
1 首次使用的设置
2 CNC雕刻工作流程
3 准备文件
4 生成G代码
4.1 生成G代码工作流程
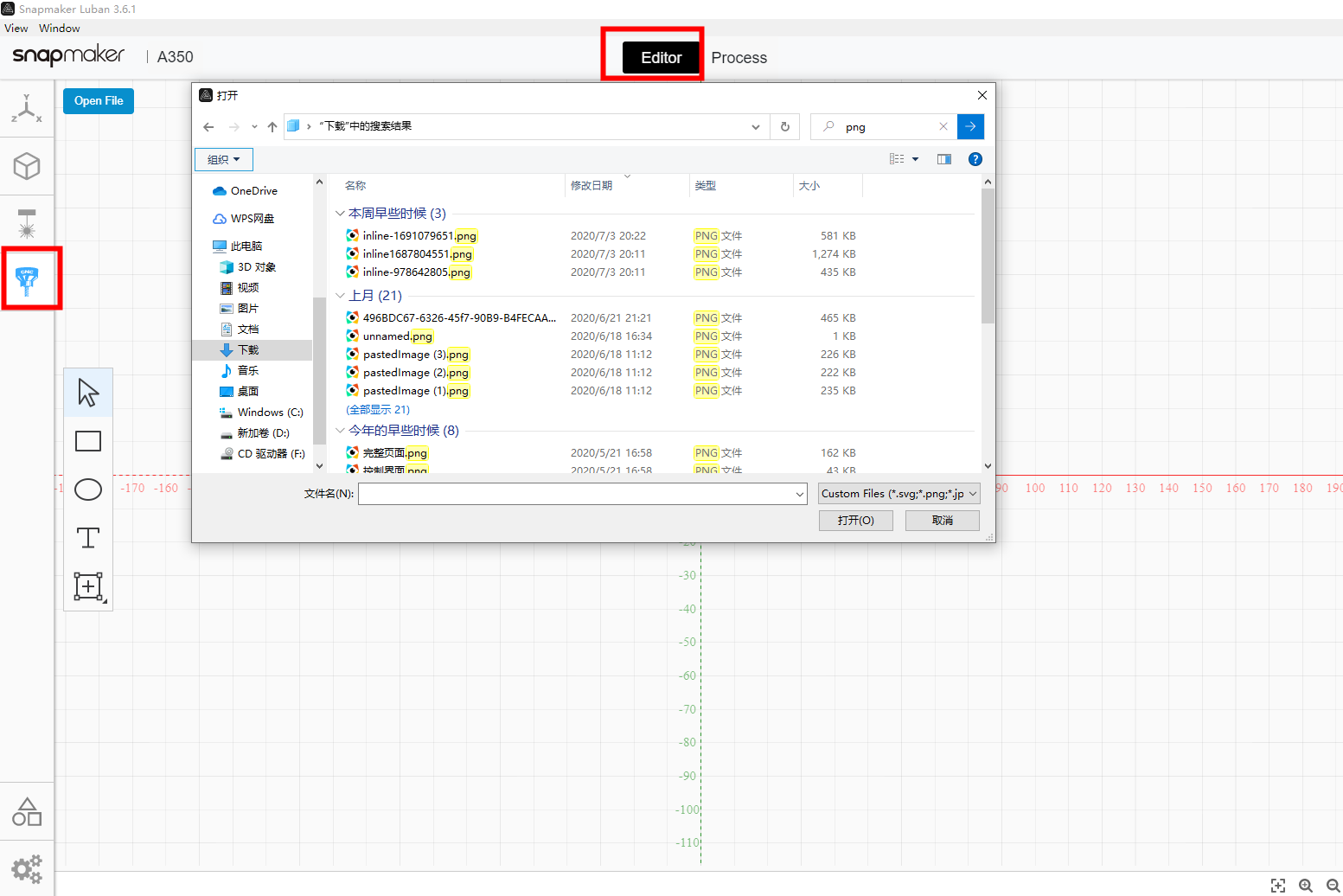
4.2 如何在矢量(Vector)模式下生成G代码。
4.3 如何在浮雕模式下生成G代码。
5 将G代码文件传输到机器上
5.1 在线雕刻
5.1.1 通过Wi-Fi传输G码文件
5.1.2 通过USB线传输G码文件
5.2 离线雕刻
5.2.1 通过Wi-Fi传输G码文件
5.2.2 通过U盘传输G码文件
6 固定材料
7 安装CNC ER11夹具
8 设置工作原点并开始雕刻
9 补充知识
9.1 夹具使用
9.1.1 材料厚度
9.1.2 夹具位置
9.2 设置工作原点
9.3 推荐参数
1 首次使用的设置
阅读产品用户使用手册(https://snapmaker.cn/download/snapmaker2),检查所包含的部件是否齐全,并开始组装机器,并设置机器的第一次使用。您也可以在我们的网站https://snapmaker.cn/document/snapmaker2 上观看视频教程,学习如何使用本机。
2 CNC雕刻工作流程
准备文件
⬇
生成G码
⬇
传输G码文件到机器
⬇
固定材料到平台
⬇
安装CNC ER11 夹具
⬇
设置工作起点和运行边界
⬇
开始雕刻
3 准备文件
自己设计模型:您可以使用Fusion 360和AutoCAD等建模软件设计3D模型。你也可以设计一个只用于切割的2D图像。
拍摄照片:通过用智能手机拍照,可以得到现实生活中的场景或物体的2D图像。可以用于浮雕。
下载:你可以从网站上找到免费的CAD文件,比如 grabcad.com/library 。
4生成G代码
4.1 生成G代码工作流程
G代码生成的工作流程如下:
选择CNCG代码生成器->选择CNC 雕刻刀具->选择模式上传模型文件(或输入文字)->设置参数->点击生成G代码。
