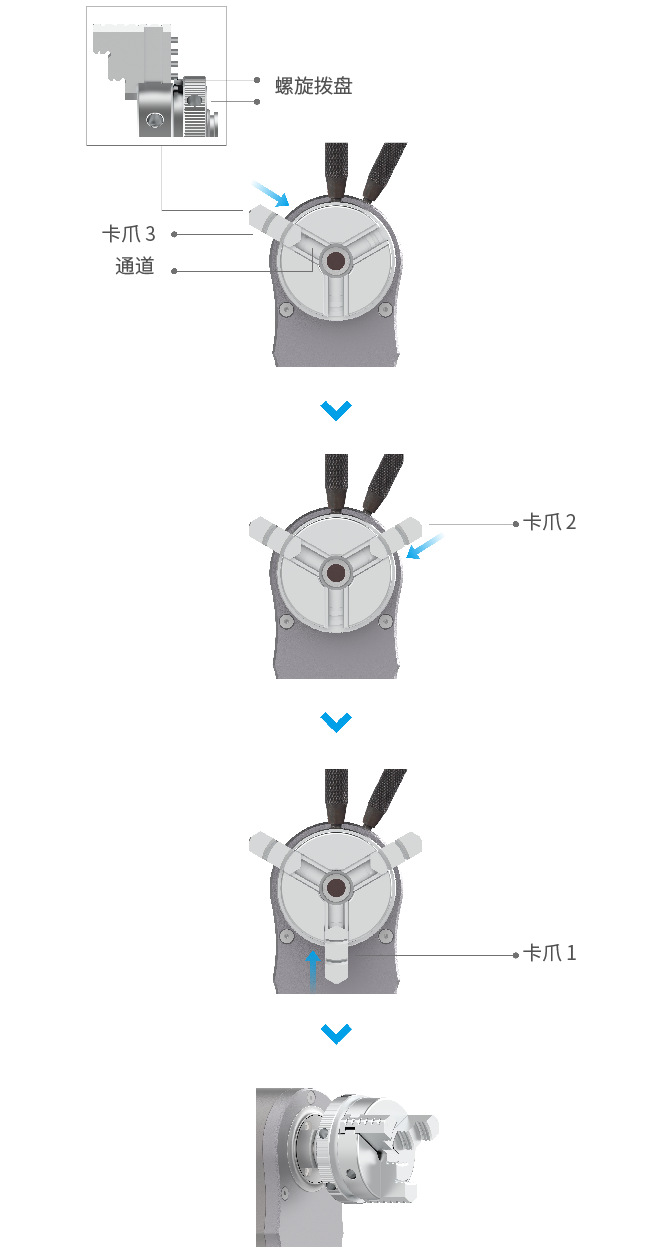
(1) 内夹
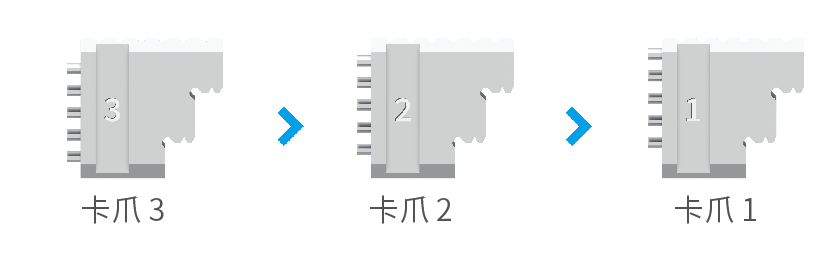
- 卡爪有编号,我们按编号从大到小的顺序进行安装(3 → 2 → 1)。
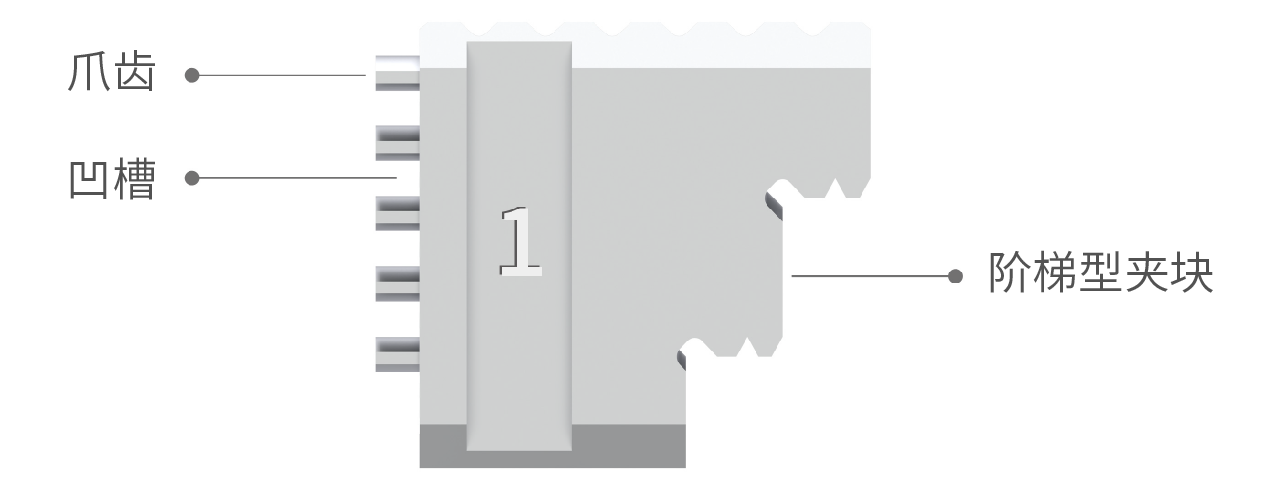
- 将卡爪 3 滑入通道,然后向内按压。通过齿间的凹槽转动拨盘上的螺旋圈。
- 将拨盘向前推,对卡爪 2 和卡爪 1 重复相同的操作。将所有卡爪滑入通道,并继续转动卡盘扳手,直到所有卡爪在中心闭合。
![]()
![]()
![]()
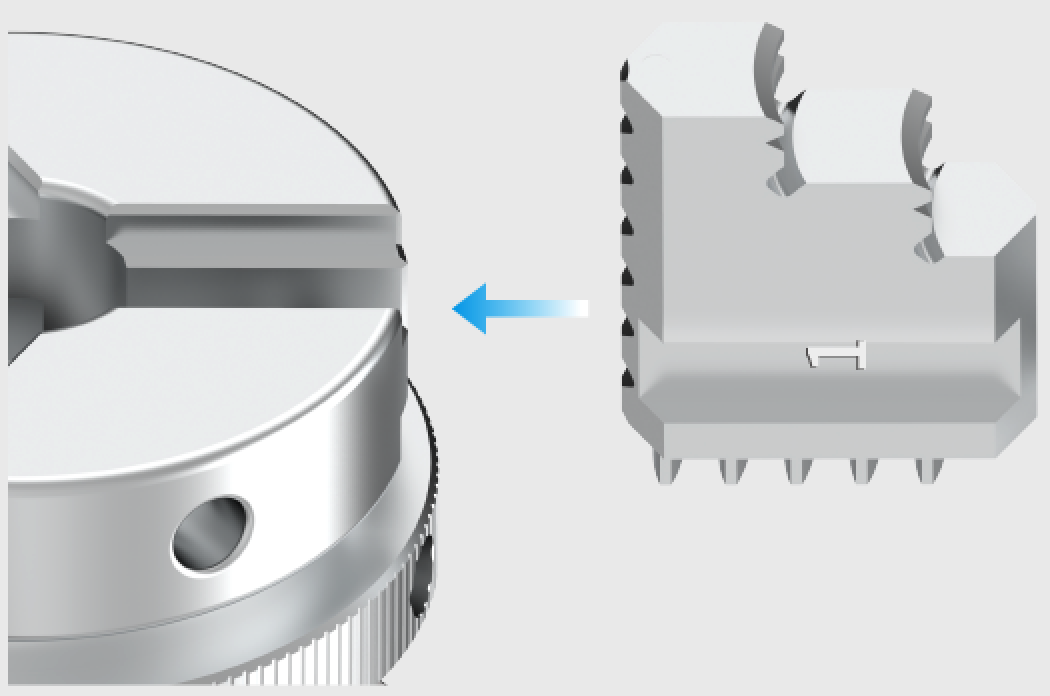