注1:可以将多个模型文件生成一个G代码,一次性完成雕刻。
注2:左键点击图片可以修改参数,右键点击可以弹出操作菜单。
注3:软件中提供三种模式,包括:
浮雕:需要上传灰度图片,分层效果是根据原图片上不同的颜色深浅来决定的。在浮雕模式下可以使用雕刻V-Bit。
矢量:此效果用于雕刻矢量图形,适用于口袋铣和2D轮廓切割。你可以在矢量模式下使用平端铣。
文字:您可以根据自己的需要选择字体和输入文字。您也可以上传自己的字体。在文字模式下可以使用Caving V-Bit、平端铣、球端铣。
注4:自动预览默认为启用,在您修改参数后会显示动态预览。当自动预览被禁用时,需要点击预览查看当前状态。
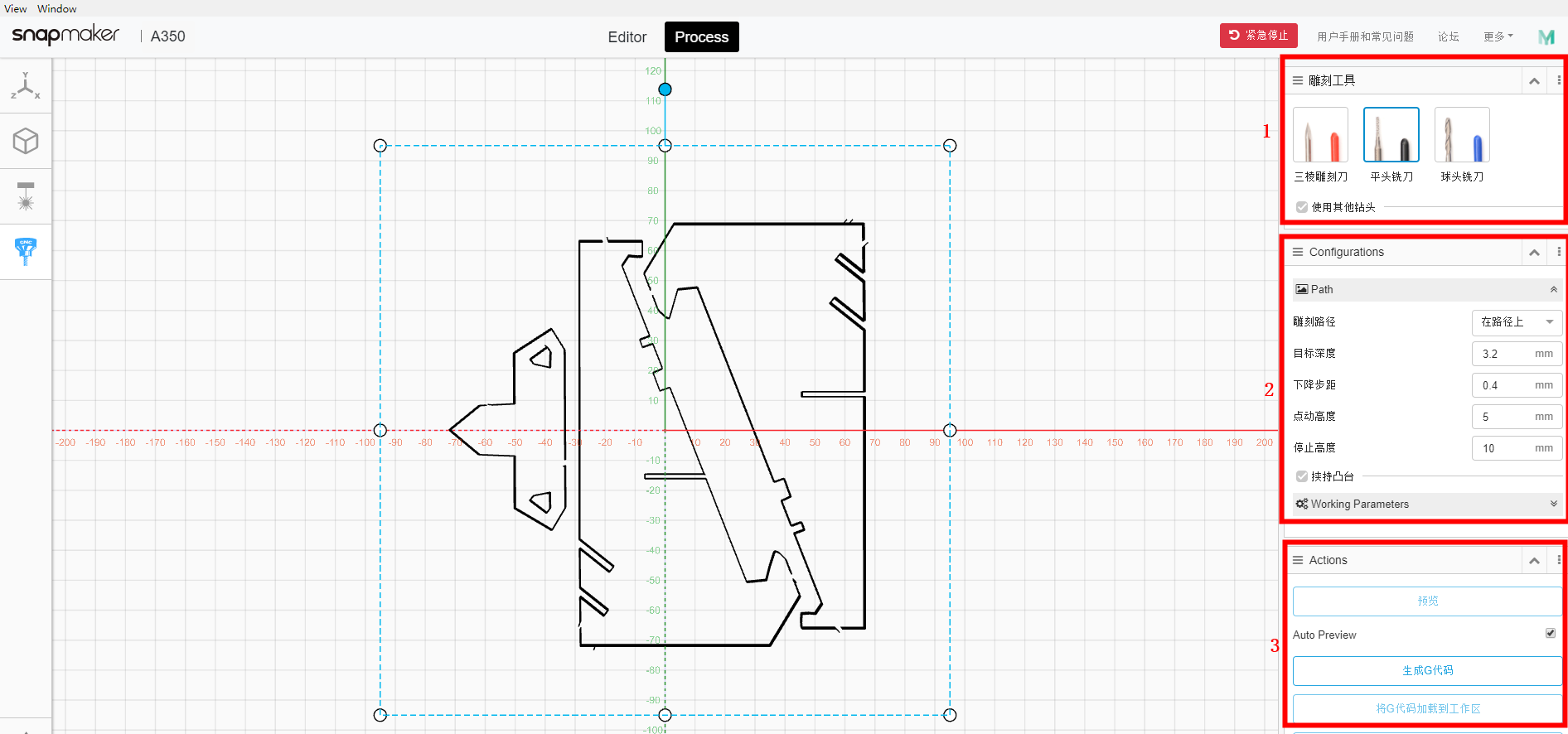
4.2 如何在矢量模式(Vector)下生成G代码
本节介绍在矢量图(Vector)模式下生成G代码的步骤及各参数的含义。
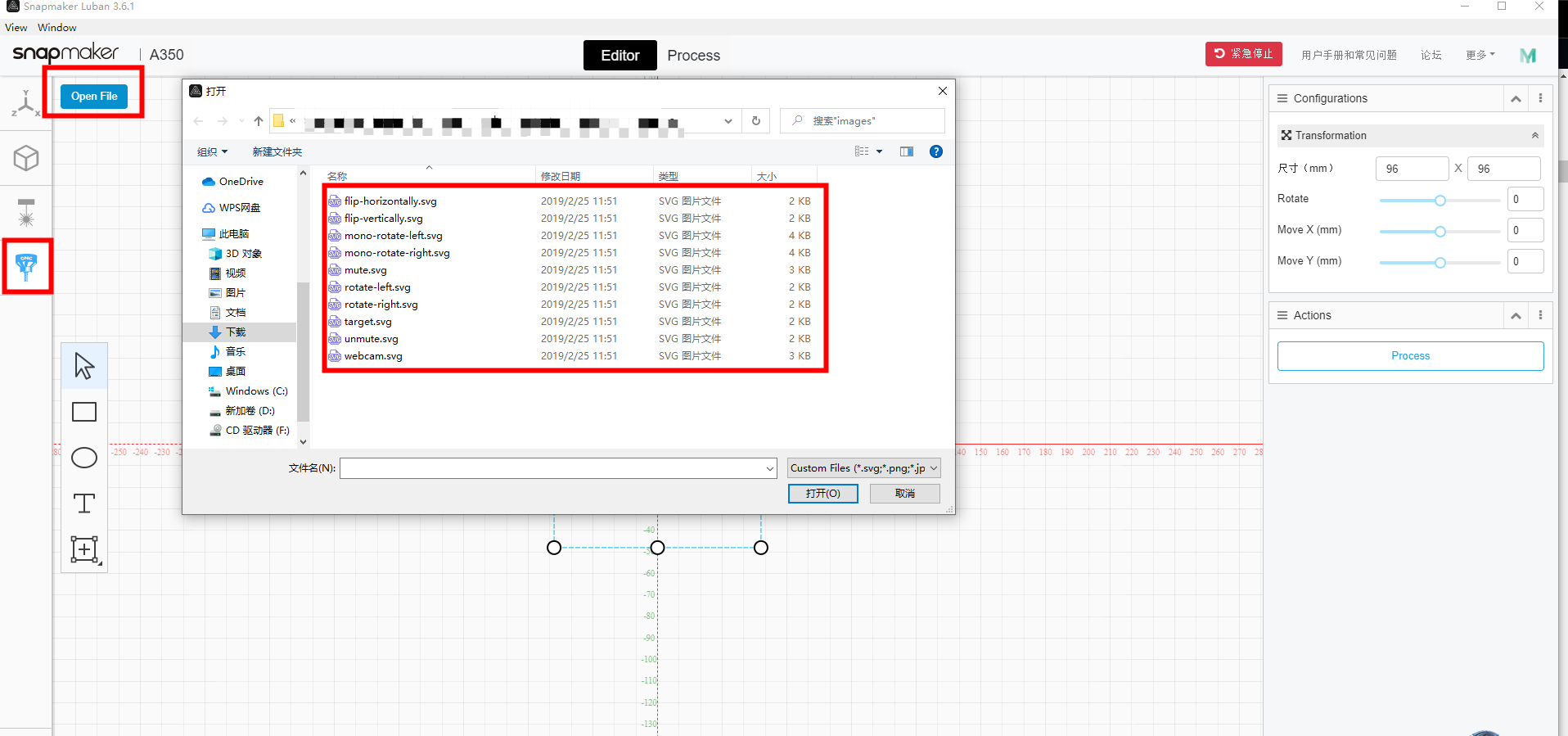
1. 这是一个用SVG图像进行亚克力切割的例子。正确的CNC刀具是1.5mm平头铣刀。

2, 选择合适的 SVG 格式图片。
3. 根据需要调整图片尺寸。这里使用的亚克力板的尺寸为190×190mm。在软件中设置为190×190mm时,图像尺寸与输入尺寸的比例如下图所示。
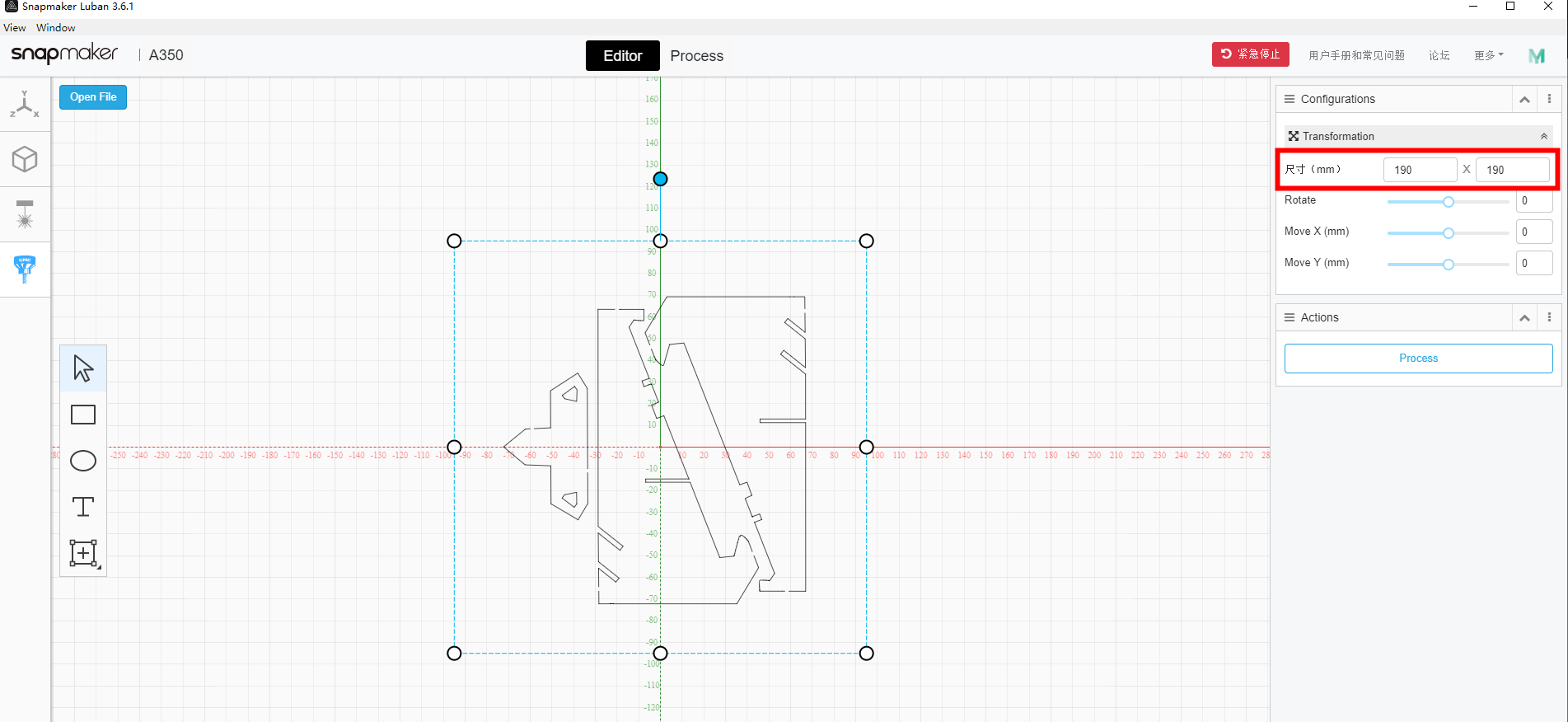
4. 你可以根据需要旋转、移动或翻转图片。
5. 选择雕刻路径。有3种类型的雕刻路径可供选择。在路径上,轮廓和填充(fill)。本例中我们选择在路径上。
在路径上: CNC刀具沿着图像的形状雕刻。雕刻路径以蓝色线条标记。
轮廓: CNC刀具沿着图像的轮廓进行雕刻。雕刻路径用蓝色线条标记。
填充:CNC 刀具雕刻掉图像的内部。雕刻路径用蓝色标记。
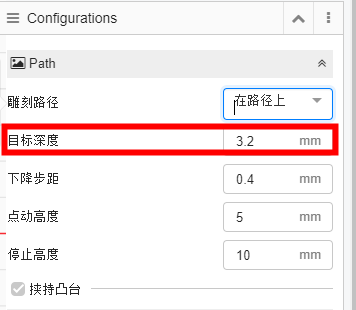