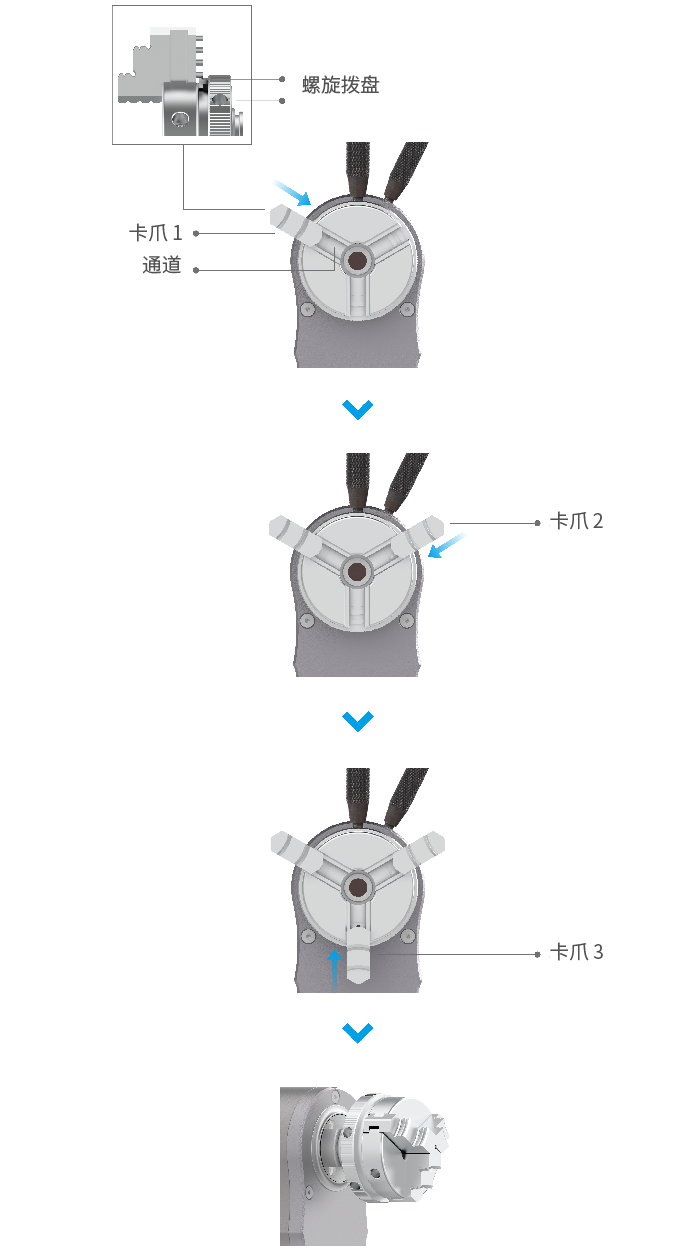
(2) 外撑
- 卡爪有编号,我们按编号从小到大的顺序进行安装(1 → 2 → 3)。
- 将卡爪 1 滑入通道,然后向内按压。通过齿间的凹槽转动拨盘上的螺旋圈。