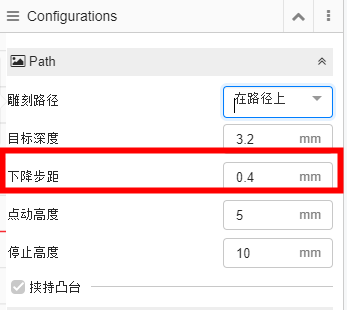
6. 设置目标深度。要想刻穿材料,目标深度应略大于材料的厚度。由于本案例中使用的亚克力板厚度为3mm,所以目标深度可以设置为3.2mm为例。
7. 设置下降步距。每种材料的每一步雕刻都有一个合适的深度,超过深度范围可能会导致CNC 刀具断裂或其他风险。对于亚克力的切割,建议下降步距为0.4mm(由于目标深度为3.2mm,所以需要8个下降距离才能刻完材料)。
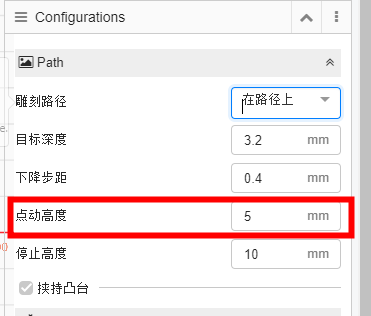
8. 设置点动高度。在机床切换雕刻路线之前,CNC 刀具会被提升到一定的高度,这个高度称为点动高度。本例中,我们将其设置为2mm。
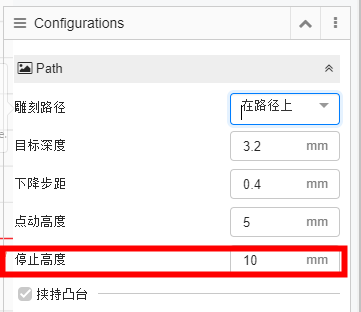
9. 设置停止高度。它是指机床完成雕刻时,CNC 刀具与材料之间的距离。本例中,我们将其设置为10mm。
10. 设置打印顺序。当用一个G代码文件对多张图片进行雕刻时,该参数决定雕刻的顺序。当顺序相同时,先上传的图片将先雕刻。
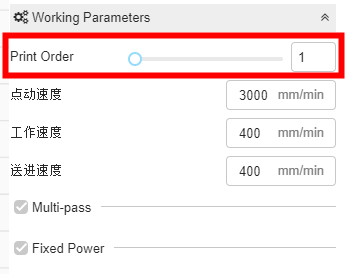
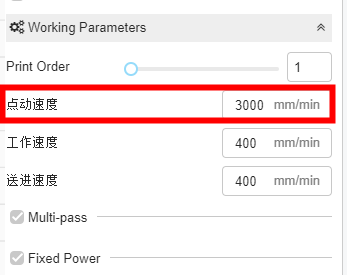
11. 设置 "点动速度"。它决定了CNC刀具在切换到另一条雕刻路线时,在点动高度的移动速度。本例的点动速度为3000mm/min。
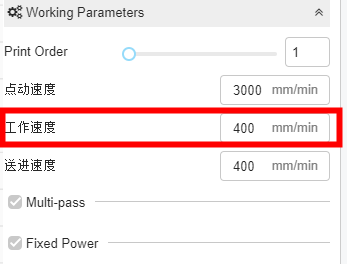
12. 设置工作速度,即雕刻速度。本例中,速度为400mm/min。
13. 设置下沉速度。它指的是CNC刀具的升降/下沉速度,本例中设置为400mm/min。
4.3 如何在浮雕模式下生成G代码。
本节说明在浮雕模式下生成G代码的步骤及各参数的含义。
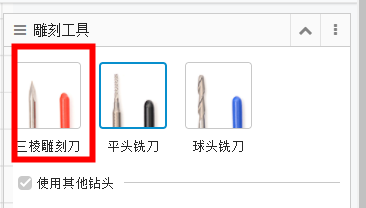
1. 这是一个木雕的例子,在这个例子中要做一个浮雕。正确的雕刻刀具是三棱雕刻刀。
2. 选择浮雕模式上传图片。
3. 根据需要调整图片尺寸。这里使用的木板尺寸为40×60mm。当在软件中设置为40×60mm时,图像尺寸与输入尺寸的比例如下图所示。
4. 你可以根据需要旋转、移动或翻转图片。
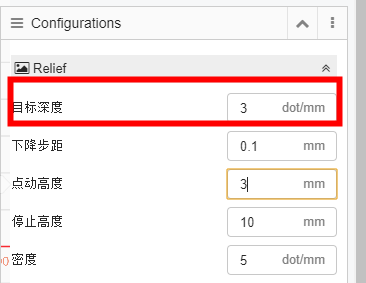
5. 设置目标深度。本例中我们设置的目标深度为3mm(P.S.木板厚度为20mm)。
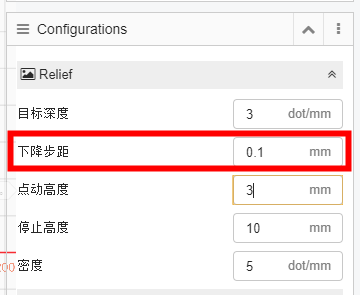
6. 设置下降步距。每种材料的每一步雕刻都有一个合适的深度,超过深度范围可能会导致CNC 刀具断裂或其他风险。这里的下降步距为0.1mm。
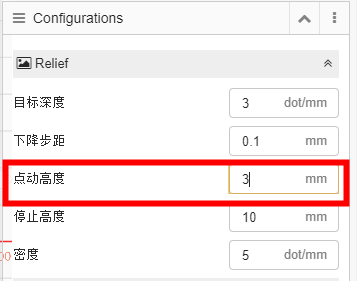
7. 设置点动高度。在机床切换雕刻路线之前,CNC 刀具 会被提升到一定的高度,这个高度称为点动高度。本例中,我们将其设置为3mm。
8. 设置停止高度。它是指机床完成雕刻时,CNC刀具与材料之间的距离。本例中,我们将其设置为10mm。
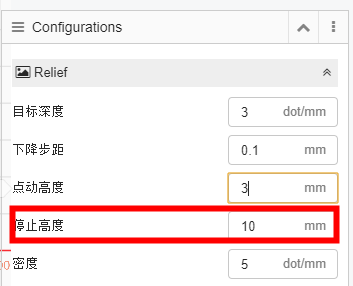
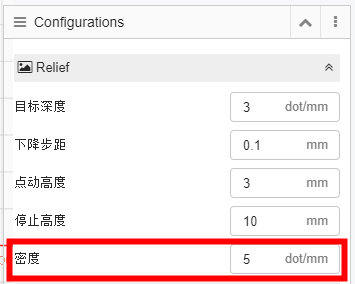
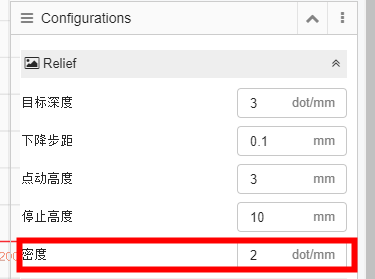
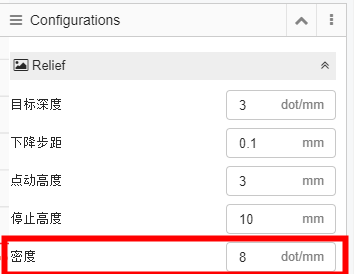
9. 设置密度。密度越高,意味着雕刻时间越长。我们这里设置为5点/毫米。以下是2点/mm和8点/mm密度的实际效果对比。
注:密度最高可以设置为10点/毫米。为了达到最佳的雕刻效果,软件在生成G码时可以重新计算密度。
密度:2点/毫米
密度:8点/毫米
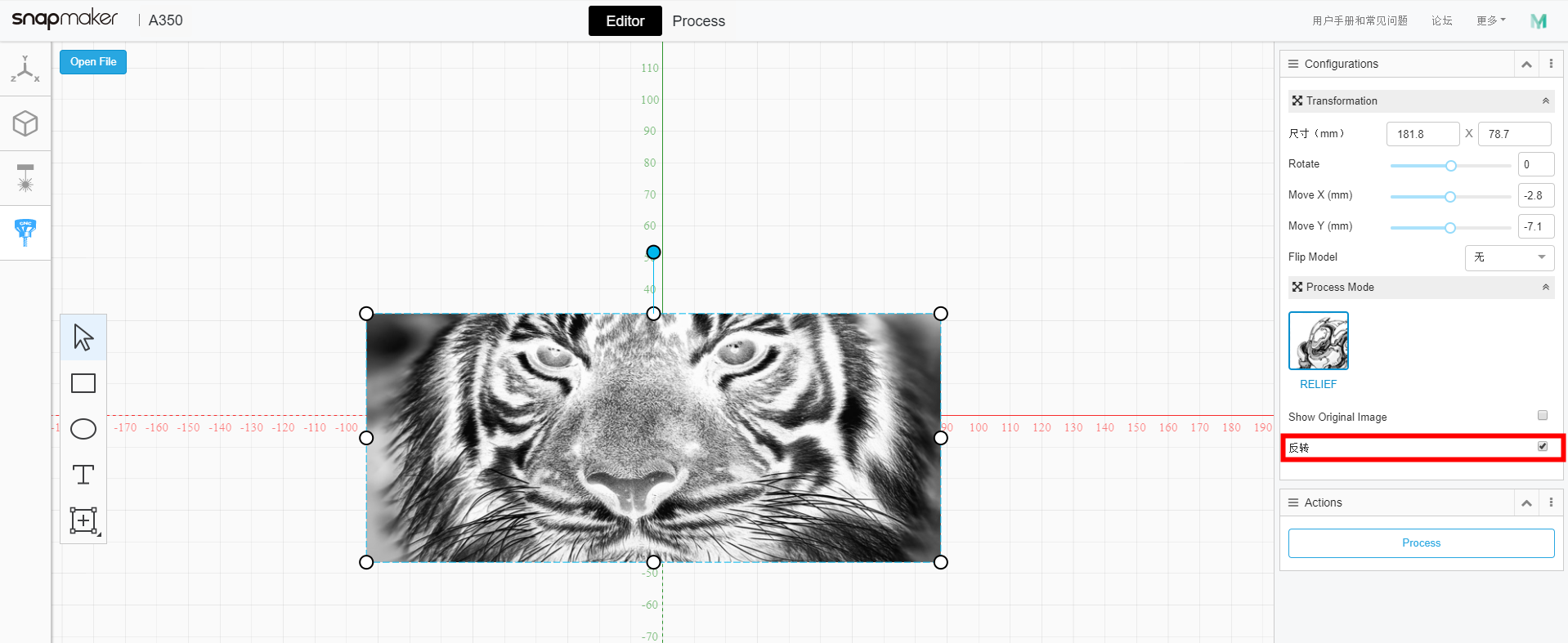
10. 反转。你可以将图像上的颜色深浅反转,也就是说原色浅色的部分会变成深色。颜色越深,反转之后的颜色越浅。