- 将拨盘向前推,对卡爪 2 和卡爪 3 重复相同的操作。将所有卡爪滑入通道,并继续转动卡盘扳手,直到所有卡爪在中心闭合。
![]()
![]()
![]()
9.2.2 如何使用卡盘
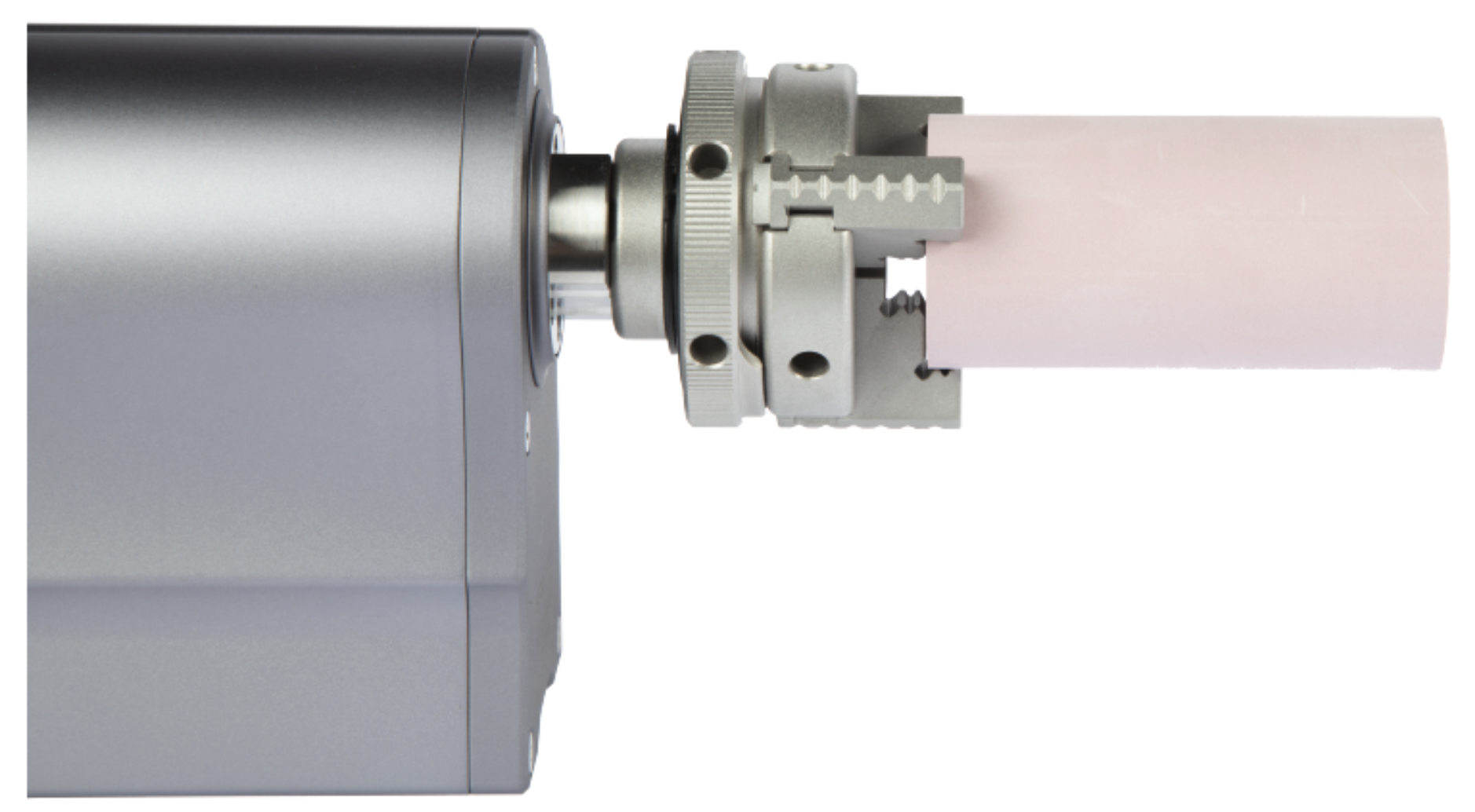
内夹主要用于夹持工件的外表面,外撑主要用于支撑内表面。