11. 设置打印顺序。当用一个G代码文件对多张图片进行雕刻时,该参数决定雕刻的顺序。当顺序相同时,先上传的图片将先雕刻。
12. 设置 "点动速度"。它决定了CNC 刀具在切换到另一条雕刻路线时,在点动高度的移动速度。本例的点动速度为3000mm/min。
13. 设置工作速度,即雕刻速度。本例中,速度为400mm/min。
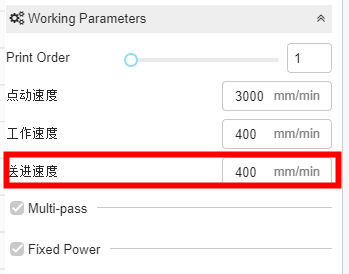
14. 设置送进速度。它指的是CNC刀具的升降/下沉速度,本例中设置为400mm/min。
5 将G代码文件传输到机器上
5.1 在线雕刻
5.1.1 通过Wi-Fi传输G代码文件
1. 如果机器还没有连接到Wi-Fi,请在主菜单中选择设置,点击Wi-Fi,连接到网络。
2. 在将电脑与机器连接之前,请确保电脑和机器都已经连接到同一个Wi-Fi 信号源。打开Snapmaker Luban,然后进入Workspace->连接->选择Wi-Fi->点击
->选择你的设备->点击打开->在屏幕上点击 "Yes"。
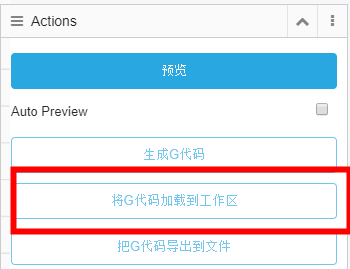
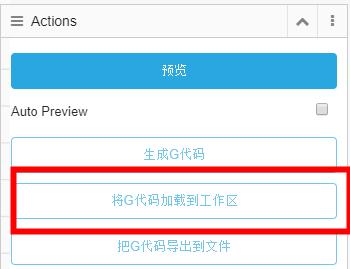
3. 进入CNC G代码 生成器,选择将G代码加载到工作区,将生成的G代码加载到工作区。
4. 关于固定材料、安装CNC刀具和设置工作原点,请参考6固定材料、7安装CNC刀具和8设置工作原点并开始雕刻。
注:与触摸屏上的工作原点设置不同,需要在软件中设置工作原点。
5. 一切准备就绪后,点击开始雕刻。
注1:在整个过程中,电脑必须通过Wi-Fi与机器连接。
注2:雕刻过程中可以更改工作速度的设置。
5.1.2 通过USB线传输G码文件。
1. 用提供的USB线连接机器和电脑。
2. 打开Snapmaker Luban,进入工作区->连接->选择串口->点击