换言之,内夹可以夹持实心和空心工件,而外撑只适用于空心工件。
内夹:夹持实心 CNC 材料
内夹:夹持空心激光材料
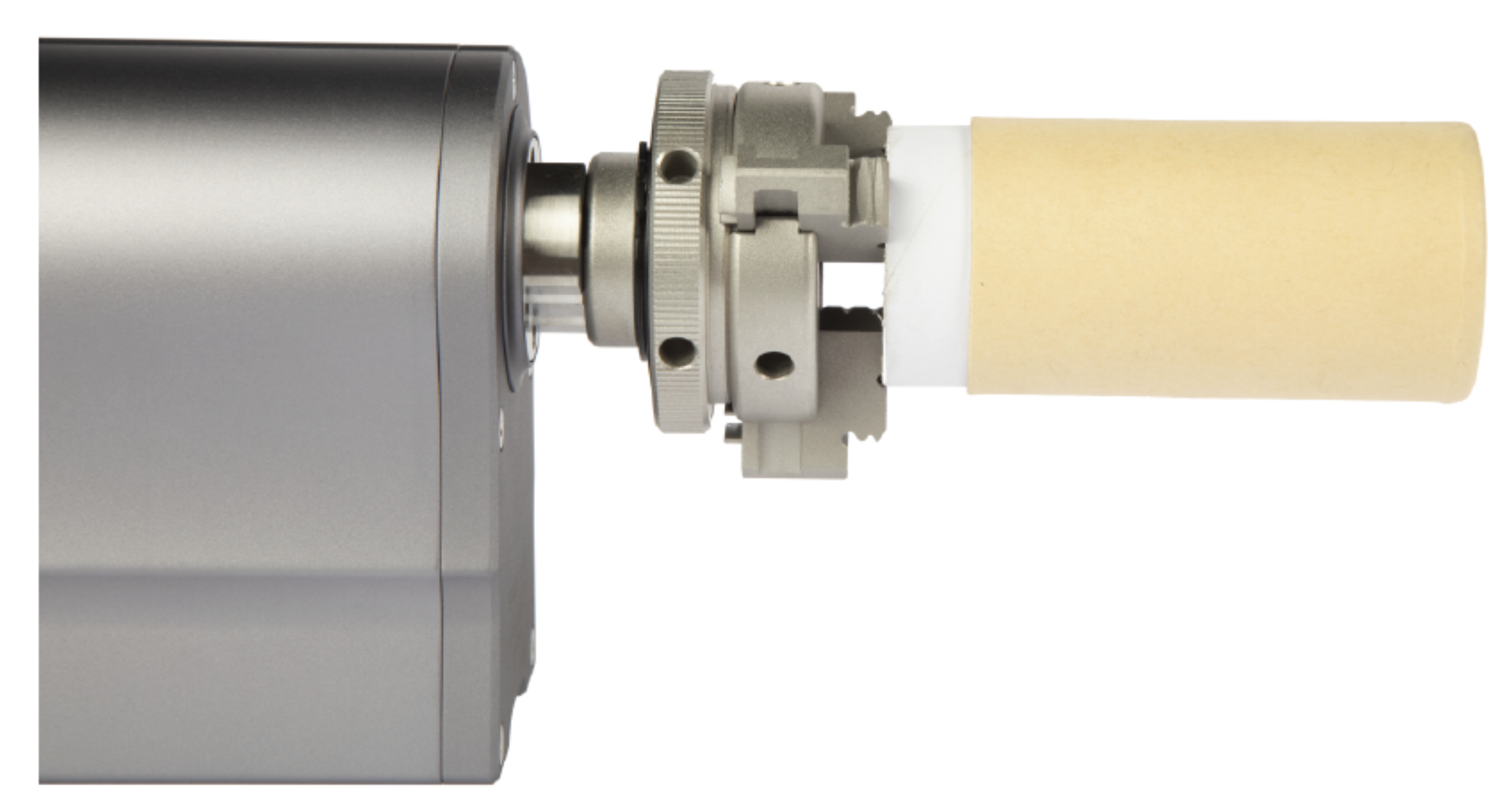
外撑:夹持空心激光材料
9.3 如何将螺母粘合到 CNC 平台上
如果螺母从 CNC 雕刻平台上脱落,请按以下步骤将其粘回。
![]() 使用 AB 胶前,请戴上防护手套,防止接触有毒的 AB 胶。戴上我们提供的口罩,以免吸入胶水的刺鼻气味。切勿混淆 A 胶和 B 胶的盖子。
使用 AB 胶前,请戴上防护手套,防止接触有毒的 AB 胶。戴上我们提供的口罩,以免吸入胶水的刺鼻气味。切勿混淆 A 胶和 B 胶的盖子。
① 清理螺母上的切屑。

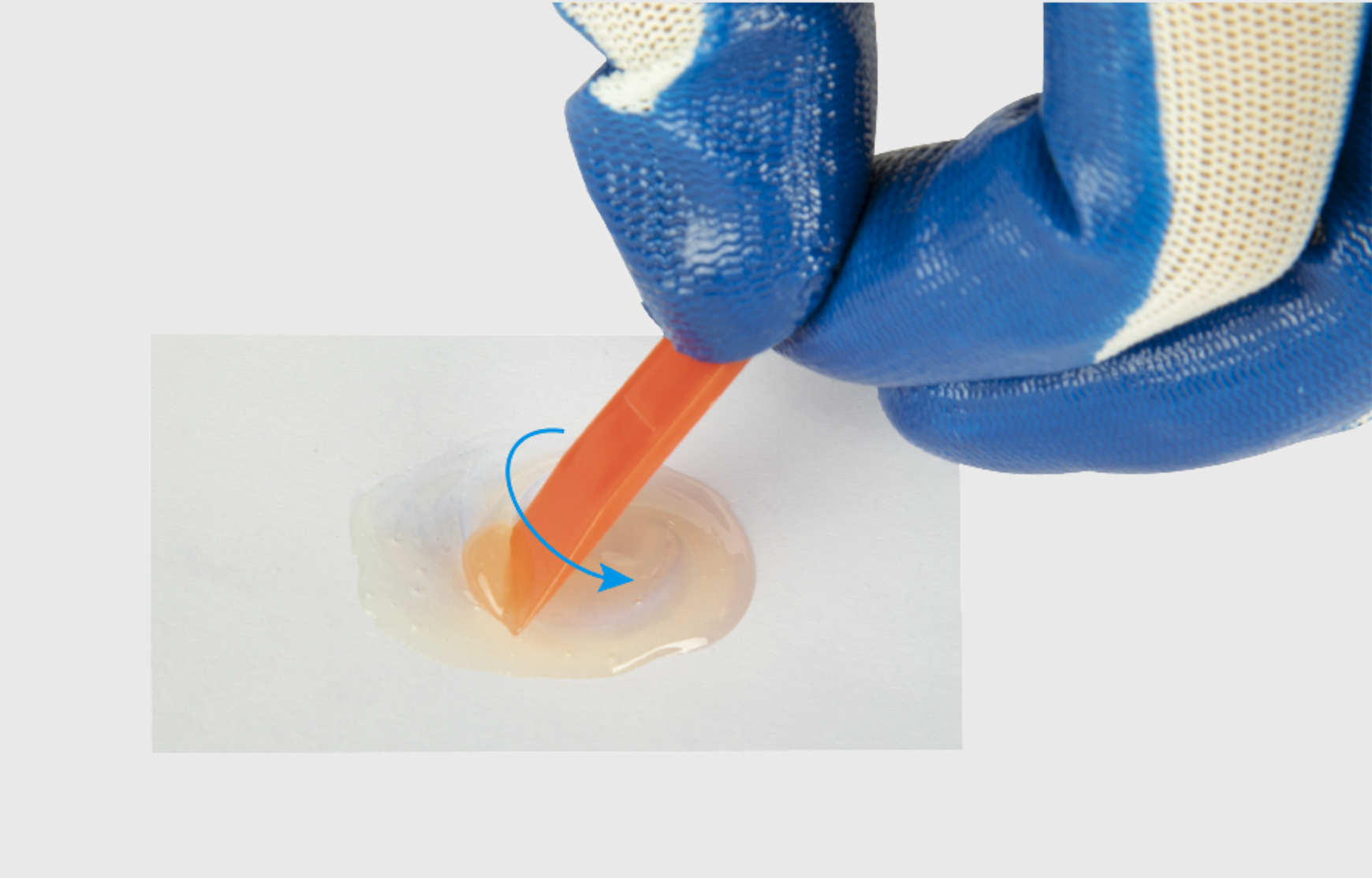
② 按 1:1 的比例挤出 A 胶和 B 胶。

③ 用红色搅拌棒将 A 胶和 B 胶混合在一起并搅拌均匀。
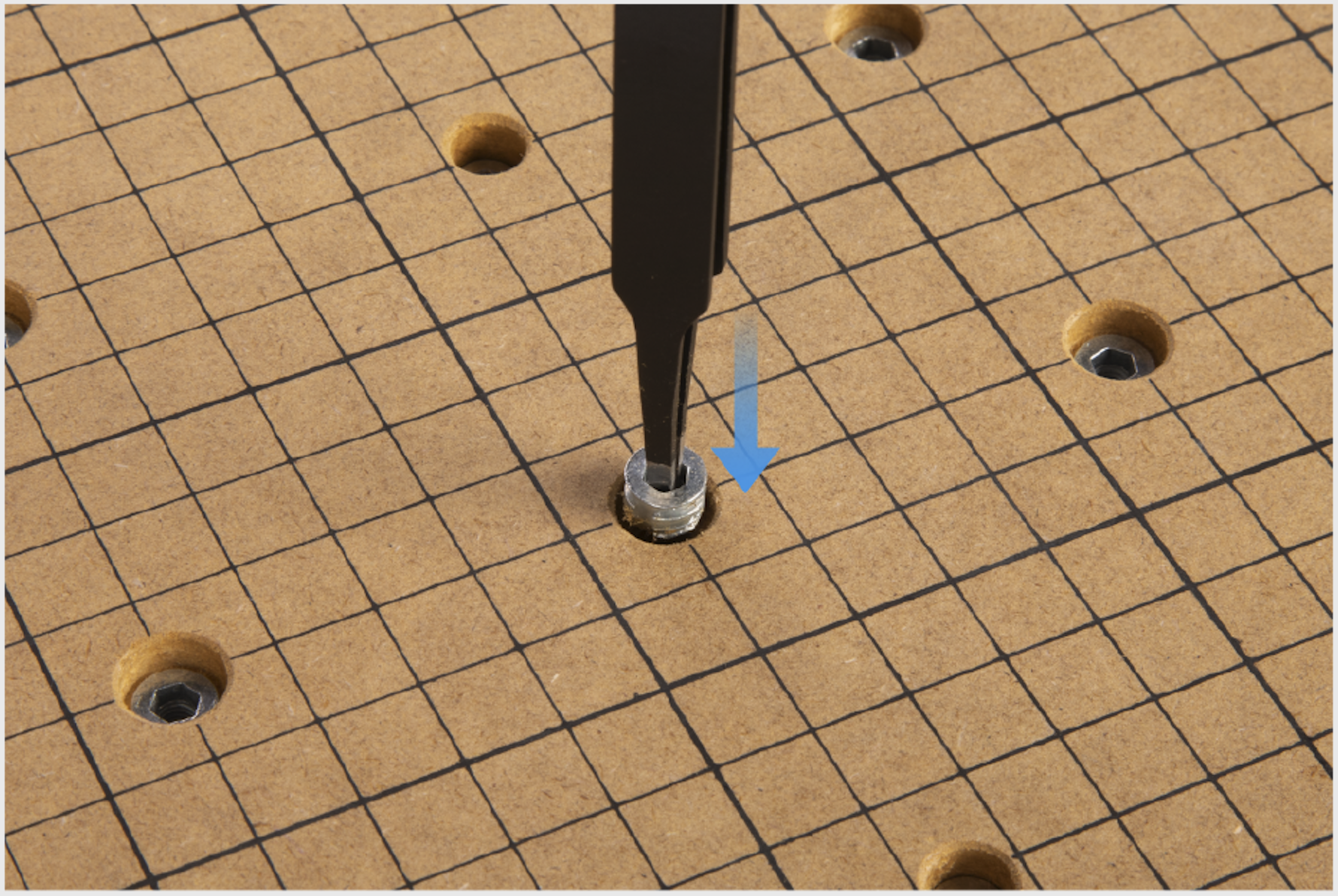