->选择端口->点击打开。
注意:如果找不到可用的端口,而且你的电脑装有最新版本的Mac OS Catalina,请到https://snapmaker.cn/download下载并安装驱动程序。
3. 输入 CNC G代码 生成器,点击 加载到工作区,将生成的 G-code 发送到工作区。
4. 关于固定材料、安装CNC刀具和设置工作原点,请参考6固定材料、7安装CNC刀具和8设置工作原点并开始雕刻。
注:与触摸屏上的工作原点设置不同,需要在软件中设置工作原点。
5. 一切准备就绪后,点击开始雕刻。
注意事项:在整个过程中,电脑必须与机器连接。
5.2 离线雕刻
5.2.1 通过Wi-Fi传输G码文件
1. 如果机器没有连接到Wi-Fi网络,请在主界面点击设置,进入Wi-Fi页面,链接到你的Wi-Fi。
2. 在将电脑与机器连接之前,请确保电脑和机器都已经连接到同一个Wi-Fi。打开Snapmaker Luban,进入Workpace->连接->选择Wi-Fi->点击
->选择你的机器->点击打开->在屏幕上点击 "Yes"。
3. 输入CNC G代码生成器,点击加载G代码到工作区,将生成的G代码发送到工作区。
4. 在工作区点击通过Wi-Fi发送文件。
5. 接收到 G代 码文件后,在屏幕上点 "Yes"进入预览页面。
注:通过 Wi-Fi 发送的文件可以在屏幕上找到 files --> Local
6. 关于固定材料、安装 CNC 刀具和设置工作原点,请参考 6 固定材料、7 安装 CNC 刀具和 8 设置工作原点并开始雕刻。
5.2.2 通过U盘传输G代码文件
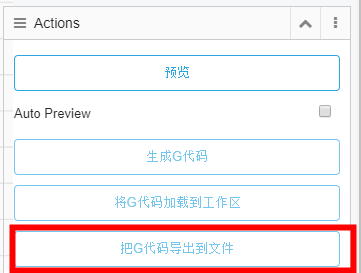
1. 输入CNC G代码生成器,点击导出G代码到文件,将生成的文件保存到U盘。
注意:G代码文件保存时应以".cnc "为后缀。
2. 将U盘插入控制器中。
3. 在触摸屏界面上点击文件->USB,打开保存的G代码文件,进入预览页面。
4. 关于固定材料、安装CNC 刀具和设定工作原点,请参考6固定材料、7安装CNC刀具和8设定工作原点并开始雕刻。
6 固定材料
1. 将材料放在CNC雕刻平台的中心位置。
2. 将夹具组安装在CNC雕刻平台上,然后通过拧动翼形螺母固定材料。
注意:确保夹具组不妨碍CNC 刀具的移动。
7 安装 CNC 刀具
CNC 刀具使用方法
平头铣床通常用于将材料开槽或切割成平面。
球磨机通常用于将物料雕刻成曲面。
如何安装CNC ER11夹具
1. 将ER11夹具斜插入ER11螺母中,直至其卡入到位。
2. 确保您已戴上CNC安全护目镜。将CNC刀具插入ER11夹具中,确保CNC刀具末端与ER11夹具边缘平行。确保CNC刀具的末端与ER11夹具的边缘平行。
3. 将整个装置尽量拧到柄上,然后用开口扳手将ER11夹具完全拧紧。
8 设置工作原点并开始雕刻
如何设置工作原点
通过设置工作原点,找出雕刻的位置。工作原点对应于软件中的(0,0)坐标原点。
如何设置工作原点
1. 接收到G代码文件后,在屏幕上点 "Yes "和 "下一步",进入设置工作原点的界面。
2. 点击X- / X+ / Y- / Y+ / Z- / Z+,将CNC刀具移动到工作原点的位置(在这种情况下,我们在软件中设置图像的中心作为坐标原点)。现在CNC刀具应该离材料约5毫米。
3. 将校准卡或一张A4纸放在CNC刀具和材料之间。用Z- / Z+按钮不断调整CNC 刀具 的高度,直到拉出校准卡时有轻微的阻力,向前推时应该有皱纹。点选设置工作原点。
4. 点Z+抬起CNC刀具,直到它高于夹具组,然后点“跑边框”检查工作原点是否正确。如果部分边界跑到材料之外,或者CNC刀具跑到机床的任何部分,请重新设置工作原点,并再次运行边界。
提示: 如果您的CNC刀具在夹钳组上方运行边界,您可以根据需要降低CNC刀具重新跑边框。
5. 点击开始,开始雕刻。
工作完成之后清理成品和机器