④ 用镊子取出螺母,将混合胶水涂在螺母底部的螺纹上。
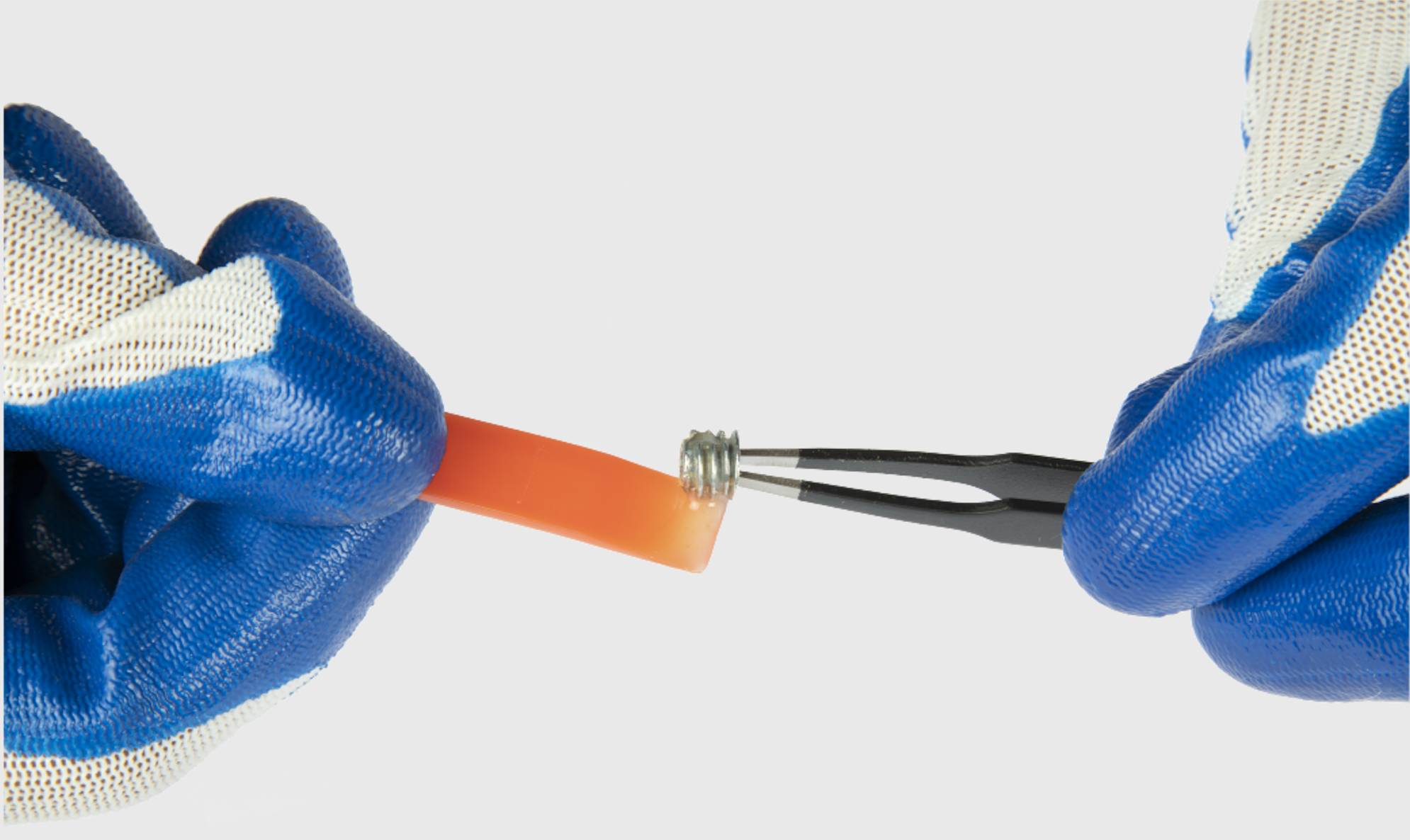
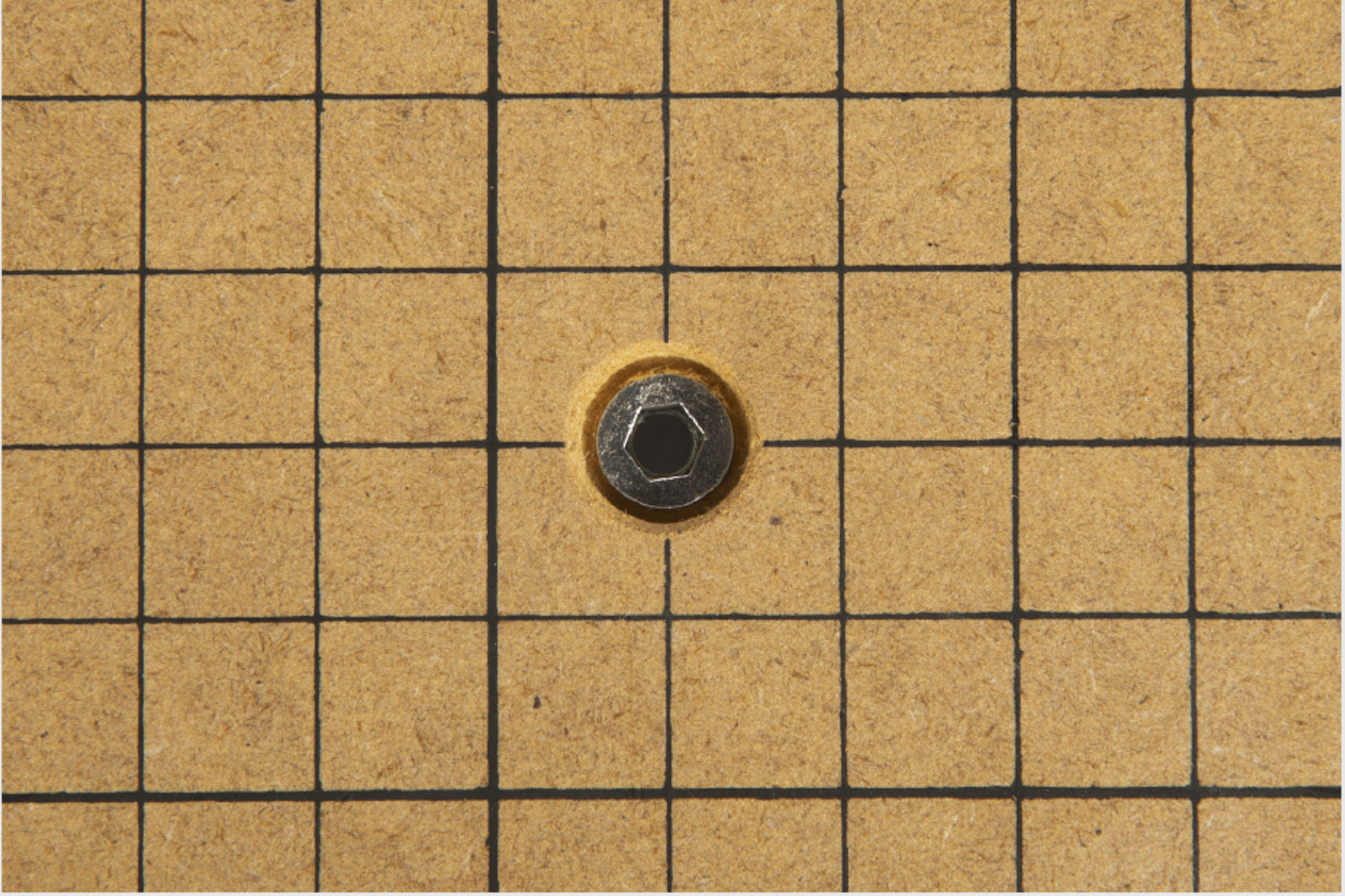
⑤ 用镊子将螺母放回 CNC 雕刻平台的孔中,并按压一会儿。
⑥ 等待至少 24 小时,确保混合胶水固化后再使用。