1. 从CNC 雕刻平台上取下夹具组。
2. 用除尘器清洁成品和机器,然后用对角钳取出成品。
9 补充知识
9.1 夹具使用
9.1.1 材料厚度
1. 我们提供的夹具可以固定厚度不超过40mm的材料。
2. 如果将提供的M4×70螺钉改为M4×90螺钉,则该夹具可固定厚度为50mm以下的材料。
3. 当材料厚度低于6mm时,可将提供的M4×70螺钉改为M4×50螺钉。这有助于防CNC雕刻模块与夹具碰撞。
9.1.2 夹具位置
1. 可以用第一个夹具位置来固定厚料。
2. 你可以使用第二个夹具位置来固定大多数材料。
3. 对于大块的材料,其边缘几乎达到CNC雕刻平台的边缘,可以使用第三个夹具位置来固定这些材料。
9.2 设置工作原点
1. 如果您在本软件中上传SVG文件,上传的SVG文件默认位于中心位置。这说明SVG文件的中心对应软件中的(0,0)坐标原点。在这种情况下,建议将材料的中心设置为工作原点,以保证加工区域在材料内部。如果是这样,机床就会以材料的中心点开始工作。
注意:在软件Snapmaker Luban中,工作原点只能设置在材料的表面。不要将工作原点设置在材料表面以下。
2. 如果要将素材的左下角设置为工作原点,可以在软件中将SVG文件移动到右上角。这样的话,机器会在材料的左下角开始操作。
注意:在软件Snapmaker Luban中,工作原点只能设置在材料的表面。不要将工作原点设置在材料表面以下。
9.3 推荐参数
1. 在浮雕模式下使用雕刻三棱雕刻刀具时,建议使用以下参数。
注:您可以在以下网址获得更多关于木材的 Janka 硬度的信息。
https://www.wood-database.com/wood-finder/
2. 在矢量模式下使用平头铣刀时,建议使用以下参数。
注1:您可以在以下网址获得更多关于木材的 Janka 硬度的信息。
https://www.wood-database.com/wood-finder/
注2:以下参数也适用于文本模式。